
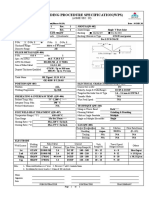
Field Welding Procedure (HOIST CYLINDER BALL AND LIFT ARM BALL)
Field Welding Procedure (HOIST CYLINDER BALL AND LIFT ARM BALL)
You might also like
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (3)
- Volvo Hyva 18.7 Cu.m Rock Boy Part CatalogDocument37 pagesVolvo Hyva 18.7 Cu.m Rock Boy Part CatalogAamir AshinNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- WPS-ASME SEC IX-for PSODocument3 pagesWPS-ASME SEC IX-for PSOSultan ZebNo ratings yet
- PQR For 32 MM PlateDocument1 pagePQR For 32 MM PlateMuhammed MubeenNo ratings yet
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Document14 pagesAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempDocument1 pageWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamNo ratings yet
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- 200RE SOV Data Sheet-FinalDocument8 pages200RE SOV Data Sheet-FinalVictor Hugo RojasNo ratings yet
- Chroma Weld 309 LT1Document2 pagesChroma Weld 309 LT1Gianfranco CopelloNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- User Manual: NICE - 350DT NICE - 500DTDocument13 pagesUser Manual: NICE - 350DT NICE - 500DTGerry Dan ChanliongcoNo ratings yet
- Atom Arc 8018: Features Typical Mechanical PropertiesDocument2 pagesAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Baxter - Kifayat Hussain-1Document2 pagesBaxter - Kifayat Hussain-1Kifaýať HuśśaiňNo ratings yet
- 011 WPS ASME TOP F 2022 - Rev.0Document8 pages011 WPS ASME TOP F 2022 - Rev.0megantara maromNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Innershield NS-3M: Welding Positions Conformances Key FeaturesDocument1 pageInnershield NS-3M: Welding Positions Conformances Key FeaturesH_DEBIANENo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- WPS Butt Repair A 53 FAB-GTAW-GMAW-FCAWDocument1 pageWPS Butt Repair A 53 FAB-GTAW-GMAW-FCAWRaja HoneNo ratings yet
- IFS Stancor SEW50 DatasheetDocument2 pagesIFS Stancor SEW50 DatasheetMaruRojaNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick Vazquez100% (1)
- Fab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSDocument2 pagesFab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSabidaliabid1100% (1)
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Sample WPS OQRDocument4 pagesSample WPS OQRavgpaulNo ratings yet
- Reciprocating Saws 0815E 02Document4 pagesReciprocating Saws 0815E 02agiepanjiNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- WPS - 018Document12 pagesWPS - 018MAT-LIONNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- WPS Welding Performance SpecialistDocument2 pagesWPS Welding Performance SpecialistGobinath GovindarajNo ratings yet
- AUT 1076 en US FactSheet Main 01Document2 pagesAUT 1076 en US FactSheet Main 01Victor Solis BrevisNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Hobart Maxal 5556Document2 pagesHobart Maxal 5556dayseanedNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- .txtDocument2 pages.txtAamir AshinNo ratings yet
- LMV Check ListDocument2 pagesLMV Check ListAamir AshinNo ratings yet
- Epiroc Dril Bit Observation DetailsDocument3 pagesEpiroc Dril Bit Observation DetailsAamir AshinNo ratings yet
- ZX 470 Performance Report-18Document3 pagesZX 470 Performance Report-18Aamir AshinNo ratings yet
- Engine Diesel Mdi 3200 TC Chain Drive BS Ii Ver 1 Feb 20051Document26 pagesEngine Diesel Mdi 3200 TC Chain Drive BS Ii Ver 1 Feb 20051Aamir Ashin100% (1)
- Engine Petrol Renault Rev 116 Ver 2 - Dec 20041Document24 pagesEngine Petrol Renault Rev 116 Ver 2 - Dec 20041Aamir AshinNo ratings yet
- Pct-00015-Bolero Camper RHD Mditc 3200 Bsii 2WD 4WD - Ver 1 - Mar 2006Document116 pagesPct-00015-Bolero Camper RHD Mditc 3200 Bsii 2WD 4WD - Ver 1 - Mar 2006Aamir AshinNo ratings yet
- Wa470 Pin and Bushes Front AttachmentDocument3 pagesWa470 Pin and Bushes Front AttachmentAamir AshinNo ratings yet
- Pct-00007-Bolero RHD Mdi TC 3200 2wd - Ver 1 - Feb 2005Document111 pagesPct-00007-Bolero RHD Mdi TC 3200 2wd - Ver 1 - Feb 2005Aamir AshinNo ratings yet
- Parts Manual - Volvo - FM400 - (SR - No.-2016-6963)Document838 pagesParts Manual - Volvo - FM400 - (SR - No.-2016-6963)Aamir AshinNo ratings yet
- Usha Pipe CoDocument19 pagesUsha Pipe CoAnoop MittalNo ratings yet
- List of Paint Standards-SpecificationsDocument14 pagesList of Paint Standards-SpecificationsMuthuKumar100% (1)
- Navratna Companies New ArticleDocument6 pagesNavratna Companies New ArticleJAI ROYALNo ratings yet
- TDS Loctite Nordbak Wearing - CompoundDocument3 pagesTDS Loctite Nordbak Wearing - CompoundSadamNo ratings yet
- GS 118-3 PDFDocument12 pagesGS 118-3 PDFHardik AcharyaNo ratings yet
- 07 Fixing Detail (Halter Clip) Ins.Document1 page07 Fixing Detail (Halter Clip) Ins.Ahmed Saber NassarNo ratings yet
- Astm A 810Document4 pagesAstm A 810Fa ChNo ratings yet
- Owner'S Manual GH-1340W/1440W Lathes: Jet Equipment & Tools, IncDocument24 pagesOwner'S Manual GH-1340W/1440W Lathes: Jet Equipment & Tools, IncNoé MuñozNo ratings yet
- Movable Glass Systems: "In Every Season, in Every Climate... "Document27 pagesMovable Glass Systems: "In Every Season, in Every Climate... "Bejinariu ValentinNo ratings yet
- Bio-Pharm Fittings: Asme BpeDocument56 pagesBio-Pharm Fittings: Asme BpeTonyNo ratings yet
- Assembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Document15 pagesAssembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Sandro Garcia Olimpio100% (1)
- Term Paper AssignmentDocument2 pagesTerm Paper AssignmentKt HemanthNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure Specificationarun manchekarNo ratings yet
- Mss SP 97 DimensionsDocument9 pagesMss SP 97 DimensionsMichał KlebanNo ratings yet
- RC Vs Steel For CostDocument15 pagesRC Vs Steel For CostMk2No ratings yet
- SSS Steel Reference BookDocument60 pagesSSS Steel Reference BookRene De Guzman PajarinNo ratings yet
- Daftar Perusahaan ManufakturDocument15 pagesDaftar Perusahaan ManufakturSiti UtamiNo ratings yet
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-25-27Document3 pagesASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-25-27Andres SilveyraNo ratings yet
- Tech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelDocument2 pagesTech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelLong TomahawkNo ratings yet
- Aluminium Form Work (Mivan) : Sl. No Description YES NO N/A Remarks Layout and MarkingDocument4 pagesAluminium Form Work (Mivan) : Sl. No Description YES NO N/A Remarks Layout and Markinganbunilavan50% (2)
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Anti-Graffiti Coatings: Austroads Technical Specification Ats5820Document12 pagesAnti-Graffiti Coatings: Austroads Technical Specification Ats5820junhe898No ratings yet
- Changshu Walsin Specialty Steel Co., LTD: Company ProfileDocument1 pageChangshu Walsin Specialty Steel Co., LTD: Company ProfileHarish KrishnamoorthyNo ratings yet
- Carbide Special PartsDocument14 pagesCarbide Special PartsMatija BušićNo ratings yet
- Rubber Lined Grooved Pipe and Fittings For Abrasive ServicesDocument6 pagesRubber Lined Grooved Pipe and Fittings For Abrasive ServicesRJacobsNo ratings yet
- AGLCO ProfileDocument23 pagesAGLCO ProfileAaron NadarNo ratings yet
- Welding QuestnDocument37 pagesWelding QuestnmehdiNo ratings yet
- Global Coating Catalogue 2014 PDFDocument64 pagesGlobal Coating Catalogue 2014 PDFRangaswamy DoraiswamyNo ratings yet
- Price List Valves, Hydrants & Fittings OCT 2020Document38 pagesPrice List Valves, Hydrants & Fittings OCT 2020Mohd Naim Bin KaramaNo ratings yet
- Raj EnterpriseDocument10 pagesRaj EnterpriseStarlord PlazaNo ratings yet


































































































Download as pdf or txt
You might also like
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (3)
- Volvo Hyva 18.7 Cu.m Rock Boy Part CatalogDocument37 pagesVolvo Hyva 18.7 Cu.m Rock Boy Part CatalogAamir AshinNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- Wps 7018 SmawDocument1 pageWps 7018 SmawErick VazquezNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- WPS-ASME SEC IX-for PSODocument3 pagesWPS-ASME SEC IX-for PSOSultan ZebNo ratings yet
- PQR For 32 MM PlateDocument1 pagePQR For 32 MM PlateMuhammed MubeenNo ratings yet
- Appendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Document14 pagesAppendix B3-03 Welding Procedure Specification ENB-MA-WPS-3 Rev. 0 - A4A2E2Jobaer ShaonNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempDocument1 pageWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamNo ratings yet
- Pre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectDocument2 pagesPre-Liminary WELDING PROCEDURE Specification (PWPS) : RDMP RU-V Balikpapan ProjectBagandi ManurungNo ratings yet
- 200RE SOV Data Sheet-FinalDocument8 pages200RE SOV Data Sheet-FinalVictor Hugo RojasNo ratings yet
- Chroma Weld 309 LT1Document2 pagesChroma Weld 309 LT1Gianfranco CopelloNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- Prequalified Qualified by TestingDocument5 pagesPrequalified Qualified by Testingcarlosoliveros1967No ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- User Manual: NICE - 350DT NICE - 500DTDocument13 pagesUser Manual: NICE - 350DT NICE - 500DTGerry Dan ChanliongcoNo ratings yet
- Atom Arc 8018: Features Typical Mechanical PropertiesDocument2 pagesAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Baxter - Kifayat Hussain-1Document2 pagesBaxter - Kifayat Hussain-1Kifaýať HuśśaiňNo ratings yet
- 011 WPS ASME TOP F 2022 - Rev.0Document8 pages011 WPS ASME TOP F 2022 - Rev.0megantara maromNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Innershield NS-3M: Welding Positions Conformances Key FeaturesDocument1 pageInnershield NS-3M: Welding Positions Conformances Key FeaturesH_DEBIANENo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- WPS Butt Repair A 53 FAB-GTAW-GMAW-FCAWDocument1 pageWPS Butt Repair A 53 FAB-GTAW-GMAW-FCAWRaja HoneNo ratings yet
- IFS Stancor SEW50 DatasheetDocument2 pagesIFS Stancor SEW50 DatasheetMaruRojaNo ratings yet
- 07 SMAW 332 18 532 332 E7018 Prequalified WPSsDocument82 pages07 SMAW 332 18 532 332 E7018 Prequalified WPSsErick Vazquez100% (1)
- Fab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSDocument2 pagesFab-Wps-002sfasf Asfh Fhjsafgjha Sfsa FSabidaliabid1100% (1)
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- Sample WPS OQRDocument4 pagesSample WPS OQRavgpaulNo ratings yet
- Reciprocating Saws 0815E 02Document4 pagesReciprocating Saws 0815E 02agiepanjiNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- WPS - 018Document12 pagesWPS - 018MAT-LIONNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- WPS Welding Performance SpecialistDocument2 pagesWPS Welding Performance SpecialistGobinath GovindarajNo ratings yet
- AUT 1076 en US FactSheet Main 01Document2 pagesAUT 1076 en US FactSheet Main 01Victor Solis BrevisNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Hobart Maxal 5556Document2 pagesHobart Maxal 5556dayseanedNo ratings yet
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- .txtDocument2 pages.txtAamir AshinNo ratings yet
- LMV Check ListDocument2 pagesLMV Check ListAamir AshinNo ratings yet
- Epiroc Dril Bit Observation DetailsDocument3 pagesEpiroc Dril Bit Observation DetailsAamir AshinNo ratings yet
- ZX 470 Performance Report-18Document3 pagesZX 470 Performance Report-18Aamir AshinNo ratings yet
- Engine Diesel Mdi 3200 TC Chain Drive BS Ii Ver 1 Feb 20051Document26 pagesEngine Diesel Mdi 3200 TC Chain Drive BS Ii Ver 1 Feb 20051Aamir Ashin100% (1)
- Engine Petrol Renault Rev 116 Ver 2 - Dec 20041Document24 pagesEngine Petrol Renault Rev 116 Ver 2 - Dec 20041Aamir AshinNo ratings yet
- Pct-00015-Bolero Camper RHD Mditc 3200 Bsii 2WD 4WD - Ver 1 - Mar 2006Document116 pagesPct-00015-Bolero Camper RHD Mditc 3200 Bsii 2WD 4WD - Ver 1 - Mar 2006Aamir AshinNo ratings yet
- Wa470 Pin and Bushes Front AttachmentDocument3 pagesWa470 Pin and Bushes Front AttachmentAamir AshinNo ratings yet
- Pct-00007-Bolero RHD Mdi TC 3200 2wd - Ver 1 - Feb 2005Document111 pagesPct-00007-Bolero RHD Mdi TC 3200 2wd - Ver 1 - Feb 2005Aamir AshinNo ratings yet
- Parts Manual - Volvo - FM400 - (SR - No.-2016-6963)Document838 pagesParts Manual - Volvo - FM400 - (SR - No.-2016-6963)Aamir AshinNo ratings yet
- Usha Pipe CoDocument19 pagesUsha Pipe CoAnoop MittalNo ratings yet
- List of Paint Standards-SpecificationsDocument14 pagesList of Paint Standards-SpecificationsMuthuKumar100% (1)
- Navratna Companies New ArticleDocument6 pagesNavratna Companies New ArticleJAI ROYALNo ratings yet
- TDS Loctite Nordbak Wearing - CompoundDocument3 pagesTDS Loctite Nordbak Wearing - CompoundSadamNo ratings yet
- GS 118-3 PDFDocument12 pagesGS 118-3 PDFHardik AcharyaNo ratings yet
- 07 Fixing Detail (Halter Clip) Ins.Document1 page07 Fixing Detail (Halter Clip) Ins.Ahmed Saber NassarNo ratings yet
- Astm A 810Document4 pagesAstm A 810Fa ChNo ratings yet
- Owner'S Manual GH-1340W/1440W Lathes: Jet Equipment & Tools, IncDocument24 pagesOwner'S Manual GH-1340W/1440W Lathes: Jet Equipment & Tools, IncNoé MuñozNo ratings yet
- Movable Glass Systems: "In Every Season, in Every Climate... "Document27 pagesMovable Glass Systems: "In Every Season, in Every Climate... "Bejinariu ValentinNo ratings yet
- Bio-Pharm Fittings: Asme BpeDocument56 pagesBio-Pharm Fittings: Asme BpeTonyNo ratings yet
- Assembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Document15 pagesAssembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Sandro Garcia Olimpio100% (1)
- Term Paper AssignmentDocument2 pagesTerm Paper AssignmentKt HemanthNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure Specificationarun manchekarNo ratings yet
- Mss SP 97 DimensionsDocument9 pagesMss SP 97 DimensionsMichał KlebanNo ratings yet
- RC Vs Steel For CostDocument15 pagesRC Vs Steel For CostMk2No ratings yet
- SSS Steel Reference BookDocument60 pagesSSS Steel Reference BookRene De Guzman PajarinNo ratings yet
- Daftar Perusahaan ManufakturDocument15 pagesDaftar Perusahaan ManufakturSiti UtamiNo ratings yet
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-25-27Document3 pagesASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-25-27Andres SilveyraNo ratings yet
- Tech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelDocument2 pagesTech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelLong TomahawkNo ratings yet
- Aluminium Form Work (Mivan) : Sl. No Description YES NO N/A Remarks Layout and MarkingDocument4 pagesAluminium Form Work (Mivan) : Sl. No Description YES NO N/A Remarks Layout and Markinganbunilavan50% (2)
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Anti-Graffiti Coatings: Austroads Technical Specification Ats5820Document12 pagesAnti-Graffiti Coatings: Austroads Technical Specification Ats5820junhe898No ratings yet
- Changshu Walsin Specialty Steel Co., LTD: Company ProfileDocument1 pageChangshu Walsin Specialty Steel Co., LTD: Company ProfileHarish KrishnamoorthyNo ratings yet
- Carbide Special PartsDocument14 pagesCarbide Special PartsMatija BušićNo ratings yet
- Rubber Lined Grooved Pipe and Fittings For Abrasive ServicesDocument6 pagesRubber Lined Grooved Pipe and Fittings For Abrasive ServicesRJacobsNo ratings yet
- AGLCO ProfileDocument23 pagesAGLCO ProfileAaron NadarNo ratings yet
- Welding QuestnDocument37 pagesWelding QuestnmehdiNo ratings yet
- Global Coating Catalogue 2014 PDFDocument64 pagesGlobal Coating Catalogue 2014 PDFRangaswamy DoraiswamyNo ratings yet
- Price List Valves, Hydrants & Fittings OCT 2020Document38 pagesPrice List Valves, Hydrants & Fittings OCT 2020Mohd Naim Bin KaramaNo ratings yet
- Raj EnterpriseDocument10 pagesRaj EnterpriseStarlord PlazaNo ratings yet