Download as pdf or txt
You might also like
- C182&Skylane D2006-4-13 (1969 Thru1976) TR5 12-01-2011Document208 pagesC182&Skylane D2006-4-13 (1969 Thru1976) TR5 12-01-2011asra1591No ratings yet
- IO470 X30588A Overhaul ManualDocument370 pagesIO470 X30588A Overhaul Manualasra1591No ratings yet
- Continued Aiirworthiness - Model 200 SériesDocument129 pagesContinued Aiirworthiness - Model 200 SériesGabriel vieiraNo ratings yet
- MCB of Acdb Test ReportDocument1 pageMCB of Acdb Test Reportganeshapec8No ratings yet
- Replacement Schedule 1. Description: Learjet 25B/C/D/F Maintenance ManualDocument9 pagesReplacement Schedule 1. Description: Learjet 25B/C/D/F Maintenance Manualfarellano89No ratings yet
- Special Airworthiness Information Bulletin: Federal Aviation AdministrationDocument3 pagesSpecial Airworthiness Information Bulletin: Federal Aviation Administrationrnordell0% (1)
- SSP-384 2nd Edition Lycoming Engine ToolsDocument53 pagesSSP-384 2nd Edition Lycoming Engine ToolsKamal Jit DhimanNo ratings yet
- CSL 1001Document11 pagesCSL 1001oscar horacio floresNo ratings yet
- 2007 04 19R1Document24 pages2007 04 19R1Yaşar AkyıldızNo ratings yet
- Continental X43002 SwitchesDocument20 pagesContinental X43002 SwitchesNeoMdR1No ratings yet
- A-65 & A-75 SeriesDocument77 pagesA-65 & A-75 SeriesRicardo UrioNo ratings yet
- Extra 330Lx: U.S.Information ManualDocument284 pagesExtra 330Lx: U.S.Information ManualGourav DasNo ratings yet
- Cessna: Where This Catalog Refers To ADocument458 pagesCessna: Where This Catalog Refers To AFábio FariaNo ratings yet
- Cleveland PDFDocument111 pagesCleveland PDFJuan Eduardo Salazar Zambrana100% (1)
- A13、A13A ServiceManual PDFDocument1,333 pagesA13、A13A ServiceManual PDFmultiservicios100% (1)
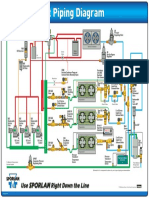
- HVACR Supermarket Piping DiagramDocument1 pageHVACR Supermarket Piping DiagramAngel sandovalNo ratings yet
- Cessna172RG Checklist Revised 11-6-12Document24 pagesCessna172RG Checklist Revised 11-6-12alphaNo ratings yet
- Champion Aviation Ignition ChartDocument170 pagesChampion Aviation Ignition ChartSkySupplyUSANo ratings yet
- Service Letter PDFDocument5 pagesService Letter PDFAriadna ZRNo ratings yet
- CM 30-170 Rev-BDocument74 pagesCM 30-170 Rev-Bmegh prasad UpadhyayNo ratings yet
- EASA TCDS E.005 (IM) Teledyne Continental IO 360 Series Engines 01 31032004Document24 pagesEASA TCDS E.005 (IM) Teledyne Continental IO 360 Series Engines 01 31032004Ken VanNo ratings yet
- Continental at Overhaul 100% Parts Replacement List Engine Model: TSIO 520 BB, DB, EB, JB, KB, LB, NB, UB, VB, WBDocument2 pagesContinental at Overhaul 100% Parts Replacement List Engine Model: TSIO 520 BB, DB, EB, JB, KB, LB, NB, UB, VB, WBRik AraujNo ratings yet
- m20s 1998Document364 pagesm20s 1998Tim MorganNo ratings yet
- Propeller Owner/Operator Information ManualDocument42 pagesPropeller Owner/Operator Information ManualJUAN BAEZA PAREDESNo ratings yet
- Cessna Aircraft Company: Wichita AnsasDocument252 pagesCessna Aircraft Company: Wichita AnsasFábio FariaNo ratings yet
- Service Information: Model/Variant Title Description Pub Number Compliance Serial Number Publication TypeDocument24 pagesService Information: Model/Variant Title Description Pub Number Compliance Serial Number Publication TypeMoshiurRahman100% (1)
- Abs Landing Gear Guide2Document60 pagesAbs Landing Gear Guide2Fayçal MahieddineNo ratings yet
- SUMMARY OF FAA STCs - TCM ENGINES - JAN 1998Document34 pagesSUMMARY OF FAA STCs - TCM ENGINES - JAN 1998Randy WaltonNo ratings yet
- Parker Cleavland Wheels Illustrated Parts CatalogDocument276 pagesParker Cleavland Wheels Illustrated Parts CatalogAndrew100% (1)
- Aerocet Kodiak 100 FloatsDocument91 pagesAerocet Kodiak 100 FloatsLysterNo ratings yet
- Airworthiness LimitationsDocument5 pagesAirworthiness LimitationsCharles PereiraNo ratings yet
- MC Ka 2006 02Document32 pagesMC Ka 2006 02GeeNo ratings yet
- Maintenance Manual: Poplar Farm Prolley Moor Wentnor Bishops Castle Sy9 5ejDocument66 pagesMaintenance Manual: Poplar Farm Prolley Moor Wentnor Bishops Castle Sy9 5ejCristhian342100% (1)
- SL Hartzell 2016Document36 pagesSL Hartzell 2016Alexis KidemaNo ratings yet
- Cessna 150 Technical Publications Updates ListDocument5 pagesCessna 150 Technical Publications Updates ListElmer VillegasNo ratings yet
- 21 50 51Document100 pages21 50 51flitecomponentsNo ratings yet
- Propeller Owners Manual and Log Book - Hartzell PDFDocument88 pagesPropeller Owners Manual and Log Book - Hartzell PDFJacquie JimenezNo ratings yet
- TD - Anticorit VCI UNI O-40enDocument2 pagesTD - Anticorit VCI UNI O-40enMARTINNo ratings yet
- Manual Title Manual Number - Paper Copy Temporary Revision NumberDocument254 pagesManual Title Manual Number - Paper Copy Temporary Revision NumberRay MillsNo ratings yet
- Super Cub PA - 18 / PA - 18A Serial No.:: Inspection ReportDocument5 pagesSuper Cub PA - 18 / PA - 18A Serial No.:: Inspection ReportJoão MarcosNo ratings yet
- STC Directory - RevK March 20 2012Document152 pagesSTC Directory - RevK March 20 2012mahmoodchowdhury100% (1)
- Procedure Manual 101: Aircraft Covering ProcessDocument146 pagesProcedure Manual 101: Aircraft Covering ProcessJessie O.BechaydaNo ratings yet
- SblistDocument12 pagesSblistgerezairNo ratings yet
- TM 9-1725 Ordnance Engine Model R975-C4 (Continental) 1944Document272 pagesTM 9-1725 Ordnance Engine Model R975-C4 (Continental) 1944beppefranzNo ratings yet
- Service BulletDocument5 pagesService BulletSergio Ismael Mendoza EtchebarneNo ratings yet
- CMM - Nose Wheel - 3-1481Document87 pagesCMM - Nose Wheel - 3-1481Lucas AlvesNo ratings yet
- Williams SBDocument4 pagesWilliams SBlong chenNo ratings yet
- Chapter 000 Start On The Page 1Document26 pagesChapter 000 Start On The Page 1Gims BuafNo ratings yet
- Bonanza IPCDocument555 pagesBonanza IPCCNo ratings yet
- FAA 2019 0710 0005 - Attachment - 1Document48 pagesFAA 2019 0710 0005 - Attachment - 1burakNo ratings yet
- UAS Engines: Reference SectionDocument3 pagesUAS Engines: Reference SectionMorgen GumpNo ratings yet
- MSB96 10BDocument2 pagesMSB96 10BdzakubNo ratings yet
- Chapter 5Document154 pagesChapter 5Francisco Zurisaddai MenesesNo ratings yet
- Alert Service BulletinDocument5 pagesAlert Service BulletinJulianaNo ratings yet
- MODEL 210 SERIES (1977 - 1984) : Inspection Time Limits - Structure 1. ScopeDocument5 pagesMODEL 210 SERIES (1977 - 1984) : Inspection Time Limits - Structure 1. ScopesandyNo ratings yet
- 5-12-01 Inspection Phase 1Document3 pages5-12-01 Inspection Phase 1Lady Laura Sierra RuizNo ratings yet
- Liferaft 606Document114 pagesLiferaft 606ranggaNo ratings yet
- Airworthiness Bulletin 24 002 Aircraft Alternators and GeneratorsDocument7 pagesAirworthiness Bulletin 24 002 Aircraft Alternators and GeneratorsAshish RanaNo ratings yet
- CSB08-9A: Critical Service BulletinDocument7 pagesCSB08-9A: Critical Service BulletinaeroinkNo ratings yet
- Preparation of Culture Media HANDOUTDocument45 pagesPreparation of Culture Media HANDOUTBrylle LumberioNo ratings yet
- Volume 2 Construction For Bore Well 2 Nos at IIM Indore2Document3 pagesVolume 2 Construction For Bore Well 2 Nos at IIM Indore2Abir SenguptaNo ratings yet
- Best Microscope PPT Prepared ...Document134 pagesBest Microscope PPT Prepared ...Daniel Lemma100% (1)
- Thain DiPippo WGC2015 Geothermal Biomass Hybrid Power PlantDocument17 pagesThain DiPippo WGC2015 Geothermal Biomass Hybrid Power PlantRafael SoriaNo ratings yet
- Photosynthesis Review QuestionsDocument4 pagesPhotosynthesis Review Questionsdee eeNo ratings yet
- Lab6a 2-Out-Of-5 To BCD Code Converter and Display CircuitDocument11 pagesLab6a 2-Out-Of-5 To BCD Code Converter and Display CircuitMustafaAsimNo ratings yet
- AMA46 3sum TarlBerry GeometricdesignoffruitpackaginginRSA PublishedDocument10 pagesAMA46 3sum TarlBerry GeometricdesignoffruitpackaginginRSA PublishedKosin HachaweeNo ratings yet
- Penelitian Dari Naufal Dan Magnadi (2017) PDFDocument9 pagesPenelitian Dari Naufal Dan Magnadi (2017) PDFPrecious OracionNo ratings yet
- Periodic Table Program (1) in C++Document4 pagesPeriodic Table Program (1) in C++SWABHIMAN SINGH PARIDANo ratings yet
- UE21CS342AA2 - Unit-1 Part - 3Document90 pagesUE21CS342AA2 - Unit-1 Part - 3abhay spamNo ratings yet
- TisepiDocument18 pagesTisepiMuqaddam Ahmed SalimNo ratings yet
- 1000 Dollar Payday Study GuideDocument14 pages1000 Dollar Payday Study GuideTom HallNo ratings yet
- Power Eectronics Lab Manual#06Document8 pagesPower Eectronics Lab Manual#06Muhammad Salman ShahidNo ratings yet
- Jeep-Willys DmiDocument14 pagesJeep-Willys DmiGabriel Fodor100% (1)
- Different Approaches To Frame Interpolation and Motion InterpolationDocument13 pagesDifferent Approaches To Frame Interpolation and Motion InterpolationJuan David Rengifo CastroNo ratings yet
- Alcohols, Phenols and Ethers - JEE Mains PYQ 2020-2022Document147 pagesAlcohols, Phenols and Ethers - JEE Mains PYQ 2020-2022pankaj baidNo ratings yet
- Jupiter ObservationDocument16 pagesJupiter ObservationbufzclericNo ratings yet
- Scratch Test Methodology For Leadframe PlatingDocument5 pagesScratch Test Methodology For Leadframe PlatingMohamad Adli AbdullahNo ratings yet
- Thermal Conductivity Gauges: Pirani GaugeDocument9 pagesThermal Conductivity Gauges: Pirani GaugeSanket GogteNo ratings yet
- Homework No.12Document6 pagesHomework No.12Danna ClaireNo ratings yet
- Question Report 12706111 75Document18 pagesQuestion Report 12706111 75izharulowadud341No ratings yet
- 1ST Periodical Exam Sci. 8Document5 pages1ST Periodical Exam Sci. 8richardsamranoNo ratings yet
- Geometry Basics VocabularyDocument39 pagesGeometry Basics VocabularyIsrael Jimenez FelixNo ratings yet
- Irrationality of Values of The Riemann Zeta FunctionDocument54 pagesIrrationality of Values of The Riemann Zeta Functionari wiliamNo ratings yet
- Install WinQSB For Window 7 PDFDocument4 pagesInstall WinQSB For Window 7 PDFHẬU Nguyễn NhưNo ratings yet
- In Asset AccountingDocument5 pagesIn Asset AccountingVishal YadavNo ratings yet
- Unit 2 PDFDocument15 pagesUnit 2 PDFtarakesh17100% (1)