Download as pdf or txt
You might also like
- Eterna 2200 CW+Document1 pageEterna 2200 CW+KELVIN TECHNOLOGIESNo ratings yet
- Chem 110 Lab 12 TitrationsDocument8 pagesChem 110 Lab 12 Titrationshanisah azizan0% (1)
- Chapter 4 - ExerciseDocument6 pagesChapter 4 - ExerciseTruong NguyenNo ratings yet
- Experiment 4. Water: Its Properties and PurificationDocument7 pagesExperiment 4. Water: Its Properties and PurificationOri SeinNo ratings yet
- Carl Sagan's Cosmos, Part 13 - Who Speaks For EarthDocument52 pagesCarl Sagan's Cosmos, Part 13 - Who Speaks For EarthBilal Imtiaz AhmedNo ratings yet
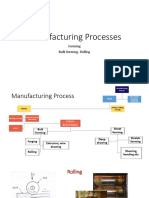
- Module 3A Metal FormingDocument16 pagesModule 3A Metal FormingKashish KanodiaNo ratings yet
- Metal Forming - IitgDocument91 pagesMetal Forming - IitgpriyanjanrajofficialNo ratings yet
- Forging and Extrusion: M Jamil Ms/IeDocument51 pagesForging and Extrusion: M Jamil Ms/IeM. RazaNo ratings yet
- ForgingDocument23 pagesForgingRajeev RanaNo ratings yet
- 3-Bulk Deformation ProcessesDocument26 pages3-Bulk Deformation ProcessesndrknsNo ratings yet
- Metal Forming Processes - FullDocument91 pagesMetal Forming Processes - FullmohammadNo ratings yet
- MP 2 MinDocument98 pagesMP 2 MinChaitanya Kishore ChitikenaNo ratings yet
- 4.cold WorkingDocument35 pages4.cold WorkingVisan NaiduNo ratings yet
- Ch13 Rolling Fall 2021 021021Document29 pagesCh13 Rolling Fall 2021 021021Moustapha MneimnehNo ratings yet
- 5968079sheet Metal OperationsDocument6 pages5968079sheet Metal OperationsMd Irfan AnsariNo ratings yet
- Chap 4-CastingProcessesDocument28 pagesChap 4-CastingProcessesMojery MohauNo ratings yet
- Mechanical Working of Materials: Sheet Metal Forming-2Document10 pagesMechanical Working of Materials: Sheet Metal Forming-2Sahil MaharNo ratings yet
- 12 - Sheet Metalworking (Chapter 16)Document51 pages12 - Sheet Metalworking (Chapter 16)Taher al suhamiNo ratings yet
- Slide 10 RollingDocument69 pagesSlide 10 Rollingjohn doeNo ratings yet
- Life Is Movement, Movement Is LifeDocument37 pagesLife Is Movement, Movement Is LifeUmair SaleemNo ratings yet
- Metal Forming TechniquesDocument49 pagesMetal Forming TechniquesSachinBhagiNo ratings yet
- Metal Forming2 2Document37 pagesMetal Forming2 2songpengyuan123No ratings yet
- Metal Machining and Automation (ME 3201)Document19 pagesMetal Machining and Automation (ME 3201)kasam santhosh prathikNo ratings yet
- IPE 341-Metal Forming Processes - Sheet Metal WorkingDocument36 pagesIPE 341-Metal Forming Processes - Sheet Metal WorkingMuhshin Aziz KhanNo ratings yet
- Sheet Metal Forming ProcessesDocument34 pagesSheet Metal Forming ProcessesIzi100% (12)
- Chapter 20-Sheet MetalworkingDocument72 pagesChapter 20-Sheet MetalworkingMuhammad Qasim Qureshi100% (1)
- Deformación Plástica en FríoDocument103 pagesDeformación Plástica en FríoNoé V.G.No ratings yet
- Sheet Metal Working: by Dr. V Phanindra Bogu Dept. of Mech. EnggDocument24 pagesSheet Metal Working: by Dr. V Phanindra Bogu Dept. of Mech. EnggV Phanindra BoguNo ratings yet
- Notes-Bulk Deformation Process FORGINGDocument41 pagesNotes-Bulk Deformation Process FORGINGehtisham khanNo ratings yet
- Metal Forming LabDocument57 pagesMetal Forming LabRohitGuptaNo ratings yet
- Sheet Metal Work, Bench Work and FittingDocument62 pagesSheet Metal Work, Bench Work and FittingSolcastic SoulNo ratings yet
- Sheet Metal Working PDFDocument75 pagesSheet Metal Working PDFKainat jamilNo ratings yet
- Sheet MetalDocument75 pagesSheet MetalMalik Shahid SultanNo ratings yet
- 9 Rolling, ForgingDocument103 pages9 Rolling, Forgingkagarwal3be23No ratings yet
- Manufacturing Processes: Sheet Metal WorkingDocument44 pagesManufacturing Processes: Sheet Metal WorkingSahilpreet 5inghNo ratings yet
- Metal Forming ProcessesDocument91 pagesMetal Forming ProcessesSuneth TharakaNo ratings yet
- Sheet Metal Forming ProcessDocument56 pagesSheet Metal Forming ProcessBibek DevNo ratings yet
- Manufacturing Prcess PPT - Sheet Metal-1Document26 pagesManufacturing Prcess PPT - Sheet Metal-1Pranjali SinhaNo ratings yet
- 4 Sheet MetalDocument54 pages4 Sheet MetalShashank PansariNo ratings yet
- Metal Forming Processes Cold Working: 15 March 2022Document19 pagesMetal Forming Processes Cold Working: 15 March 2022crye shotNo ratings yet
- KEB - proII ppt2 Sheet MetalDocument85 pagesKEB - proII ppt2 Sheet MetalKEBIRNo ratings yet
- SMW Lect 1Document30 pagesSMW Lect 1e22mecu0009No ratings yet
- Sheet Metal FormingDocument34 pagesSheet Metal FormingAamir RafiqNo ratings yet
- Extrusion & Drawing Sheet MetalDocument63 pagesExtrusion & Drawing Sheet MetalMADHAVNo ratings yet
- Press Working Operations - Sheet MetalDocument16 pagesPress Working Operations - Sheet MetalIrwan Rony100% (2)
- Brief Forging OperationDocument20 pagesBrief Forging OperationShaina Hayat KhanNo ratings yet
- Lecture 05 (Metal Forming Processes)Document37 pagesLecture 05 (Metal Forming Processes)Mubashar ZahidNo ratings yet
- Sheet Metal OperationDocument17 pagesSheet Metal Operationsekar_scribd60% (5)
- Tool DesignDocument48 pagesTool DesignPAVIN ENGGNo ratings yet
- Metal Forming ProcessesDocument91 pagesMetal Forming ProcessesMalik IrfanNo ratings yet
- ExtrusionDocument14 pagesExtrusionOmar AbdullahNo ratings yet
- 3 MergedDocument24 pages3 MergedPratik GhoshNo ratings yet
- Ch#20 SHEET METAL WORKINGDocument119 pagesCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- BMM3643 CHP 2 Sheet Metal ProcessesDocument15 pagesBMM3643 CHP 2 Sheet Metal Processesemadaddin alezzaniNo ratings yet
- 06 SheetMetalForming-2017son01Document111 pages06 SheetMetalForming-2017son01emreNo ratings yet
- Lecture2-Metalcutting 2Document40 pagesLecture2-Metalcutting 2girma workuNo ratings yet
- EMM 315 Materials Forming Processes - METAL FORMINGDocument91 pagesEMM 315 Materials Forming Processes - METAL FORMINGKimani JohnNo ratings yet
- Lecture 4 ForgingDocument6 pagesLecture 4 ForgingbennyfergusonNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Advances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967From EverandAdvances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967S. A. TobiasRating: 4 out of 5 stars4/5 (1)
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969From EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasNo ratings yet
- Tutorial 11Document1 pageTutorial 11anupalNo ratings yet
- Tutorial 7 Questions - 22046Document2 pagesTutorial 7 Questions - 22046anupalNo ratings yet
- Anupam Saxena: Professor Mechanical Engineering Compliant and Robotic Systems Lab Indian Institute of Technology KanpurDocument20 pagesAnupam Saxena: Professor Mechanical Engineering Compliant and Robotic Systems Lab Indian Institute of Technology KanpuranupalNo ratings yet
- Tutorial 10 Questions - 22380Document2 pagesTutorial 10 Questions - 22380anupalNo ratings yet
- Week1 Mod1 - Mech. Prop. IDocument34 pagesWeek1 Mod1 - Mech. Prop. IanupalNo ratings yet
- Exp 2 - Drag Coefficient - Wind TunnelDocument13 pagesExp 2 - Drag Coefficient - Wind TunnelanupalNo ratings yet
- Me222 - Ceramics IDocument23 pagesMe222 - Ceramics IanupalNo ratings yet
- Compounds Are Composed of Atoms of More Than OneDocument36 pagesCompounds Are Composed of Atoms of More Than OneArlan BartolomeNo ratings yet
- Waves Lesson 2.5-3.5Document14 pagesWaves Lesson 2.5-3.5Carlo Guzman GonzalezNo ratings yet
- PHP RFZ KBVDocument11 pagesPHP RFZ KBVpranavmmistry210% (1)
- Spring Final Study GuideDocument6 pagesSpring Final Study Guideteenwolf4006No ratings yet
- A Review of The Water Gas Shift Reaction KineticsDocument35 pagesA Review of The Water Gas Shift Reaction KineticsRickyWisaksono100% (1)
- Vdocuments - MX Supplemental Rectification With Reflux Ortloff LPG Recovery Supplemental RectificationDocument2 pagesVdocuments - MX Supplemental Rectification With Reflux Ortloff LPG Recovery Supplemental Rectificationquocthuong1988 leNo ratings yet
- Chapter 1Document19 pagesChapter 1raghu ramNo ratings yet
- Sample CVDocument3 pagesSample CVjacobNo ratings yet
- MineralsDocument26 pagesMineralsامجد حسين جواد كاظمNo ratings yet
- Binsov Rpu-23Document6 pagesBinsov Rpu-23hse indacoNo ratings yet
- NUST-Chemistry Chapter1 Test+keyDocument8 pagesNUST-Chemistry Chapter1 Test+keyShaaf SalmanNo ratings yet
- Science Olympiad QuestionnaireDocument14 pagesScience Olympiad QuestionnaireAyush ŘaiňăNo ratings yet
- 6 1 36 Barium-Sulfate - (Barii-Sulfas)Document1 page6 1 36 Barium-Sulfate - (Barii-Sulfas)Kerisa WadeNo ratings yet
- Title: Density Test Scope: Determine The Density of Cement ApparatusDocument4 pagesTitle: Density Test Scope: Determine The Density of Cement ApparatusChathura ChamikaraNo ratings yet
- Physic Study Plan - 2294 - 1708797511048Document1 pagePhysic Study Plan - 2294 - 1708797511048anshu mishraNo ratings yet
- BL - EN.U4ECE22022 Sandeep MVCDocument9 pagesBL - EN.U4ECE22022 Sandeep MVCThanvithaNo ratings yet
- Internal Combustion Engine Have Been Designed and Build To Deliver Power in The Range From 0.01 ToDocument33 pagesInternal Combustion Engine Have Been Designed and Build To Deliver Power in The Range From 0.01 ToRkd PadsNo ratings yet
- PHYSICAL SCIENCE QUARTER 2 MODULE 3 EditedDocument27 pagesPHYSICAL SCIENCE QUARTER 2 MODULE 3 EditedJUNEDELL BALDONNo ratings yet
- Physical Weathering - Student WorksheetDocument4 pagesPhysical Weathering - Student Worksheetapi-479357785No ratings yet
- KGIMTPDocument12 pagesKGIMTPZarra FaktNo ratings yet
- Technical ReferenceDocument164 pagesTechnical ReferencesinannnNo ratings yet
- (C C Addison) Inorganic Chemistry of The Main-GroDocument742 pages(C C Addison) Inorganic Chemistry of The Main-GroTomas Kyso Kyselica100% (1)
- Basic Engineering Sciences Reviewer - Complete PDFDocument87 pagesBasic Engineering Sciences Reviewer - Complete PDFashier dave calulot100% (1)
- Molecular Docking TheoryDocument21 pagesMolecular Docking Theoryolivia6669No ratings yet
- Teacher's Directions-Atom Building ManipulativesDocument5 pagesTeacher's Directions-Atom Building ManipulativesAlejandra DíazFlores RNo ratings yet