
Ex Wps Train 01
Ex Wps Train 01
You might also like
- Igcse Physics All FormulasDocument4 pagesIgcse Physics All FormulasRichie Harvy82% (17)
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Sop For Motor Changing JobDocument10 pagesSop For Motor Changing JobT S Virdi50% (2)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps Blank Form 2sheetDocument4 pagesWps Blank Form 2sheetdidi sudiNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Welding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2Document2 pagesWelding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2RahmadiNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS 1Document1 pageWPS 1janardan.sfeNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Wps FormatDocument2 pagesWps FormatParminder SinghNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)Andhira FarizkiNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- WPS 360-1 Rev0 PDFDocument14 pagesWPS 360-1 Rev0 PDFAhmed GomaaNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)pradeep4545No ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- Wps Train 01 (AIDIL)Document2 pagesWps Train 01 (AIDIL)aidil30No ratings yet
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pages3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738No ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSf silva-No ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- WPS 1310Document2 pagesWPS 1310paulNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- WPS FormatDocument3 pagesWPS Formatvivek bhangaleNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Sample WPS Format PDFDocument1 pageSample WPS Format PDFait.koufiNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Operators Address Deep Gas Drilling Challenges: Expandable TubularsDocument4 pagesOperators Address Deep Gas Drilling Challenges: Expandable TubularsTrieu Nguyen100% (1)
- Curtain Wall ShadingDocument8 pagesCurtain Wall ShadingNajeela BanuNo ratings yet
- Diagnosis and Testing Engine Cooling 1.6 Duratec 16V Ti VCTDocument13 pagesDiagnosis and Testing Engine Cooling 1.6 Duratec 16V Ti VCTIsmael LopezNo ratings yet
- MEC-A4-125B EnglishDocument2 pagesMEC-A4-125B Englishdragos manoleNo ratings yet
- DFGHJDocument18 pagesDFGHJsmsm7000No ratings yet
- 99 9-5 2.3T Head Gasket Replacement - SaabCentral ForumsDocument3 pages99 9-5 2.3T Head Gasket Replacement - SaabCentral ForumsDerrick ChongNo ratings yet
- Scion GC Series: The Gas Chromatographerhs Choice For SeparationsDocument12 pagesScion GC Series: The Gas Chromatographerhs Choice For SeparationsLABSSSSSNo ratings yet
- De Cuong On Tap Anh 6 HK2 Nam 22 23Document8 pagesDe Cuong On Tap Anh 6 HK2 Nam 22 23Minh NguyenNo ratings yet
- 14.7.4 Matimba-Spitskop 2 400kV Loop-In and Out Transmission Line Specification Rev0 PDFDocument112 pages14.7.4 Matimba-Spitskop 2 400kV Loop-In and Out Transmission Line Specification Rev0 PDFmilosevicsasa11100% (1)
- Industrial Iot Based Condition Monitoring For Wind Energy Conversion SystemDocument12 pagesIndustrial Iot Based Condition Monitoring For Wind Energy Conversion SystemdikyNo ratings yet
- eArt-Calculating Overpressure From BLEVE ExplosionsDocument6 pageseArt-Calculating Overpressure From BLEVE ExplosionsJurizal Julian LuthanNo ratings yet
- Pokhara University Applied Mechanics - I Question PapersDocument4 pagesPokhara University Applied Mechanics - I Question PapersBuddhisagar BastolaNo ratings yet
- Spinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedDocument8 pagesSpinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedPadmanaban PasuvalingamNo ratings yet
- Power System Protection 25Document235 pagesPower System Protection 25mishra.satyam9874100% (1)
- Fischer Tropsch Reaction MechanismDocument9 pagesFischer Tropsch Reaction MechanismMarcus NguyễnNo ratings yet
- Arson InvestigationDocument128 pagesArson InvestigationOflodor Abmac50% (2)
- IIEE ANC RME Forum 2015Document231 pagesIIEE ANC RME Forum 2015Ray RodriguezNo ratings yet
- 375B - 385B IV 12 PG A4 Broch PDFDocument7 pages375B - 385B IV 12 PG A4 Broch PDFManuel VenturaNo ratings yet
- Flexible Connectors Catalogue 2016Document10 pagesFlexible Connectors Catalogue 2016FARIDNo ratings yet
- Biogas DigesterDocument35 pagesBiogas DigesterXylester Kenn FabreNo ratings yet
- 1 s2.0 S0306261911004636 MainDocument12 pages1 s2.0 S0306261911004636 Mainsb aliNo ratings yet
- PompaDocument71 pagesPompa3C10Iqbal Miftachul FalahNo ratings yet
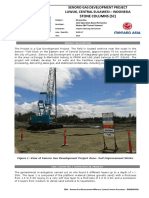
- Stone Columns (SC) : Senoro GAS Development Project Luwuk, Central Sulawesi - IndonesiaDocument2 pagesStone Columns (SC) : Senoro GAS Development Project Luwuk, Central Sulawesi - IndonesiaMuhardi MNo ratings yet
- Petrol and Diesel Prices in IndiaDocument11 pagesPetrol and Diesel Prices in IndiaAnonymous V9Yo41No ratings yet
- WCL Chandrapur FinalDocument30 pagesWCL Chandrapur FinalVikram SinghNo ratings yet
- ENT7151 EPWA-DTTJ (06-Apr-2020) #1Document7 pagesENT7151 EPWA-DTTJ (06-Apr-2020) #1Awiatorzy WielcyNo ratings yet
- Physics KarateDocument6 pagesPhysics KaratehriziNo ratings yet
- Line Distance Protection IED REL 670Document47 pagesLine Distance Protection IED REL 670kass_ecs100% (1)


















































































Download as pdf or txt
You might also like
- Igcse Physics All FormulasDocument4 pagesIgcse Physics All FormulasRichie Harvy82% (17)
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Sop For Motor Changing JobDocument10 pagesSop For Motor Changing JobT S Virdi50% (2)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- For Fillet Weld Joint Project:Production ManifoldDocument1 pageFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps Blank Form 2sheetDocument4 pagesWps Blank Form 2sheetdidi sudiNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Welding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2Document2 pagesWelding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2RahmadiNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS 1Document1 pageWPS 1janardan.sfeNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Wps FormatDocument2 pagesWps FormatParminder SinghNo ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)Andhira FarizkiNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- WPS 360-1 Rev0 PDFDocument14 pagesWPS 360-1 Rev0 PDFAhmed GomaaNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)pradeep4545No ratings yet
- Qw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Document2 pagesQw-483 Procedure Qualification Records (PQR: Groove Design of Test Coupon Base Metals (Qw-403) Filler Metals (Qw-404)Parminder SinghNo ratings yet
- Wps Train 01 (AIDIL)Document2 pagesWps Train 01 (AIDIL)aidil30No ratings yet
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- 3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15eDocument6 pages3 BodyPart Edcb3a5f Eede 445f A423 Ea2f5809c15emayank0738No ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)mohammadNo ratings yet
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSsbmmlaNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Sample Editable WPSDocument2 pagesSample Editable WPSf silva-No ratings yet
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocument3 pagesWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanNo ratings yet
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- Wps For Steel RodsDocument5 pagesWps For Steel RodsHamid MansouriNo ratings yet
- Wps FormatDocument2 pagesWps FormatMeghan GhoneNo ratings yet
- WPS&PQR FormsDocument4 pagesWPS&PQR FormsArab WeldersNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- WPS 1310Document2 pagesWPS 1310paulNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit Ghosh100% (1)
- WPS FormatDocument3 pagesWPS Formatvivek bhangaleNo ratings yet
- First: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesDocument3 pagesFirst: Qw-482 Welding Procedure Specification (WPS) For General Contracs and SuppliesAhmed AbdoNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Sample WPS Format PDFDocument1 pageSample WPS Format PDFait.koufiNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Operators Address Deep Gas Drilling Challenges: Expandable TubularsDocument4 pagesOperators Address Deep Gas Drilling Challenges: Expandable TubularsTrieu Nguyen100% (1)
- Curtain Wall ShadingDocument8 pagesCurtain Wall ShadingNajeela BanuNo ratings yet
- Diagnosis and Testing Engine Cooling 1.6 Duratec 16V Ti VCTDocument13 pagesDiagnosis and Testing Engine Cooling 1.6 Duratec 16V Ti VCTIsmael LopezNo ratings yet
- MEC-A4-125B EnglishDocument2 pagesMEC-A4-125B Englishdragos manoleNo ratings yet
- DFGHJDocument18 pagesDFGHJsmsm7000No ratings yet
- 99 9-5 2.3T Head Gasket Replacement - SaabCentral ForumsDocument3 pages99 9-5 2.3T Head Gasket Replacement - SaabCentral ForumsDerrick ChongNo ratings yet
- Scion GC Series: The Gas Chromatographerhs Choice For SeparationsDocument12 pagesScion GC Series: The Gas Chromatographerhs Choice For SeparationsLABSSSSSNo ratings yet
- De Cuong On Tap Anh 6 HK2 Nam 22 23Document8 pagesDe Cuong On Tap Anh 6 HK2 Nam 22 23Minh NguyenNo ratings yet
- 14.7.4 Matimba-Spitskop 2 400kV Loop-In and Out Transmission Line Specification Rev0 PDFDocument112 pages14.7.4 Matimba-Spitskop 2 400kV Loop-In and Out Transmission Line Specification Rev0 PDFmilosevicsasa11100% (1)
- Industrial Iot Based Condition Monitoring For Wind Energy Conversion SystemDocument12 pagesIndustrial Iot Based Condition Monitoring For Wind Energy Conversion SystemdikyNo ratings yet
- eArt-Calculating Overpressure From BLEVE ExplosionsDocument6 pageseArt-Calculating Overpressure From BLEVE ExplosionsJurizal Julian LuthanNo ratings yet
- Pokhara University Applied Mechanics - I Question PapersDocument4 pagesPokhara University Applied Mechanics - I Question PapersBuddhisagar BastolaNo ratings yet
- Spinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedDocument8 pagesSpinning Section Trutzschler: ITMA 2019 New Machinery / New Innovations DisplayedPadmanaban PasuvalingamNo ratings yet
- Power System Protection 25Document235 pagesPower System Protection 25mishra.satyam9874100% (1)
- Fischer Tropsch Reaction MechanismDocument9 pagesFischer Tropsch Reaction MechanismMarcus NguyễnNo ratings yet
- Arson InvestigationDocument128 pagesArson InvestigationOflodor Abmac50% (2)
- IIEE ANC RME Forum 2015Document231 pagesIIEE ANC RME Forum 2015Ray RodriguezNo ratings yet
- 375B - 385B IV 12 PG A4 Broch PDFDocument7 pages375B - 385B IV 12 PG A4 Broch PDFManuel VenturaNo ratings yet
- Flexible Connectors Catalogue 2016Document10 pagesFlexible Connectors Catalogue 2016FARIDNo ratings yet
- Biogas DigesterDocument35 pagesBiogas DigesterXylester Kenn FabreNo ratings yet
- 1 s2.0 S0306261911004636 MainDocument12 pages1 s2.0 S0306261911004636 Mainsb aliNo ratings yet
- PompaDocument71 pagesPompa3C10Iqbal Miftachul FalahNo ratings yet
- Stone Columns (SC) : Senoro GAS Development Project Luwuk, Central Sulawesi - IndonesiaDocument2 pagesStone Columns (SC) : Senoro GAS Development Project Luwuk, Central Sulawesi - IndonesiaMuhardi MNo ratings yet
- Petrol and Diesel Prices in IndiaDocument11 pagesPetrol and Diesel Prices in IndiaAnonymous V9Yo41No ratings yet
- WCL Chandrapur FinalDocument30 pagesWCL Chandrapur FinalVikram SinghNo ratings yet
- ENT7151 EPWA-DTTJ (06-Apr-2020) #1Document7 pagesENT7151 EPWA-DTTJ (06-Apr-2020) #1Awiatorzy WielcyNo ratings yet
- Physics KarateDocument6 pagesPhysics KaratehriziNo ratings yet
- Line Distance Protection IED REL 670Document47 pagesLine Distance Protection IED REL 670kass_ecs100% (1)