Download as pdf or txt
You might also like
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- Assignment 1 Reaction MJDocument4 pagesAssignment 1 Reaction MJMidzie PedroNo ratings yet
- Department of Chemical Engineering Kkek 3221 Chemical Engineering Reaction IiDocument6 pagesDepartment of Chemical Engineering Kkek 3221 Chemical Engineering Reaction IiCrystal Tan An MayNo ratings yet
- St. Joseph's College of Engineering, Chennai 600 119 Department of Chemical Engineering Chemical Reaction Engg. II Class Notes: Unit I Catalytic ReactionsDocument6 pagesSt. Joseph's College of Engineering, Chennai 600 119 Department of Chemical Engineering Chemical Reaction Engg. II Class Notes: Unit I Catalytic ReactionsThirunavuk KarasuNo ratings yet
- NPTL 2Document254 pagesNPTL 2vigeshNo ratings yet
- Define Catalyst On The Basis of DefinationDocument13 pagesDefine Catalyst On The Basis of Definationkakaimraan025No ratings yet
- Catalyst DeactivationDocument16 pagesCatalyst DeactivationFachri AriefNo ratings yet
- Catalyst Handbook EUDocument94 pagesCatalyst Handbook EUSaheed Adewale100% (2)
- Catalytic Reactor Design (Fourth Year)Document126 pagesCatalytic Reactor Design (Fourth Year)Ahmed AbdullaNo ratings yet
- Cre - 2 - Unit-1Document80 pagesCre - 2 - Unit-1arumugam gopalNo ratings yet
- Catalyst Deactivation - Forzatti - 199Document17 pagesCatalyst Deactivation - Forzatti - 199leonardoNo ratings yet
- Catalyst DeactivationDocument20 pagesCatalyst Deactivationdie_1No ratings yet
- Catalytic Reactor DesignDocument110 pagesCatalytic Reactor DesignNabil RadianNo ratings yet
- 1 s2.0 S2468519419301922 MainDocument14 pages1 s2.0 S2468519419301922 Main21bmc015No ratings yet
- Catalyst PreparationDocument15 pagesCatalyst PreparationVISHAL SHARMANo ratings yet
- Mod2 PDFDocument254 pagesMod2 PDFjeas grejoyNo ratings yet
- PGM Catalyst Handbook USADocument93 pagesPGM Catalyst Handbook USAAFLAC ............No ratings yet
- Processes Was Coined By: Catalysis Is The Change inDocument20 pagesProcesses Was Coined By: Catalysis Is The Change inaltaf_pNo ratings yet
- Catalyst Chapter-4Document13 pagesCatalyst Chapter-4Mohit VamjaNo ratings yet
- Hydrogenation of Ethylene On Cu CatalystDocument7 pagesHydrogenation of Ethylene On Cu CatalystHillman WiraNo ratings yet
- Catalysts: Role and Function of The CatalystDocument20 pagesCatalysts: Role and Function of The Catalystyussra amerNo ratings yet
- Module 13 Catalyst & Catalysis (Causes, Mechanisms, and Treatment)Document25 pagesModule 13 Catalyst & Catalysis (Causes, Mechanisms, and Treatment)Muhammad AshmanNo ratings yet
- Catalyst Synthesis TechniquesDocument19 pagesCatalyst Synthesis Techniquescoolcupidguy100% (1)
- Industrial Catalyst AssignmentDocument14 pagesIndustrial Catalyst AssignmentHarshitNo ratings yet
- Catalytic Reaction EngineeringDocument48 pagesCatalytic Reaction EngineeringM Deepika100% (1)
- Heterogenous Catalyst ReactionDocument31 pagesHeterogenous Catalyst ReactionVishal GuptaNo ratings yet
- Catalysis Sec 3 No 8Document12 pagesCatalysis Sec 3 No 8Ahmed AwadNo ratings yet
- Lecture Notes On CatalystDocument48 pagesLecture Notes On CatalystJITENDRA CARPENTER100% (1)
- Conventional Preparation Methods of CatalystsDocument20 pagesConventional Preparation Methods of Catalystsyussra amerNo ratings yet
- Activity, Selectivity, Stability: Which Property Most Important? in Process Development, Which One Is Easily Measured?Document25 pagesActivity, Selectivity, Stability: Which Property Most Important? in Process Development, Which One Is Easily Measured?Harold Fernando Guavita ReyesNo ratings yet
- J PDFDocument10 pagesJ PDFOyebamiji EmmanuelNo ratings yet
- Catalytic ReactionDocument8 pagesCatalytic ReactionAzhari JahinNo ratings yet
- ACCE 513 07 - Deactivation and Regenaration of CatalystsDocument11 pagesACCE 513 07 - Deactivation and Regenaration of CatalystsSufal BiswasNo ratings yet
- NANOMATERIALSDocument28 pagesNANOMATERIALSSelvaraj AyyasamyNo ratings yet
- J Jpowsour 2006 02 003Document4 pagesJ Jpowsour 2006 02 003Customer Tech Support / Product Development Sales/CCT Dept. AECPLNo ratings yet
- Catalyst, And: DeactivationDocument24 pagesCatalyst, And: Deactivationyussra amerNo ratings yet
- Catalyst Deactivation: 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung UniversityDocument21 pagesCatalyst Deactivation: 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung UniversityNaufal Rafif Lupiko100% (1)
- Catalysis and Catalytic ReactorsDocument59 pagesCatalysis and Catalytic ReactorssyedmuhammadtariqueNo ratings yet
- Academic Writing - Dias Andrian Novalino - 11200960000009Document3 pagesAcademic Writing - Dias Andrian Novalino - 11200960000009Ayudewi 95No ratings yet
- Deactivation by Coking of Zeolite Catalysts. Prevention of Deactivation. Optimal Conditions For RegenerationDocument7 pagesDeactivation by Coking of Zeolite Catalysts. Prevention of Deactivation. Optimal Conditions For RegenerationBrunoBarrosNo ratings yet
- Elimination of Fouling in Catalyst Beds: Final AnalysisDocument1 pageElimination of Fouling in Catalyst Beds: Final AnalysisGodstandNo ratings yet
- PDFDocument20 pagesPDFThirunavuk KarasuNo ratings yet
- Improve Glass-Lined ReactorDocument7 pagesImprove Glass-Lined ReactorRonaldo JanglinNo ratings yet
- Catalyst 1Document22 pagesCatalyst 1prashant_cool_4_uNo ratings yet
- QB PDFDocument18 pagesQB PDFShivani0% (1)
- 02 CompilationDocument17 pages02 CompilationJoyce Angeline FalcunayaNo ratings yet
- Unit-1 - Catalysis and Catalytic ReactorsDocument44 pagesUnit-1 - Catalysis and Catalytic ReactorsAP Naidu UNo ratings yet
- Heterogeneous CatalysisDocument26 pagesHeterogeneous Catalysispandiaraj1988No ratings yet
- 5243 Heterogeneous Catalysis1Document7 pages5243 Heterogeneous Catalysis1Mohit PatelNo ratings yet
- Catalysis and Catalytic Reactors: 10.1 CatalystsDocument13 pagesCatalysis and Catalytic Reactors: 10.1 CatalystsKubra Ėdris100% (1)
- PDFDocument5 pagesPDFOmar ReyesNo ratings yet
- CCP Tutorial 5Document2 pagesCCP Tutorial 5Jian MinNo ratings yet
- Chapter 10 for Students 增加生活小常識Document43 pagesChapter 10 for Students 增加生活小常識jessNo ratings yet
- Catalytic Wet Air OxidationDocument10 pagesCatalytic Wet Air OxidationAman PrasadNo ratings yet
- Polymer Degradation and StabilizationDocument14 pagesPolymer Degradation and StabilizationinnocentNo ratings yet
- Sedimentation: Classification of Solid ParticlesDocument10 pagesSedimentation: Classification of Solid ParticlesOsama HasanNo ratings yet
- Surface Chemistry: Absorption, in Chemistry, Is A Physical or Chemical Phenomenon or A Process in Which AtomsDocument16 pagesSurface Chemistry: Absorption, in Chemistry, Is A Physical or Chemical Phenomenon or A Process in Which AtomsKhushneet KaurNo ratings yet
- Catalyst ActivityDocument14 pagesCatalyst ActivityMUHAMMAD AKRAMNo ratings yet
- Liquid Phase Oxidation via Heterogeneous Catalysis: Organic Synthesis and Industrial ApplicationsFrom EverandLiquid Phase Oxidation via Heterogeneous Catalysis: Organic Synthesis and Industrial ApplicationsNo ratings yet
- Astm F837M 1991Document7 pagesAstm F837M 1991Jesse ChenNo ratings yet
- ASHRAE Ultra Sonic Synthetic Pocket FiltersDocument1 pageASHRAE Ultra Sonic Synthetic Pocket Filters漢克林No ratings yet
- Shaping Plastic Forming1Document24 pagesShaping Plastic Forming1Himan JitNo ratings yet
- Sikafiber Novoconurw-0855Document3 pagesSikafiber Novoconurw-0855Bibhawesh PandeyNo ratings yet
- Terrazzo - Installation GuideDocument3 pagesTerrazzo - Installation GuideKalkidanNo ratings yet
- SWM Action PlanDocument5 pagesSWM Action PlanrblnablazoNo ratings yet
- Retrofit Plastics GBM März 2022Document23 pagesRetrofit Plastics GBM März 2022Sanel TucakovicNo ratings yet
- Resuline 2013 07Document2 pagesResuline 2013 07Alex BocicaNo ratings yet
- Brown Doodle Company Profile PresentationDocument11 pagesBrown Doodle Company Profile PresentationКарина ГуцуNo ratings yet
- Exceed™ S 9333 Series: Performance PolymerDocument2 pagesExceed™ S 9333 Series: Performance PolymerMaram YasserNo ratings yet
- Ocy751 Waste Water TreatmentDocument13 pagesOcy751 Waste Water TreatmentDivyadharshinisekarNo ratings yet
- Kolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyDocument36 pagesKolgunda Gerumara Main Road To Mahuvatnahalli Harijana ColonyANIL KUMAR H CNo ratings yet
- Coating Adhesion Testing Using Knife - Tape MethodsDocument7 pagesCoating Adhesion Testing Using Knife - Tape MethodsGeorge, Yonghe YuNo ratings yet
- Concrete in Architecture (1) : A Material Both Stigmatised and Celebrated Susanne Fritz by ArchitonicDocument11 pagesConcrete in Architecture (1) : A Material Both Stigmatised and Celebrated Susanne Fritz by ArchitonicAna AndraNo ratings yet
- Hilti CF126 Foam SpecificationsDocument2 pagesHilti CF126 Foam SpecificationsAkmal MaulanaNo ratings yet
- CHM - New Edited Version-UnlockedDocument39 pagesCHM - New Edited Version-UnlockedTasdik TasinNo ratings yet
- Spinning ProcessDocument27 pagesSpinning ProcessVasakam YasvanthNo ratings yet
- 2022HB79036Document45 pages2022HB79036pandiyarajan NNo ratings yet
- ULS Insulators BrochureDocument7 pagesULS Insulators BrochureAnaNo ratings yet
- Synthetic FibresDocument42 pagesSynthetic Fibresansul23janNo ratings yet
- Classification of Materials 1Document4 pagesClassification of Materials 1THE BBEASTNo ratings yet
- Luxury Railings 1Document32 pagesLuxury Railings 1aroubi inphoNo ratings yet
- Paper IndustriesDocument8 pagesPaper IndustriesMuhammad JunaidNo ratings yet
- DEP 31.10.00.10 Material Control and Verification (PMI)Document25 pagesDEP 31.10.00.10 Material Control and Verification (PMI)MN VenkatesanNo ratings yet
- HoneycombCrossReferenceGuide GlobalDocument2 pagesHoneycombCrossReferenceGuide Globaldaniel govantesNo ratings yet
- UNIT VI JIT SystemDocument7 pagesUNIT VI JIT SystemBerch TreeNo ratings yet
- Pamphlet On Corrosion Protection of SteelDocument4 pagesPamphlet On Corrosion Protection of SteelRVNLPKG6B VBL-GTLMNo ratings yet
- Masterformat - 2018 - Web 1Document1 pageMasterformat - 2018 - Web 1Đặng Thành NhânNo ratings yet
- Experimental Study of Partial Replacement of Cement by Pozzolanic MaterialsDocument9 pagesExperimental Study of Partial Replacement of Cement by Pozzolanic MaterialsIJRASETPublicationsNo ratings yet
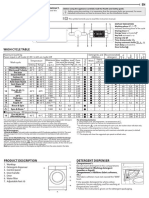
- Whirlpool BIWDWG861484uk enDocument4 pagesWhirlpool BIWDWG861484uk ennadaljoachim77No ratings yet