Download as pdf or txt
You might also like
- Whitworth BSW BSF PDFDocument2 pagesWhitworth BSW BSF PDFLaural MarshallNo ratings yet
- Hercus 260 Lathe Maintenance ManualDocument24 pagesHercus 260 Lathe Maintenance ManualNewNo ratings yet
- John Deere 336 Square Baler Operators ManualDocument9 pagesJohn Deere 336 Square Baler Operators ManualKristijan SkočićNo ratings yet
- SRT95 Off-Highway Truck Rear Axle Assembly: Structure and Installation Part 2 Parts Presentation Part 3 MaintenanceDocument29 pagesSRT95 Off-Highway Truck Rear Axle Assembly: Structure and Installation Part 2 Parts Presentation Part 3 MaintenanceoktopusNo ratings yet
- BR3 001 - Rex 2000,3000,5000,9000 Series Roller BearDocument5 pagesBR3 001 - Rex 2000,3000,5000,9000 Series Roller BearRodrigo Jechéla BarriosNo ratings yet
- Shimano Nexus3 178 ManualDocument12 pagesShimano Nexus3 178 Manualgrazka20No ratings yet
- Eich Split Bearing Instruction Manual 07 19Document5 pagesEich Split Bearing Instruction Manual 07 19huseyinNo ratings yet
- Service Bulletin: Topic: Ident No: Supersedes: Date: Subject: Models AffectedDocument2 pagesService Bulletin: Topic: Ident No: Supersedes: Date: Subject: Models AffectedAlfredoNo ratings yet
- Drive AxleDocument12 pagesDrive AxleDidier ÁlvarezNo ratings yet
- Bearing Mounting Procedure: (Page 1 of 6)Document6 pagesBearing Mounting Procedure: (Page 1 of 6)JoséMiguelSánchezGNo ratings yet
- Business Class M2 Workshop Manual-3-2Document145 pagesBusiness Class M2 Workshop Manual-3-2Dinator CortésNo ratings yet
- MSP300 0078 Conica 19Document1 pageMSP300 0078 Conica 19aktivrudarpNo ratings yet
- VDL Service ManualDocument13 pagesVDL Service ManualSergio Martín BrionesNo ratings yet
- 604 605 610 611 612 InstructionsDocument1 page604 605 610 611 612 InstructionsTaller PahrNo ratings yet
- SHAIS228Document3 pagesSHAIS228anthonyc14No ratings yet
- 204-02 Rear SuspensionDocument9 pages204-02 Rear SuspensionPor PenglengNo ratings yet
- Driveline AxleDocument12 pagesDriveline AxleDidier ÁlvarezNo ratings yet
- Eaton: Hydraulic MotorDocument4 pagesEaton: Hydraulic MotorRidha AbbassiNo ratings yet
- Vciom 06062 enDocument4 pagesVciom 06062 enJoeNo ratings yet
- BALEROSDocument17 pagesBALEROSjulio cesarNo ratings yet
- Section: Illustrated Sourcebook Mechanical ComponentsDocument22 pagesSection: Illustrated Sourcebook Mechanical ComponentsscubazNo ratings yet
- Self-Priming Pumps: Models 11850-0711 11850-0701Document2 pagesSelf-Priming Pumps: Models 11850-0711 11850-0701Rade PesteracNo ratings yet
- 205-05 Rear Jack Shaft Wheel Hub PICKUP JMCDocument13 pages205-05 Rear Jack Shaft Wheel Hub PICKUP JMCRusonegroNo ratings yet
- TSR-009 - EngDocument7 pagesTSR-009 - EngA2139No ratings yet
- Chum Saf-Xt ManualDocument8 pagesChum Saf-Xt Manualingrojas_No ratings yet
- K75 BellhousingDocument2 pagesK75 BellhousingFoster GibbonsNo ratings yet
- 6-4124 Innio Print 01-05-22Document4 pages6-4124 Innio Print 01-05-22Diego MillanNo ratings yet
- Ascensor l10 (Lej-Mm00202)Document11 pagesAscensor l10 (Lej-Mm00202)gui9871No ratings yet
- DODGE SAF-XT & SAFS Pillow Blocks: Instruction ManualDocument4 pagesDODGE SAF-XT & SAFS Pillow Blocks: Instruction ManualALFONSO FERNANDEZ MULETNo ratings yet
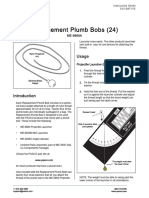
- Replacement Plumb Bobs Manual ME 9868ADocument3 pagesReplacement Plumb Bobs Manual ME 9868A이지민No ratings yet
- TI 07 006 DF AdjustmentDocument12 pagesTI 07 006 DF Adjustmenteko sunaryoNo ratings yet
- Assembly Instructions: Retrofit For Bridgeport Series 1 MillsDocument4 pagesAssembly Instructions: Retrofit For Bridgeport Series 1 MillsDustin_JanesNo ratings yet
- Orbital Motor OMS - Instrução de ReparosDocument3 pagesOrbital Motor OMS - Instrução de Reparosroberto brosNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- 1 H14241 - Assembly Instructions Omega October 2007: 02 Notation Mechanical Seal 23.02.2008 SeidelDocument48 pages1 H14241 - Assembly Instructions Omega October 2007: 02 Notation Mechanical Seal 23.02.2008 SeidelPeter Alex BuhesoNo ratings yet
- QL5, DHD350: Disassembly Exploded ViewDocument1 pageQL5, DHD350: Disassembly Exploded ViewJORGE C. CHAO R.No ratings yet
- Wagner Hydraulic Cylinder Repair: SectionDocument4 pagesWagner Hydraulic Cylinder Repair: SectionLuis Silva NavarroNo ratings yet
- 4 Wheel and Tire-N900 Series JMCDocument12 pages4 Wheel and Tire-N900 Series JMCRusonegroNo ratings yet
- Reemplazo de Rodamientos 1203 - 1803Document21 pagesReemplazo de Rodamientos 1203 - 1803Robinson SmithNo ratings yet
- Presentación 28k + Otras ValDocument53 pagesPresentación 28k + Otras ValCamilo MendozaNo ratings yet
- SRT95 Wheels: Off-Highway TruckDocument15 pagesSRT95 Wheels: Off-Highway TruckoktopusNo ratings yet
- Freedom Flyer: For Single & Double Treadle Joy Spinning WheelsDocument2 pagesFreedom Flyer: For Single & Double Treadle Joy Spinning WheelsSad ElfNo ratings yet
- ParrotDocument1 pageParrotMasterbin2010No ratings yet
- 1986-1988 SuzukiSamurai Clutch ManualDocument10 pages1986-1988 SuzukiSamurai Clutch ManualHatnean CristianNo ratings yet
- GML Repair ManualDocument17 pagesGML Repair ManualAndy DowdNo ratings yet
- Inter 3 Manual LIMPIEZADocument12 pagesInter 3 Manual LIMPIEZAcarlos arellanoNo ratings yet
- Balance Leaf Suspension-EnDocument16 pagesBalance Leaf Suspension-Enlocario1No ratings yet
- Manuals Series 81 Spring Operated Pressure Relief Valves Anderson Greenwood en en 5195972Document4 pagesManuals Series 81 Spring Operated Pressure Relief Valves Anderson Greenwood en en 5195972pattaraponNo ratings yet
- Installation and Arrangement of Universal DrivelinesDocument4 pagesInstallation and Arrangement of Universal DrivelinesSrecko PantovicNo ratings yet
- BR3 002 ManualDocument10 pagesBR3 002 ManualEric LempkeNo ratings yet
- Spindle Bolt Replacement Kalmar DCF 370Document2 pagesSpindle Bolt Replacement Kalmar DCF 370amaratakari72No ratings yet
- 90 MM 1Document6 pages90 MM 1Pedro PgNo ratings yet
- FAW HD420DT Drive ShaftDocument11 pagesFAW HD420DT Drive ShaftopsbmsNo ratings yet
- Assembling C32Document24 pagesAssembling C32Muhammad Ramadhan100% (2)
- Hino 700 Front Axle 10studDocument20 pagesHino 700 Front Axle 10studJoki MarzukiNo ratings yet
- Y5 Feed Brake Adjustment PMDSDocument3 pagesY5 Feed Brake Adjustment PMDSarmando olivaresNo ratings yet
- Kick Start Pawl Replacement - A4Document3 pagesKick Start Pawl Replacement - A4barun1977No ratings yet
- 2010-2015 DHX RC4 - RC2 Rebuild - Bike Help Center - FOXDocument34 pages2010-2015 DHX RC4 - RC2 Rebuild - Bike Help Center - FOXYadi RomaNo ratings yet
- Rotary Joint Unit: Supplementary Instruction ManualDocument17 pagesRotary Joint Unit: Supplementary Instruction ManualAntonio Montesinos ChavarríaNo ratings yet
- The Inner Workings of a Watch - A Simple Guide for Enthusiasts of Clockwork MechanismsFrom EverandThe Inner Workings of a Watch - A Simple Guide for Enthusiasts of Clockwork MechanismsNo ratings yet
- The Art of Watch Repair - Including Descriptions of the Watch Movement, Parts of the Watch, and Common Stoppages of Wrist WatchesFrom EverandThe Art of Watch Repair - Including Descriptions of the Watch Movement, Parts of the Watch, and Common Stoppages of Wrist WatchesNo ratings yet
- Metric Thread - TableDocument3 pagesMetric Thread - TableStjepan RašanNo ratings yet
- Parts List: Model 590Document15 pagesParts List: Model 590AstraluxNo ratings yet
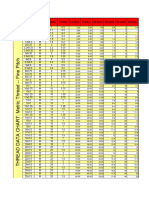
- Parameter Critical Dimension: Apr/21 May/21 Jun/21 Jul/21 Aug/21 Sep/21 Oct/21 Nov/21 Dec/21 Jan/22 Feb/22 Mar/22Document2 pagesParameter Critical Dimension: Apr/21 May/21 Jun/21 Jul/21 Aug/21 Sep/21 Oct/21 Nov/21 Dec/21 Jan/22 Feb/22 Mar/22Prakash kumarTripathiNo ratings yet
- Tabel Berat 1Document22 pagesTabel Berat 1Mamat SubekanNo ratings yet
- Pandu ItDocument129 pagesPandu ItRobNo ratings yet
- Inventario Consumibles LaboratorioDocument8 pagesInventario Consumibles Laboratoriocamilo molanoNo ratings yet
- Product Catalogue.27214653 PDFDocument28 pagesProduct Catalogue.27214653 PDFvishnutryNo ratings yet
- Thread Sizes MetricDocument3 pagesThread Sizes MetricharithadamrosliNo ratings yet
- Bolts, Screw, Nut - Terminology and Nomenclature. ISO1891 - 1979 (E - F - R)Document66 pagesBolts, Screw, Nut - Terminology and Nomenclature. ISO1891 - 1979 (E - F - R)tkcn tvNo ratings yet
- Manual de Partes (NS) ME - (ZN-ZQ) - A - PartsDocument89 pagesManual de Partes (NS) ME - (ZN-ZQ) - A - PartsjuanfranNo ratings yet
- Tightening TorqueDocument2 pagesTightening TorqueMehul BansalNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- Iso 4016Document13 pagesIso 4016AliNo ratings yet
- Fb100.2 - Fiat Kobelco Backhoe Loader - S/N: 031044700 and After (04/03 - 09/03) 05 - Rear Axle 1.44.0a (01) - Rear Axle (Power-Shuttle)Document3 pagesFb100.2 - Fiat Kobelco Backhoe Loader - S/N: 031044700 and After (04/03 - 09/03) 05 - Rear Axle 1.44.0a (01) - Rear Axle (Power-Shuttle)АлександрNo ratings yet
- DMTG CDL SPARE PARTS MANUAL2 (Open With PDF Xchange Editor and You Can See All Pages)Document65 pagesDMTG CDL SPARE PARTS MANUAL2 (Open With PDF Xchange Editor and You Can See All Pages)Diego MedranoNo ratings yet
- Standard HelicoilsDocument1 pageStandard HelicoilsDaniel CampbellNo ratings yet
- Revised Erection DWG - 4-Cm4Document4 pagesRevised Erection DWG - 4-Cm4SIBINNo ratings yet
- Taiwan Hardware SHOWROOMS - Fastener Manufacturer Directory Self Drilling ScrewDocument6 pagesTaiwan Hardware SHOWROOMS - Fastener Manufacturer Directory Self Drilling ScrewSorinBologaNo ratings yet
- AI - Socket Set Screw Flat PointDocument57 pagesAI - Socket Set Screw Flat PointHugo Mario Ariza PalacioNo ratings yet
- Industrial and Bearing SuppliesDocument32 pagesIndustrial and Bearing SuppliesA. Clara DeciciliaNo ratings yet
- Catalog StaplereDocument84 pagesCatalog Staplerebogdanoti100% (1)
- JIS B 0208-1973 ScanDocument4 pagesJIS B 0208-1973 Scany.1996.chakaouiNo ratings yet
- Asme b18.2.1 Hvy Hex BDocument1 pageAsme b18.2.1 Hvy Hex BPhú PhạmNo ratings yet
- BS 4278-Eyebolts For Lifting Purposes PDFDocument14 pagesBS 4278-Eyebolts For Lifting Purposes PDFPmohamedFazil100% (1)
- Tap DrillsDocument1 pageTap Drillsdharmesh patelNo ratings yet
- B+V Manual - Safety Clamp Type C REV 003-JUL-2009 PDFDocument6 pagesB+V Manual - Safety Clamp Type C REV 003-JUL-2009 PDFZEESHAN ASHRAFNo ratings yet
- CH 6Document42 pagesCH 6Sunilkumar ReddyNo ratings yet
- Каталог Жатка кукурузная 453 серия PDFDocument61 pagesКаталог Жатка кукурузная 453 серия PDFDmytroNo ratings yet
- Shigley's Mechanical Engineering Design - Chapter 8 - Part 1Document71 pagesShigley's Mechanical Engineering Design - Chapter 8 - Part 1RM ShahbabNo ratings yet