Download as pdf or txt
You might also like
- Emc2 Sample v1Document12 pagesEmc2 Sample v1lkjofi100% (2)
- OMAADocument65 pagesOMAArezarachmat100% (1)
- Di1 0005 Eng QP v1 Paper 1Document6 pagesDi1 0005 Eng QP v1 Paper 1Nathalie Derrell-SaundersNo ratings yet
- Di1 0005 Eng QP v1 Paper 2Document9 pagesDi1 0005 Eng QP v1 Paper 2Nathalie Derrell-SaundersNo ratings yet
- Secrets of Passing the Nebosh Exams: Don’T Study Hard, Just Study SmartFrom EverandSecrets of Passing the Nebosh Exams: Don’T Study Hard, Just Study SmartRating: 4.5 out of 5 stars4.5/5 (6)
- IGC1 Mock Exam 1Document2 pagesIGC1 Mock Exam 1Tukachungurwa Byarugaba Alex100% (1)
- Unit Ng1 and Ng2 Sample Resource PackDocument62 pagesUnit Ng1 and Ng2 Sample Resource PackRouf AhmadNo ratings yet
- Nebosh International Diploma Unit B - Chemical AgentsDocument1 pageNebosh International Diploma Unit B - Chemical AgentsAnonymous a4Jwz14WNo ratings yet
- Cn1 Sample Eng Obe QP v1Document6 pagesCn1 Sample Eng Obe QP v1Saddam Khalifa0% (1)
- Examiners Reports March 2012Document11 pagesExaminers Reports March 2012Abid Iqbal100% (4)
- Questions and Answers Related To IGC Week 1 Elements 1 To 5Document13 pagesQuestions and Answers Related To IGC Week 1 Elements 1 To 5geologistlakhanNo ratings yet
- Microsoft PowerPoint - IG1 Element 3 PDFDocument36 pagesMicrosoft PowerPoint - IG1 Element 3 PDFsaad100% (2)
- IGC1 Element 3Document95 pagesIGC1 Element 3Karen100% (1)
- NEBOSH Final ReportDocument19 pagesNEBOSH Final Reportasimnaqvi2008No ratings yet
- Practical 2Document22 pagesPractical 2Magret Macdavid0% (1)
- KME (Text + Signed)Document32 pagesKME (Text + Signed)Nikos Koutsonikas100% (1)
- ID3 Sample Q&ADocument51 pagesID3 Sample Q&ASadia Rahman100% (1)
- Assessment: NeboshDocument12 pagesAssessment: Neboshnevinrajts100% (1)
- Id LP Guide v3.1Document74 pagesId LP Guide v3.1Alexander KockNo ratings yet
- Id3 Sample Eng Obe Question Paper v4Document3 pagesId3 Sample Eng Obe Question Paper v4Dhana Raju50% (2)
- NEBOSH IOG1 Element4Document36 pagesNEBOSH IOG1 Element4Adewusi David Oluwashola100% (1)
- International Technical Certificate in Oil and Gas Safety March 2017Document15 pagesInternational Technical Certificate in Oil and Gas Safety March 2017Fermi WicaksonoNo ratings yet
- Guidance Nebosh GenDocument21 pagesGuidance Nebosh GenJordin SladekNo ratings yet
- The Secrets of Examination Technique: Passing Your Nebosh ExamDocument6 pagesThe Secrets of Examination Technique: Passing Your Nebosh ExamgeologistlakhanNo ratings yet
- Nebosh Igc 200 Question and Answers Part 11Document6 pagesNebosh Igc 200 Question and Answers Part 11khanNo ratings yet
- Nebosh International Certificate - Oil & GasDocument3 pagesNebosh International Certificate - Oil & GasRAHULNo ratings yet
- ETAC-IDipDL-A-01 ASSIGNMENT-01Document4 pagesETAC-IDipDL-A-01 ASSIGNMENT-01Mohammed ZubairNo ratings yet
- 3 Gc3 Int Pa - GuidanceDocument14 pages3 Gc3 Int Pa - Guidancesachin_microNo ratings yet
- Examiners' Report: Nebosh National Diploma in Environmental Management Unit Ed1: Managing Environmental Risk JANUARY 2018Document11 pagesExaminers' Report: Nebosh National Diploma in Environmental Management Unit Ed1: Managing Environmental Risk JANUARY 2018YU TAONo ratings yet
- Guide To The NEBOSH General Certificate Open-Book ExamDocument12 pagesGuide To The NEBOSH General Certificate Open-Book ExamRazvan-Teodor PuscasuNo ratings yet
- Idip Ic Examiners Report Jan20 Final 090420 RewDocument16 pagesIdip Ic Examiners Report Jan20 Final 090420 RewjyothishNo ratings yet
- NEBOSH International Technical Certificate in Oil & Gas Operational SafetyDocument26 pagesNEBOSH International Technical Certificate in Oil & Gas Operational SafetyRanish P. Kurian100% (2)
- NEBOSH HSE Certificate in Health & Safety Leadership ExcellenceDocument2 pagesNEBOSH HSE Certificate in Health & Safety Leadership ExcellenceWaleed MorsyNo ratings yet
- Baboo Ram 00670707 Adhoc Institute of Fire and Safety Engineering Private Limited - 01Document7 pagesBaboo Ram 00670707 Adhoc Institute of Fire and Safety Engineering Private Limited - 01MR. MANTU DWIVEDINo ratings yet
- 0166.01 Dni Learner Guidance Document v6Document11 pages0166.01 Dni Learner Guidance Document v6Saif RehmanNo ratings yet
- NEBOSH National General Certificate in Occupational Health & SafetyDocument1 pageNEBOSH National General Certificate in Occupational Health & SafetyPaul DavisNo ratings yet
- Oil Gas QuestionsDocument242 pagesOil Gas Questionsmags bpcl100% (2)
- Level 6 Diploma Unit 2 Assignment Guidance April 2015Document10 pagesLevel 6 Diploma Unit 2 Assignment Guidance April 2015siddharthNo ratings yet
- Nebosh Igc & IogcDocument2 pagesNebosh Igc & IogcNazzta allezNo ratings yet
- PP - IGC2 - Element 8 - Sample 2nd Edn v.1.0Document5 pagesPP - IGC2 - Element 8 - Sample 2nd Edn v.1.0Ahsan ChuhadryNo ratings yet
- Dni GuidanceDocument14 pagesDni GuidanceSheeja ChandrabauNo ratings yet
- RRC ME NEBOSH International DiplomaDocument2 pagesRRC ME NEBOSH International DiplomaLoodhar SNo ratings yet
- Kaif Assignment 04Document6 pagesKaif Assignment 04Kaif koilkarNo ratings yet
- NGC Past Papers, Practice Papers 25sep2011Document12 pagesNGC Past Papers, Practice Papers 25sep2011gindeel100% (4)
- Id3 Sample Eng Question Paper v2Document3 pagesId3 Sample Eng Question Paper v2Omar Hesham100% (1)
- NEBOSH IOG1 Element3Document73 pagesNEBOSH IOG1 Element3Adewusi David OluwasholaNo ratings yet
- 2011 01 IDIP Unit A Past PaperDocument3 pages2011 01 IDIP Unit A Past Paperfh71100% (2)
- C-July 2017Document17 pagesC-July 2017DavidNo ratings yet
- NEBOSH International Diploma in Occupational Health and Safety (Unit C)Document17 pagesNEBOSH International Diploma in Occupational Health and Safety (Unit C)francis100% (3)
- Unit Dni GuidanceDocument10 pagesUnit Dni GuidanceG RNo ratings yet
- Mock Exam Scenario 1 PDFDocument2 pagesMock Exam Scenario 1 PDFUsama AshiqNo ratings yet
- IOSH TTT v1.0 Delegate Feedback Form - pdf1516806469408+IOSH TTT v1.0 Delegate Feedback FormDocument1 pageIOSH TTT v1.0 Delegate Feedback Form - pdf1516806469408+IOSH TTT v1.0 Delegate Feedback FormFuzail Ayaz0% (1)
- Examiner Report Jan 2006 Unit CDocument8 pagesExaminer Report Jan 2006 Unit CIrshad AhmedNo ratings yet
- Ig1-Obe-Qp - 5Document5 pagesIg1-Obe-Qp - 5Okay GoogleNo ratings yet
- NED1 Examiners Report Dec 2011 NEDDocument9 pagesNED1 Examiners Report Dec 2011 NEDYU TAONo ratings yet
- SHEilds UK Brochure v7.2Document25 pagesSHEilds UK Brochure v7.2irrosel4650No ratings yet
- Exam July 2009 Unit IBDocument15 pagesExam July 2009 Unit IBlotusracing100% (3)
- Iog1 Sample QP 2019 v1Document4 pagesIog1 Sample QP 2019 v1Vamsi MahantiNo ratings yet
- Health and Safety Officer: Passbooks Study GuideFrom EverandHealth and Safety Officer: Passbooks Study GuideNo ratings yet
- Using An HSIDocument7 pagesUsing An HSIaecuellarNo ratings yet
- 6.2road Safety AuditDocument130 pages6.2road Safety AuditYALAMANCHILI NIKHILNo ratings yet
- Mambalam Times: Two Arrested For Robbery in Local Jewellery StoreDocument8 pagesMambalam Times: Two Arrested For Robbery in Local Jewellery StoreMohaideen SubaireNo ratings yet
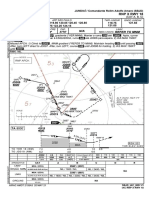
- GEML (Melilla) : General InfoDocument8 pagesGEML (Melilla) : General InfoMiguel Angel MartinNo ratings yet
- New Cultural Museum To Illustrate Heritage, Daily Lifestyle of Rawang EthnicsDocument15 pagesNew Cultural Museum To Illustrate Heritage, Daily Lifestyle of Rawang EthnicslaiNo ratings yet
- SBJD Rnp-X-Rwy-18 Iac 20210520Document1 pageSBJD Rnp-X-Rwy-18 Iac 20210520Thiago MirandaNo ratings yet
- Chapter 2Document27 pagesChapter 2ceng290reNo ratings yet
- MS For Construction of Road Traffic Signs and MarkingsDocument44 pagesMS For Construction of Road Traffic Signs and MarkingsYay B. GicoNo ratings yet
- Report 2Document24 pagesReport 2yzhao10110208No ratings yet
- VME-14 Strip Chart With Street.Document1 pageVME-14 Strip Chart With Street.gYANNo ratings yet
- Wafo Ad 2 - 1Document6 pagesWafo Ad 2 - 1latsar kusumoNo ratings yet
- Aai Pay Revision 2007Document19 pagesAai Pay Revision 2007pctmtstNo ratings yet
- Presentation On ANS Brief v2.13042021Document97 pagesPresentation On ANS Brief v2.13042021smritibhumpmirNo ratings yet
- Lab Manual Mac-Julai 2020Document44 pagesLab Manual Mac-Julai 2020Kak NinaNo ratings yet
- Instalacion V2Track - Boletin Bi 25/17 Rev.0 - Ec-Gpf: EMC Source/Victim MatrixDocument1 pageInstalacion V2Track - Boletin Bi 25/17 Rev.0 - Ec-Gpf: EMC Source/Victim MatrixJonathan Miguel Gómez MogollónNo ratings yet
- LEVCDocument61 pagesLEVCMiguel Angel MartinNo ratings yet
- Cbs Modular Bridge Drawings t3-8m SpanDocument40 pagesCbs Modular Bridge Drawings t3-8m SpanEncik ComotNo ratings yet
- PB2020-02 Puv PDFDocument20 pagesPB2020-02 Puv PDFbejalox687No ratings yet
- Transportation Stations and TerminalsDocument16 pagesTransportation Stations and TerminalskifottotiNo ratings yet
- Https:Www.westhants.ca:Committees of Council:Committee of the Whole:Committee of the Whole Packages April 2020 March 2021:2021 Cotw Agenda Packages:3080 2021-02-17 Special Committee of the Whole Agenda Package Amended:FileDocument555 pagesHttps:Www.westhants.ca:Committees of Council:Committee of the Whole:Committee of the Whole Packages April 2020 March 2021:2021 Cotw Agenda Packages:3080 2021-02-17 Special Committee of the Whole Agenda Package Amended:FileAbbie JenkinsNo ratings yet
- 1) Classification of TownsDocument18 pages1) Classification of TownsReeba BennyNo ratings yet
- ADNOC Road Safety RAG ReportDocument1 pageADNOC Road Safety RAG ReportNishanthNJNo ratings yet
- Group AssignmentDocument20 pagesGroup AssignmentJoshi ChumbaleNo ratings yet
- Jurnal Natapraja: Kajian Ilmu Administrasi NegaraDocument14 pagesJurnal Natapraja: Kajian Ilmu Administrasi Negaradiky ermizaNo ratings yet
- SECTION 02780 Interlocking Concrete Pavements: Part 1 General 1.01 A. DescriptionDocument7 pagesSECTION 02780 Interlocking Concrete Pavements: Part 1 General 1.01 A. Descriptionyamanta_rajNo ratings yet
- Chapter 8-Airport Management 2022Document52 pagesChapter 8-Airport Management 2022YongAngelNo ratings yet
- I WilletsPoint FSEIS Chapt 14 TransportationDocument269 pagesI WilletsPoint FSEIS Chapt 14 TransportationSave Flushing Meadows-Corona ParkNo ratings yet
- Muh Adib DzakwanDocument7 pagesMuh Adib Dzakwansyella etyaningsihNo ratings yet