Download as pdf or txt
You might also like
- 13 Japan Under The ShogunDocument22 pages13 Japan Under The Shogunapi-29949541290% (10)
- Process Layout: 1. Explain Different Types of Facility Layout and Their Strength and WeaknessDocument14 pagesProcess Layout: 1. Explain Different Types of Facility Layout and Their Strength and WeaknessSamuel DebebeNo ratings yet
- Layout: in A Mass Customisation, Short Lead Time Environment, Layouts Need To HaveDocument22 pagesLayout: in A Mass Customisation, Short Lead Time Environment, Layouts Need To HaveMuhammadNo ratings yet
- Chapter 9Document20 pagesChapter 9Fadel Khalif MuhammadNo ratings yet
- CH 8 Facility Layout - Part1Document29 pagesCH 8 Facility Layout - Part1Muhammad FurqanNo ratings yet
- CH 4-Plant LayoutDocument13 pagesCH 4-Plant LayoutLakshit MittalNo ratings yet
- Topic 3 Planning and Design of FacilitiesDocument50 pagesTopic 3 Planning and Design of FacilitiesScribdTranslationsNo ratings yet
- Lesson 1 Importance of Facilities Design-1Document39 pagesLesson 1 Importance of Facilities Design-1bertjohnvillavert14No ratings yet
- Process Layout: 1. Explain Different Types of Facility Layout and Their Strength and WeaknessDocument11 pagesProcess Layout: 1. Explain Different Types of Facility Layout and Their Strength and WeaknessSamuel DebebeNo ratings yet
- 05facility LayoutDocument31 pages05facility LayoutDivya ShindeNo ratings yet
- Om Chapter SixDocument10 pagesOm Chapter Sixsamrawithagos2002No ratings yet
- Important Elements of TQM: BottlenecksDocument9 pagesImportant Elements of TQM: BottlenecksVarun PrabhakarNo ratings yet
- Layout Strategies: Iscussion UestionsDocument18 pagesLayout Strategies: Iscussion Uestionshectorfa1No ratings yet
- Mid-Term Assignmen, Group 2WF., Alaa AboualiDocument5 pagesMid-Term Assignmen, Group 2WF., Alaa AboualiAlaa AboaliNo ratings yet
- Operation Management RoughDocument9 pagesOperation Management RoughRashi virkudNo ratings yet
- OPMN01B FinalsDocument14 pagesOPMN01B Finalsjulianronato73No ratings yet
- Plant Layout: Lecture Conducted by Apoorva Srivastava, ABS, AMITY, LucknowDocument65 pagesPlant Layout: Lecture Conducted by Apoorva Srivastava, ABS, AMITY, LucknowKavya KhandelwalNo ratings yet
- Process Selection LecDocument35 pagesProcess Selection LecMekaiel Amil MekaielNo ratings yet
- PM Unit Ii Notes-1Document12 pagesPM Unit Ii Notes-1yashgupta31012011No ratings yet
- Flexible Manufacturing SystemsDocument12 pagesFlexible Manufacturing Systemssanketsavaliya7605No ratings yet
- OM Chapter 6Document3 pagesOM Chapter 6tejaNo ratings yet
- Facility or Plant Design and Layout - Introduction 1 PDFDocument46 pagesFacility or Plant Design and Layout - Introduction 1 PDFHeia LaviosaNo ratings yet
- Class 12 - (Facility Layout)Document11 pagesClass 12 - (Facility Layout)Amna FaisalNo ratings yet
- Process Layout and Safety IssuesDocument71 pagesProcess Layout and Safety IssuesSyahmi NasruddinNo ratings yet
- Plant Location & Layout DesignDocument26 pagesPlant Location & Layout DesignAli MahmoudNo ratings yet
- Facility LayoutDocument30 pagesFacility LayoutamitNo ratings yet
- Chapter 7 Labor StrategiesDocument20 pagesChapter 7 Labor StrategiesJervie AntonioNo ratings yet
- Managing The Transformation ProcessDocument6 pagesManaging The Transformation ProcessDwi SetiawatiNo ratings yet
- Process Selection and Capacity Planning InPROCESSDocument11 pagesProcess Selection and Capacity Planning InPROCESSRafiaNo ratings yet
- F INALITYp 3Document23 pagesF INALITYp 3api-3701467100% (1)
- Chap 4 - Facility Layout: Manufacturing and ServicesDocument22 pagesChap 4 - Facility Layout: Manufacturing and Serviceskitson200No ratings yet
- Managing Resources: First Name LAST NAMEDocument76 pagesManaging Resources: First Name LAST NAMEcaillouNo ratings yet
- Bus 2C 12 Operations Management: Dr.A.Abirami / OmDocument17 pagesBus 2C 12 Operations Management: Dr.A.Abirami / OmBalujagadishNo ratings yet
- TQM Chapt 6Document4 pagesTQM Chapt 6Renz AlconeraNo ratings yet
- UNIT-2 Production and Operation Management '23Document14 pagesUNIT-2 Production and Operation Management '23Karan DhiverNo ratings yet
- What Is The Differences Between Product Layout and Process LayoutDocument4 pagesWhat Is The Differences Between Product Layout and Process LayoutConstance ChoiNo ratings yet
- Operations Management NotesDocument10 pagesOperations Management Notesmary joe duranNo ratings yet
- CH 2 Plant LayoutDocument28 pagesCH 2 Plant Layoutkebaman1986100% (1)
- Wa0011.Document8 pagesWa0011.RajeshNo ratings yet
- Notes On Production Systems Module 1.3Document5 pagesNotes On Production Systems Module 1.3kedarambikarNo ratings yet
- Unit IiDocument42 pagesUnit IiAnonymous 1ClGHbiT0JNo ratings yet
- Operation ManagementDocument26 pagesOperation ManagementNavinkumarNo ratings yet
- Facility Decisions-LayoutsDocument30 pagesFacility Decisions-LayoutsWeiz ShahzadNo ratings yet
- Basic Layout Types: 1. Product Layouts 2. Process Layouts 3. Fixed-Position Layout 4. Hybrid/Combination LayoutsDocument16 pagesBasic Layout Types: 1. Product Layouts 2. Process Layouts 3. Fixed-Position Layout 4. Hybrid/Combination LayoutsAnaya MalikNo ratings yet
- Operations Management: Layout and Flow Designs INDocument24 pagesOperations Management: Layout and Flow Designs INIsaac OwusuNo ratings yet
- Ch-6 LayoutDocument20 pagesCh-6 LayoutCulex PipiensNo ratings yet
- Presentation On: Capacity Plannig AND LayoutDocument30 pagesPresentation On: Capacity Plannig AND LayoutPuja RajaniNo ratings yet
- CH1 IntroductionDocument18 pagesCH1 Introductionfluffy fluffNo ratings yet
- (Download PDF) Operations Management Sustainability and Supply Chain Management Canadian 3rd Edition Heizer Solutions Manual Full ChapterDocument33 pages(Download PDF) Operations Management Sustainability and Supply Chain Management Canadian 3rd Edition Heizer Solutions Manual Full Chapterpinguewerush100% (5)
- Group 4 Layout Strategy OMDocument25 pagesGroup 4 Layout Strategy OMsiti sri wahyuniNo ratings yet
- Plantlayout 111109213112 Phpapp02 PDFDocument18 pagesPlantlayout 111109213112 Phpapp02 PDFMathiyazhagan KNo ratings yet
- Process Selection and Facility Layout: Teaching NotesDocument25 pagesProcess Selection and Facility Layout: Teaching Notesyasin arafatNo ratings yet
- Chapter 16Document3 pagesChapter 16Kanwar PawarNo ratings yet
- Operations Management Notes & Reviewer (Finals 1st Sem)Document11 pagesOperations Management Notes & Reviewer (Finals 1st Sem)Princess Delos SantosNo ratings yet
- OPERATIONS MANAGEMENT NOTES & REVIEWER (Finals 1st Sem)Document9 pagesOPERATIONS MANAGEMENT NOTES & REVIEWER (Finals 1st Sem)Princess Delos SantosNo ratings yet
- Facility Layout, PPTDocument22 pagesFacility Layout, PPTsakhawatNo ratings yet
- MIDTERMDocument13 pagesMIDTERMchristian obligadoNo ratings yet
- Module 3.1 LayoutDocument8 pagesModule 3.1 LayoutStudent WorldNo ratings yet
- Layout DesignDocument5 pagesLayout DesignJessie Radaza Tutor0% (1)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsFrom EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsRating: 5 out of 5 stars5/5 (1)
- Pile Adequacy CheckingDocument83 pagesPile Adequacy CheckingProlay MannaNo ratings yet
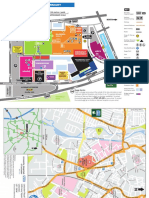
- Leicester Royal Infirmary: M1 M69 Football Stadium KEYDocument2 pagesLeicester Royal Infirmary: M1 M69 Football Stadium KEYpdhoppyNo ratings yet
- Muscle-Building Cookbook - Lose Fat, Build Muscle - Ovs To Help You Get The Body You Want - Nancy SilvermanDocument75 pagesMuscle-Building Cookbook - Lose Fat, Build Muscle - Ovs To Help You Get The Body You Want - Nancy Silvermanscribd2100% (1)
- HCAD Business & Property Division Calculation GuideDocument51 pagesHCAD Business & Property Division Calculation GuideO'Connor AssociateNo ratings yet
- Operator'S Manual: Crawler ExcavatorDocument322 pagesOperator'S Manual: Crawler ExcavatorAlain DefoeNo ratings yet
- Data Sheet 3VA1580-5EF32-0AA0: ModelDocument7 pagesData Sheet 3VA1580-5EF32-0AA0: ModelFelipe FrancoNo ratings yet
- Zingerman's Sep-Oct 2023 NewsletterDocument9 pagesZingerman's Sep-Oct 2023 NewsletterZingerman's Community of BusinessesNo ratings yet
- Universiti Teknologi Mara: Analytical Chemistry (Chm421) AS/TEST 3/JUNE 2020Document2 pagesUniversiti Teknologi Mara: Analytical Chemistry (Chm421) AS/TEST 3/JUNE 2020Erna HamidNo ratings yet
- The Big Muff π PageDocument16 pagesThe Big Muff π PageRobbyana 'oby' SudrajatNo ratings yet
- TECDIS Feature GuideDocument7 pagesTECDIS Feature GuideringboltNo ratings yet
- Basic Electricity. B TechDocument14 pagesBasic Electricity. B TechValentine Nwankwo100% (1)
- Qualities of Good Measuring InstrumentsDocument4 pagesQualities of Good Measuring InstrumentsMaricar Dela Peña56% (9)
- Sri Oracle R12 Chapter 7 AP WorkingDocument172 pagesSri Oracle R12 Chapter 7 AP WorkingSrikanth PeriNo ratings yet
- (TOR2e) Starter Set - Gear CardsDocument46 pages(TOR2e) Starter Set - Gear CardsClaudio GonzalezNo ratings yet
- Obd Coduri ServiceDocument39 pagesObd Coduri ServiceDan JobsNo ratings yet
- Sigmacover 525: Curing table for dft up to 125 μm CuringDocument2 pagesSigmacover 525: Curing table for dft up to 125 μm CuringEngTamerNo ratings yet
- Art StylesDocument34 pagesArt StylesAdrienne Dave MojicaNo ratings yet
- On The Indian Game of ChessDocument11 pagesOn The Indian Game of ChessJonathan DuquetteNo ratings yet
- Grade 11 Provincial Examination Mathematics P1 (English) June 2022 Question PaperDocument7 pagesGrade 11 Provincial Examination Mathematics P1 (English) June 2022 Question PaperSiyamtanda DlangaNo ratings yet
- Asn 1Document25 pagesAsn 1Aditya SethiaNo ratings yet
- Design and Implementation of A Computerized Information Management System in Seismic Data ProcessingDocument8 pagesDesign and Implementation of A Computerized Information Management System in Seismic Data Processinganyak1167032No ratings yet
- Kami Export - Valentina Vazquez - Lit17 - EV - G06 - U3 - BSG - ST - ASIM - TESTDocument6 pagesKami Export - Valentina Vazquez - Lit17 - EV - G06 - U3 - BSG - ST - ASIM - TESTIsabella VazquezNo ratings yet
- Daily Ab Workout PDFDocument13 pagesDaily Ab Workout PDFyesNo ratings yet
- Konica Minolta Di1611-2011 Service ManualDocument427 pagesKonica Minolta Di1611-2011 Service ManualcontrafortNo ratings yet
- Notes in PharmacologyDocument95 pagesNotes in PharmacologyMylz MendozaNo ratings yet
- Program Mechanics Sy 2021-2022Document10 pagesProgram Mechanics Sy 2021-2022Deogracia BorresNo ratings yet
- Universiti Teknologi Mara Test: Confidential DEC 2021/PSA522/TESTDocument2 pagesUniversiti Teknologi Mara Test: Confidential DEC 2021/PSA522/TESTWAN AFHAMNo ratings yet
- Ad 2 Fapp enDocument12 pagesAd 2 Fapp enNagapranav Nagapranavm.jNo ratings yet
- Reading Sub-Test Instructions:: Part ADocument16 pagesReading Sub-Test Instructions:: Part AValentina PopescuNo ratings yet