Download as pdf or txt
You might also like
- Anycubic Kobra Go User Manual 230109 V0.0.4Document35 pagesAnycubic Kobra Go User Manual 230109 V0.0.4João Capinha100% (1)
- Ender-3 Neo-SM-001 - User Manual ENDocument25 pagesEnder-3 Neo-SM-001 - User Manual ENEmmanuel Becerra Gomez100% (1)
- Ender-2 Pro-SM-001 User Manual CompressedDocument32 pagesEnder-2 Pro-SM-001 User Manual CompressedmihaigheNo ratings yet
- Computer Fundamentals For Kids SyllabusDocument14 pagesComputer Fundamentals For Kids Syllabusmarvin_pharaoh25% (4)
- Titus Classification Suite Administration Console User Guide 2020.1 SP1Document165 pagesTitus Classification Suite Administration Console User Guide 2020.1 SP1Thushyantharajah Rahul100% (1)
- STRUDS v11 ManualDocument499 pagesSTRUDS v11 ManualKO P0% (1)
- Creality CR-6 SE User Manual English - Chinese PDFDocument24 pagesCreality CR-6 SE User Manual English - Chinese PDFstryzackNo ratings yet
- Z8S Installation Guide V1Document42 pagesZ8S Installation Guide V1André Luis ComonianGarciaNo ratings yet
- Manual Yamaha PSR E333Document49 pagesManual Yamaha PSR E333juragan.sipil100% (1)
- 10 Error Handling in WinKFPTDocument10 pages10 Error Handling in WinKFPTedward carrollNo ratings yet
- CR 10Document16 pagesCR 10PETER LOCKNo ratings yet
- Ender 3 Max Neo SM 001 - Use ManuaDocument24 pagesEnder 3 Max Neo SM 001 - Use ManuaDARKMITNo ratings yet
- CL 60 SM 005 User Manual En)Document24 pagesCL 60 SM 005 User Manual En)NoahNo ratings yet
- User Manual - Common Printer - Touch - ENDocument16 pagesUser Manual - Common Printer - Touch - ENEnache DanielNo ratings yet
- Pro2-Series: Quick Start GuideDocument31 pagesPro2-Series: Quick Start Guidejair perezNo ratings yet
- HALOT-MAGE-SM-002_User Manual (EN)Document22 pagesHALOT-MAGE-SM-002_User Manual (EN)hotfuzz1222No ratings yet
- Orbeat d100 Manual PDFDocument24 pagesOrbeat d100 Manual PDFJorge CarrieriNo ratings yet
- Halot Mage Sm 001_user Manual (en)Document22 pagesHalot Mage Sm 001_user Manual (en)curitiba01No ratings yet
- User Manual - CR-2020 - ENDocument16 pagesUser Manual - CR-2020 - ENEnache DanielNo ratings yet
- 3D Printer User Manual: AriesDocument28 pages3D Printer User Manual: Arieslaliyoc locoNo ratings yet
- User Manual CR20 Pro enDocument16 pagesUser Manual CR20 Pro enJose PadillaNo ratings yet
- ManualDocument22 pagesManualGabrielNo ratings yet
- Ender 3 Neo SM 001 - User Manual enDocument28 pagesEnder 3 Neo SM 001 - User Manual enLiana EstenozNo ratings yet
- CR 6 Se 3d Printer ManualDocument12 pagesCR 6 Se 3d Printer ManualMurat FidanNo ratings yet
- LCD-001 Guide BookDocument25 pagesLCD-001 Guide BookYerkoNo ratings yet
- BN20 e PreDocument59 pagesBN20 e PreTuan DinhNo ratings yet
- PRP-300 - Instruction ManualDocument63 pagesPRP-300 - Instruction ManualCharlie EmepetrovNo ratings yet
- XY-2 PRO Installation InstructionsDocument20 pagesXY-2 PRO Installation InstructionsJohn VlahidisNo ratings yet
- CAD Flatbed: User's ManualDocument11 pagesCAD Flatbed: User's ManualseppeNo ratings yet
- c473c962cce94210d0bfda3403b0d0cbDocument25 pagesc473c962cce94210d0bfda3403b0d0cbKareem NasserNo ratings yet
- CL 60 SM 001 - V1.0Document36 pagesCL 60 SM 001 - V1.0GabrielNo ratings yet
- 3d Printer User Manual ManualDocument12 pages3d Printer User Manual ManualcrispissssNo ratings yet
- Multitouch Interactive Whiteboard ManualDocument18 pagesMultitouch Interactive Whiteboard ManualmihamihamNo ratings yet
- UP BOX Manual 4.7.1 ENGDocument37 pagesUP BOX Manual 4.7.1 ENGtimostaunNo ratings yet
- Ctcmanual PDFDocument46 pagesCtcmanual PDFalfonso mateosNo ratings yet
- UP Plus 2 Users 4.6.5Document30 pagesUP Plus 2 Users 4.6.5ajmancheNo ratings yet
- NEPTUNE 4 MAX User Manual-English-V1.8Document26 pagesNEPTUNE 4 MAX User Manual-English-V1.8Amarendra SinghaNo ratings yet
- Saga Sc30 ManualDocument19 pagesSaga Sc30 ManualIn Nhanh Giá Rẻ In Tinh TếNo ratings yet
- CAD Flatbed: User's ManualDocument17 pagesCAD Flatbed: User's ManualseppeNo ratings yet
- 80MM Thermal Printer Instruction Manual-20160223Document54 pages80MM Thermal Printer Instruction Manual-20160223Nicole ZijiangNo ratings yet
- 656000007-1 EditedDocument41 pages656000007-1 EditedDing DangNo ratings yet
- Operation Manual JINKADocument32 pagesOperation Manual JINKAAkque Tue KhakimzNo ratings yet
- Chenbro: ES340 Chassis User ManualDocument21 pagesChenbro: ES340 Chassis User ManualEric NgNo ratings yet
- SUNLU T3 ManulDocument23 pagesSUNLU T3 ManulYellow FrelonNo ratings yet
- MX M6570 M7570 Troubleshooting GuideDocument68 pagesMX M6570 M7570 Troubleshooting GuideArslan DanishNo ratings yet
- NEPTUNE 4 Pro User's Guide - EnglishDocument24 pagesNEPTUNE 4 Pro User's Guide - EnglishtomektrNo ratings yet
- Neptune 3 English InstructionDocument24 pagesNeptune 3 English InstructionMattNo ratings yet
- PH 22Document35 pagesPH 22Janosi ParaNo ratings yet
- 3d m200 MylanDocument41 pages3d m200 Mylanwvyt42No ratings yet
- Dell™ Latitude™ D600 Service Manual: Notes, Notices, and CautionsDocument43 pagesDell™ Latitude™ D600 Service Manual: Notes, Notices, and Cautionspuppix 4uNo ratings yet
- Yamaha - psr-s650 Service Manual PDFDocument70 pagesYamaha - psr-s650 Service Manual PDFmlarangeira762267% (3)
- Yamaha MM6Document73 pagesYamaha MM6boroda2410100% (1)
- Yamaha Ydp-161 161c Digital Piano SMDocument96 pagesYamaha Ydp-161 161c Digital Piano SMMarius LufferNo ratings yet
- Manual BD-5300S BDocument3 pagesManual BD-5300S Bscarl_gaNo ratings yet
- NeoDen ND1 Full Automatic Visual Printer Manufacturers and Suppliers China - Wholesale Products - Neoden TechnologyDocument4 pagesNeoDen ND1 Full Automatic Visual Printer Manufacturers and Suppliers China - Wholesale Products - Neoden TechnologyKottapalli RameshNo ratings yet
- Geeetech A20M 3D Printer User Manual: Shenzhen Getech Technology Co., LTDDocument56 pagesGeeetech A20M 3D Printer User Manual: Shenzhen Getech Technology Co., LTDAlejandro UllesNo ratings yet
- RPI007 User ManualDocument14 pagesRPI007 User ManualJorgeGirónNo ratings yet
- KP3S Pro V2 Instructiones-ENDocument10 pagesKP3S Pro V2 Instructiones-ENMolina JesusNo ratings yet
- Hurakan User ManualDocument51 pagesHurakan User ManualMariel IzcurdiaNo ratings yet
- Halot One PlusDocument25 pagesHalot One PlusEtamus 1006No ratings yet
- CR20 Pro 3D Printer Guide BookDocument16 pagesCR20 Pro 3D Printer Guide BooksergiNo ratings yet
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- TTLL Cabo para Arduino Sem Entrda USBDocument9 pagesTTLL Cabo para Arduino Sem Entrda USBcarlosNo ratings yet
- Atmel 8271 8 Bit Avr Microcontroller Atmega48a 48pa 88a 88pa 168a 168pa 328 328p - Datasheet - SummaryDocument39 pagesAtmel 8271 8 Bit Avr Microcontroller Atmega48a 48pa 88a 88pa 168a 168pa 328 328p - Datasheet - SummarycarlosNo ratings yet
- DIY Arduino or The DIY DuinoDocument45 pagesDIY Arduino or The DIY DuinocarlosNo ratings yet
- Bateria 3s Carregador S-8254ADocument25 pagesBateria 3s Carregador S-8254AcarlosNo ratings yet
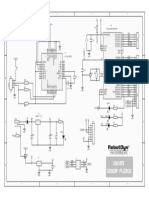
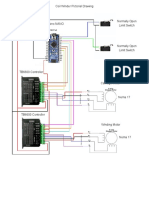
- Electric Wiring DiagramDocument1 pageElectric Wiring DiagramcarlosNo ratings yet
- Jiejie Microelectronics Co., LTD: Jst137 Series 8A Triacs DescriptionDocument7 pagesJiejie Microelectronics Co., LTD: Jst137 Series 8A Triacs DescriptioncarlosNo ratings yet
- ArduinoDocument1 pageArduinocarlosNo ratings yet
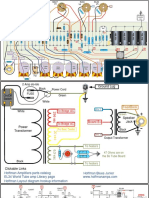
- Maquina de Bobinas Esquemas Umts - Coil - Winder - Q3NXDgArvoDocument1 pageMaquina de Bobinas Esquemas Umts - Coil - Winder - Q3NXDgArvocarlos100% (1)
- Hoffman StoutReverb 1Document5 pagesHoffman StoutReverb 1carlosNo ratings yet
- Hoffman Amplifiers Blues Junior: B+ Y Z X Y X ZDocument4 pagesHoffman Amplifiers Blues Junior: B+ Y Z X Y X ZcarlosNo ratings yet
- Fuentes SimetricasDocument23 pagesFuentes SimetricascarlosNo ratings yet
- 3D Printed Vacuum Cleaner For A CNC Machine: InstructablesDocument8 pages3D Printed Vacuum Cleaner For A CNC Machine: InstructablescarlosNo ratings yet
- 150w BoostDocument1 page150w BoostKunal Kundanam100% (1)
- MAX16910 200ma, Automotive, Ultra-Low Quiescent Current, Linear RegulatorDocument15 pagesMAX16910 200ma, Automotive, Ultra-Low Quiescent Current, Linear RegulatorcarlosNo ratings yet
- Worldship Installguide EnuDocument11 pagesWorldship Installguide EnuArturo GlezNo ratings yet
- Caregiver Workbook V3 Module 1Document12 pagesCaregiver Workbook V3 Module 1rey yuyNo ratings yet
- Exercicios - SIU - OAM - Interaction SessionDocument11 pagesExercicios - SIU - OAM - Interaction SessiontoniNo ratings yet
- How To Install The CPS For The Anytone AT-D868UV and How To Use NØGSG Contact Manager Program With Anytone FilesDocument4 pagesHow To Install The CPS For The Anytone AT-D868UV and How To Use NØGSG Contact Manager Program With Anytone FilesrustyNo ratings yet
- VFP - Tutorial de La Clase CTL32.VCX de Carlos AloattiDocument18 pagesVFP - Tutorial de La Clase CTL32.VCX de Carlos AloattiIrwin1985No ratings yet
- Eden SuppDocument146 pagesEden SuppdavidmirmNo ratings yet
- A Best PracticesDocument216 pagesA Best Practicesapi-26810035100% (1)
- Sjzl20060176 ZXG10 MSC VLR V3!1!04 Maintenance Manual TroubleshootingDocument53 pagesSjzl20060176 ZXG10 MSC VLR V3!1!04 Maintenance Manual TroubleshootingFadhila HardiNo ratings yet
- Dyalog APL DotNet Interface GuideDocument222 pagesDyalog APL DotNet Interface GuideHRCNo ratings yet
- Schürz Christoph 822Document54 pagesSchürz Christoph 822gary chotaNo ratings yet
- CADDY XML Specification V 3 0 5Document70 pagesCADDY XML Specification V 3 0 5steveravNo ratings yet
- Docu98680 - DD OS, PowerProtect DDMC, and PowerProtect DDVE 6.1.2.70 Release NotesDocument66 pagesDocu98680 - DD OS, PowerProtect DDMC, and PowerProtect DDVE 6.1.2.70 Release Notesjerome PerrigueyNo ratings yet
- ATI ASAP3 Implementation User ManualDocument41 pagesATI ASAP3 Implementation User Manualgustavo.ramirezNo ratings yet
- AZ-104-microsoft Azure Administrator SyllabusDocument9 pagesAZ-104-microsoft Azure Administrator SyllabusamreshNo ratings yet
- Dummies Guide For The "MonitorSetup - Lua"1.0.2Document18 pagesDummies Guide For The "MonitorSetup - Lua"1.0.2blebleblaNo ratings yet
- CATIA V5 Tutorial - How To Clean and Optimize CATIA Files With CATDUA ToolDocument8 pagesCATIA V5 Tutorial - How To Clean and Optimize CATIA Files With CATDUA ToolDeb PradhanNo ratings yet
- Dragon Age Chargenmorph Compiler V1.1.0 - Mini Guide Coded by Terra - ExDocument6 pagesDragon Age Chargenmorph Compiler V1.1.0 - Mini Guide Coded by Terra - ExBrigit CollinsNo ratings yet
- Wizmate GBDocument21 pagesWizmate GBborracha28No ratings yet
- User Manual of IVMS-4200 - V2.6.1Document250 pagesUser Manual of IVMS-4200 - V2.6.1neagoe10No ratings yet
- CSS 9 - Q4 W3 Mod2 - Maintain Computer Systems and NetworksDocument32 pagesCSS 9 - Q4 W3 Mod2 - Maintain Computer Systems and NetworksEVELYN GRACE TADEONo ratings yet
- Kickstart Instrument Control Software: Version 2.0.6 Software Release NotesDocument6 pagesKickstart Instrument Control Software: Version 2.0.6 Software Release Notesabinash subashNo ratings yet
- Product HighlightsDocument3 pagesProduct Highlightsmu khaledNo ratings yet
- An 124 User Guide For FT ProgDocument43 pagesAn 124 User Guide For FT ProgBhaskar SenNo ratings yet
- How To Install Google Input Tool For HindiDocument20 pagesHow To Install Google Input Tool For HindijoseanNo ratings yet
- Cs Xii 07Document59 pagesCs Xii 07charmiNo ratings yet
- Et 432Document5 pagesEt 432ucuchaNo ratings yet