Download as pdf or txt
You might also like
- Methode D'Essai: Test MethodDocument12 pagesMethode D'Essai: Test MethodalbertoNo ratings yet
- Slow Rate Penetration Resistance of Flexible Barrier Films and LaminatesDocument5 pagesSlow Rate Penetration Resistance of Flexible Barrier Films and LaminatesAlevj Db100% (4)
- ATS 2010 GE MS6001B Sample Borescope Inspection ReportDocument47 pagesATS 2010 GE MS6001B Sample Borescope Inspection ReportThanapaet RittirutNo ratings yet
- Concrete Industrial Ground Floor Slab (TR34)Document3 pagesConcrete Industrial Ground Floor Slab (TR34)David Thomson100% (5)
- Standard Test Method For Strain - Docx ASTM E606 E606MDocument6 pagesStandard Test Method For Strain - Docx ASTM E606 E606MChusnadiNo ratings yet
- Failure Assessment of The First Stage Blade of A GasDocument8 pagesFailure Assessment of The First Stage Blade of A Gasarch serviceNo ratings yet
- MEJ Volume 50 Issue 1 Pages 103-112-2Document4 pagesMEJ Volume 50 Issue 1 Pages 103-112-2armin heidariNo ratings yet
- Geothermal Steam Turbine Lifetime AssessmentDocument10 pagesGeothermal Steam Turbine Lifetime AssessmentdachrydaxNo ratings yet
- Fracture Analysis of Chilled Cast Iron Camshaft: China FoundryDocument5 pagesFracture Analysis of Chilled Cast Iron Camshaft: China FoundryTushar KiranNo ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Failure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-ReviewedDocument7 pagesFailure Analysis of A Gearbox of A Conveyor Belt: Technicalarticle-Peer-RevieweddouglasncamiloNo ratings yet
- Basic of SprayDocument27 pagesBasic of SprayZami FurqonNo ratings yet
- Failure Analysis of Water Pump ShaftDocument7 pagesFailure Analysis of Water Pump ShaftT. LimNo ratings yet
- Appendix V Slope Stability AnalysisDocument14 pagesAppendix V Slope Stability AnalysisDoni FrandianNo ratings yet
- Calciner Coal PfisterDocument12 pagesCalciner Coal Pfistermalek.anas.omar2022No ratings yet
- Failure Pump ShaftDocument7 pagesFailure Pump Shaftahmedabdelaziz851647100% (1)
- 10.1115 gt2011-45851 9tdhDocument10 pages10.1115 gt2011-45851 9tdhHamid ChenaraniNo ratings yet
- Intro ABDocument4 pagesIntro ABGreen MichaelsNo ratings yet
- Top Head and NozzlesDocument4 pagesTop Head and NozzlesShamsul AffendiNo ratings yet
- GRABON - Tribological Characteristics of One-Process and Two-Process Cylinder Liner Honed Surface Under Reciprocating Sliding ConditionsDocument11 pagesGRABON - Tribological Characteristics of One-Process and Two-Process Cylinder Liner Honed Surface Under Reciprocating Sliding ConditionsSilvaNo ratings yet
- Shaking Table Tests With Large Test Specimens of Seismically Isolated FBR Plants Part 3: Ultimate Behavior of Upper Structure and Rubber BearingsDocument9 pagesShaking Table Tests With Large Test Specimens of Seismically Isolated FBR Plants Part 3: Ultimate Behavior of Upper Structure and Rubber BearingsLuis AngelNo ratings yet
- Crankshaft Failure Due To Fatigue-ADocument7 pagesCrankshaft Failure Due To Fatigue-Aaschutsehay0123No ratings yet
- Failure Analysis of A Helical GearDocument7 pagesFailure Analysis of A Helical Geartheerapat patkaewNo ratings yet
- Premature Failure of Ductile Iron Pump Impeller in Cooling Tower System 5 (Kel.1)Document5 pagesPremature Failure of Ductile Iron Pump Impeller in Cooling Tower System 5 (Kel.1)Romzy WisnuNo ratings yet
- Ferrography PresentationDocument56 pagesFerrography PresentationNaveen Chodagiri100% (1)
- ENG Rep2020Document3 pagesENG Rep2020Green MichaelsNo ratings yet
- Floor MSDocument17 pagesFloor MSKhalid AhmedNo ratings yet
- Wind Turbine Gearbox Failure ModesDocument26 pagesWind Turbine Gearbox Failure ModesCousin HubNo ratings yet
- Prelim - Feb - Report 2023 - 3Document4 pagesPrelim - Feb - Report 2023 - 3Green MichaelsNo ratings yet
- Oxidacion en Torones de Preesfuerzo PDFDocument6 pagesOxidacion en Torones de Preesfuerzo PDFrmqkrdNo ratings yet
- Evaluation of Degree of Rusting On Prestressed Concrete StrandDocument6 pagesEvaluation of Degree of Rusting On Prestressed Concrete StrandEfrain SueldoNo ratings yet
- Failure Analysis: Integrally Geared Compressor Cracked ImpellerDocument35 pagesFailure Analysis: Integrally Geared Compressor Cracked ImpellerAbdulrahman Alkhowaiter100% (1)
- Jurnal Mekanika PatahanDocument4 pagesJurnal Mekanika PatahanNass AhmadNo ratings yet
- Blade PDFDocument8 pagesBlade PDFRusli NurdinNo ratings yet
- Detailed SumDocument4 pagesDetailed SumGreen MichaelsNo ratings yet
- Numerical Investigation of Sediment Erosion and Cavitation of Francis TurbineDocument16 pagesNumerical Investigation of Sediment Erosion and Cavitation of Francis TurbineRanjeetTwaynaNo ratings yet
- Impulse Hammer TechniqueDocument13 pagesImpulse Hammer TechniqueBaraNo ratings yet
- Boroscope Inspection CriteriaDocument6 pagesBoroscope Inspection CriteriaPhong leNo ratings yet
- RCFA-2023-CPF1-COR-001 ( " Outlet Line From Reverse Demulsifier) (SK-11680) (25-2-23)Document3 pagesRCFA-2023-CPF1-COR-001 ( " Outlet Line From Reverse Demulsifier) (SK-11680) (25-2-23)Vignesh PanchabakesanNo ratings yet
- SAN CaCl2 VT T8400A 2024 079Document15 pagesSAN CaCl2 VT T8400A 2024 079Amr mohamedNo ratings yet
- Failure Analysis of Coal Pulverizer Mill PDFDocument12 pagesFailure Analysis of Coal Pulverizer Mill PDFHendraNo ratings yet
- Agitator FailureDocument7 pagesAgitator FailureMark G CaragayNo ratings yet
- Failure Analysis of An Automobile Coil SpringDocument8 pagesFailure Analysis of An Automobile Coil Springdarkace00000No ratings yet
- Steam Turbine Rotor Discs Repair - RevDocument39 pagesSteam Turbine Rotor Discs Repair - Revalfattah25No ratings yet
- Failure Analysis of The Impellers of 2014 Case Studies in Engineering FailuDocument5 pagesFailure Analysis of The Impellers of 2014 Case Studies in Engineering FailuMeccbellNo ratings yet
- Failure Analysis Vertical Circulating Water PumpDocument6 pagesFailure Analysis Vertical Circulating Water PumpErmiyas MistreNo ratings yet
- Gel 519 Coring (Lecture I)Document65 pagesGel 519 Coring (Lecture I)benjaminemmanuel50No ratings yet
- Title: Risk Basedassessment of Above Ground Storage Tank Bottoms Flux Leakage TechniqueDocument12 pagesTitle: Risk Basedassessment of Above Ground Storage Tank Bottoms Flux Leakage TechniqueNikhil PaliwalNo ratings yet
- 03 - K-4101 Case HistoriesDocument28 pages03 - K-4101 Case Historiesmsaadi717No ratings yet
- CPR15Document7 pagesCPR15jasbir.iitdNo ratings yet
- 9fa Bearing 8542008B105Document6 pages9fa Bearing 8542008B105triplbingaziNo ratings yet
- TMT ProcesesDocument39 pagesTMT ProcesesVikrant HanwatNo ratings yet
- E3sconf Caes2020 06010Document4 pagesE3sconf Caes2020 06010Narayanan KharthiNo ratings yet
- Reference Only: I Pus Pond StreetDocument132 pagesReference Only: I Pus Pond StreetJagdish ShindeNo ratings yet
- Wayang-Windu-Power-Station-Turbine-Rotor-RepairDocument8 pagesWayang-Windu-Power-Station-Turbine-Rotor-RepairAsep SaepudinNo ratings yet
- Role of Microstructure in Sucker Rod String Failures in Oil Well ProductionDocument2 pagesRole of Microstructure in Sucker Rod String Failures in Oil Well ProductionJose Marval RodriguezNo ratings yet
- Application and Improvement of Pipeline Integrity ManagementDocument13 pagesApplication and Improvement of Pipeline Integrity ManagementPINGYUNNo ratings yet
- Wear and AbbrassionDocument5 pagesWear and AbbrassionNikhilNo ratings yet
- Concrete FDN Insp. Checklist Rev1 On 26-12-2012Document1 pageConcrete FDN Insp. Checklist Rev1 On 26-12-2012sushant_jhawerNo ratings yet
- Spe 135881 MSDocument8 pagesSpe 135881 MSAT8iNo ratings yet
- FA - Erosi - Anissa W Dan Atik SDocument19 pagesFA - Erosi - Anissa W Dan Atik SNur AminNo ratings yet
- Site Safety Handbook for the Petroleum IndustryFrom EverandSite Safety Handbook for the Petroleum IndustryRating: 5 out of 5 stars5/5 (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Transmission Lines and AntennasDocument10 pagesTransmission Lines and AntennasMeliza AnalistaNo ratings yet
- Introduction To Surveying Lesson 2Document46 pagesIntroduction To Surveying Lesson 2Syed FlyntNo ratings yet
- Aakash Rank Booster Test Series For NEET-2020Document16 pagesAakash Rank Booster Test Series For NEET-2020kavyareddyNo ratings yet
- Apparatus:: AIM: Acquire The Knowledge of Output Devices Like CRO and DSO For Observing OutputDocument5 pagesApparatus:: AIM: Acquire The Knowledge of Output Devices Like CRO and DSO For Observing OutputAdwait BorikarNo ratings yet
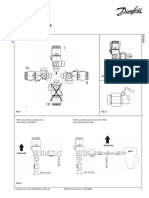
- Thermostat AB-E 31-32: Adjustment Range 5 To 100°CDocument2 pagesThermostat AB-E 31-32: Adjustment Range 5 To 100°ChaggNo ratings yet
- Pump FMEADocument177 pagesPump FMEASyed ASIM motplNo ratings yet
- K300 TDSDocument2 pagesK300 TDSM. Kürşad ArslanNo ratings yet
- Vehicle Aerodynamics ThesisDocument6 pagesVehicle Aerodynamics Thesiskimberlythomasarlington100% (2)
- Calculus Chapter 4Document11 pagesCalculus Chapter 4Ishrat Jahan HolyNo ratings yet
- CD 375 Revision 1 Design of Corrugated Steel Buried Structures-Web PDFDocument44 pagesCD 375 Revision 1 Design of Corrugated Steel Buried Structures-Web PDFAbinashNo ratings yet
- In-And Ga-Based Inorganic Double Perovskites With Direct Bandgaps For Photovoltaic ApplicationDocument6 pagesIn-And Ga-Based Inorganic Double Perovskites With Direct Bandgaps For Photovoltaic Applicationa s m mosabbirNo ratings yet
- What Does Nonlinear Dynamics MeanDocument7 pagesWhat Does Nonlinear Dynamics MeanMd Chand AsiqueNo ratings yet
- Surge Arresters: Subject Document Revision No. Sheet No. Equipment Specification Surge Arresters 1 1Document5 pagesSurge Arresters: Subject Document Revision No. Sheet No. Equipment Specification Surge Arresters 1 1PRAKASH SNo ratings yet
- Lecture 3 - Cable Sizing 2015Document22 pagesLecture 3 - Cable Sizing 2015Victor SaifiNo ratings yet
- 01 Synchronous Generators 2Document63 pages01 Synchronous Generators 2JeremiahNo ratings yet
- Installation Manual: Heat Pump and Heat Recovery Outdoor VRF Condensing UnitsDocument204 pagesInstallation Manual: Heat Pump and Heat Recovery Outdoor VRF Condensing UnitsJohn SimitzisNo ratings yet
- Mansi PPT FatigueDocument9 pagesMansi PPT Fatiguehruthik hruthikNo ratings yet
- CAPE UNit 1 Module 3 SyllabusDocument7 pagesCAPE UNit 1 Module 3 SyllabusDavian SoaresNo ratings yet
- Name - Honors Chemistry - / - / - Hess's LawDocument4 pagesName - Honors Chemistry - / - / - Hess's LawGunjee GunjeeNo ratings yet
- Structural Applications of Aluminium in Civil Engineering: Federico M. MazzolaniDocument4 pagesStructural Applications of Aluminium in Civil Engineering: Federico M. MazzolaniDjordjeDjNo ratings yet
- Quiz For Intermolecular ForceDocument5 pagesQuiz For Intermolecular ForceBeeWinNo ratings yet
- Safety Relief Valves BSV 8: InstructionsDocument2 pagesSafety Relief Valves BSV 8: InstructionsPaweł HejmowskiNo ratings yet
- AP C Mech 1. Unit 1. Kinematics One Dimensional Motion Part 2Document11 pagesAP C Mech 1. Unit 1. Kinematics One Dimensional Motion Part 2moonidiveNo ratings yet
- Arnan Review Ina1 - Jci HruDocument1 pageArnan Review Ina1 - Jci HruDidik HariantoNo ratings yet
- UNH12-150W: General FeaturesDocument2 pagesUNH12-150W: General FeaturesalejandraNo ratings yet
- Conservation of Linear Momentum: - Newton's Second Law of Motion For A System IsDocument30 pagesConservation of Linear Momentum: - Newton's Second Law of Motion For A System IsOmer AbdullahNo ratings yet
- Science Sample Paper - 5Document15 pagesScience Sample Paper - 5ShwetaNo ratings yet