Download as pdf or txt
You might also like
- Djj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 ObjectivesDocument6 pagesDjj30082 - Mechanical Workshop Practice 3 (Machining) Report 1 (Part A, Clo 2) 1.0 Objectivesshirleyna sara100% (1)
- CHAPTER 1 2 (Boring Knurling)Document18 pagesCHAPTER 1 2 (Boring Knurling)hudarusliNo ratings yet
- FittingDocument7 pagesFittingAniz Farznor SariffuddinNo ratings yet
- J506Fe - 天津市金桥焊材集团有限公司 - Tianjin Golden Bridge Welding Materials Internationl Trading Co.,LtdDocument1 pageJ506Fe - 天津市金桥焊材集团有限公司 - Tianjin Golden Bridge Welding Materials Internationl Trading Co.,LtdMAYMODERN STEELNo ratings yet
- DMP Study GuideDocument10 pagesDMP Study GuideAustin ParkerNo ratings yet
- Combination DieDocument10 pagesCombination Dieviswanand2203No ratings yet
- 33 - Computer Aided Process PlanningDocument49 pages33 - Computer Aided Process PlanningPRAKASH CHANTIBABU DIDLA PRAKASH CHANTIBABU DIDLANo ratings yet
- Process EngineeringDocument12 pagesProcess EngineeringSaksham SarkarNo ratings yet
- System of Fuel SupplyDocument28 pagesSystem of Fuel SupplyJM PraveenNo ratings yet
- Hand Tools - Metal: Marking Out, Measurement, Fitting & AssemblyDocument16 pagesHand Tools - Metal: Marking Out, Measurement, Fitting & Assemblytarmizy100% (1)
- Forming DieDocument4 pagesForming Dieviswanand2203No ratings yet
- Project Jig & Fixture UTMDocument67 pagesProject Jig & Fixture UTMadibah ismail100% (2)
- CMH Lab Report-1Document8 pagesCMH Lab Report-1Ahmad Al-MareiNo ratings yet
- Takele ManufacturingDocument21 pagesTakele Manufacturingdawit solomonNo ratings yet
- 4.O - Turning Chapter 4Document5 pages4.O - Turning Chapter 4John PeterNo ratings yet
- Experiment No.1 PDFDocument7 pagesExperiment No.1 PDFGest Account 08No ratings yet
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Irjet V6i835Document6 pagesIrjet V6i835Rahul KumarNo ratings yet
- Chapter 1 - Tool-Design MethodsDocument15 pagesChapter 1 - Tool-Design Methodsdawit solomonNo ratings yet
- Dawit SolomonDocument24 pagesDawit Solomondawit solomonNo ratings yet
- CAM Notes 2Document15 pagesCAM Notes 2FELIX KEUYANo ratings yet
- Dayton Tech StampingDocument78 pagesDayton Tech StampingRaghu VenkatNo ratings yet
- Milling Is The Most Common Form of Machining SCRDocument3 pagesMilling Is The Most Common Form of Machining SCRshado94No ratings yet
- Introduction To Jig & Fixture Design by KempsterDocument54 pagesIntroduction To Jig & Fixture Design by Kempstersk9145100% (10)
- FEG 281 Lathe With Assignment - Engr. JerryDocument8 pagesFEG 281 Lathe With Assignment - Engr. JerryJoseph Isco OrabuegoNo ratings yet
- New Intro Last (KG) DecDocument45 pagesNew Intro Last (KG) DecN1234mNo ratings yet
- BiwDocument2 pagesBiwSudarshan AhireNo ratings yet
- Modelling, Analysis and Development of Progressive Die For Seat RailDocument9 pagesModelling, Analysis and Development of Progressive Die For Seat RailVineela ChNo ratings yet
- Modelling, Analysis and Development of Progressive Die For Seat RailDocument9 pagesModelling, Analysis and Development of Progressive Die For Seat RailVineela ChNo ratings yet
- 7-Manual Process Planning (AMS May13 - 13) PDFDocument24 pages7-Manual Process Planning (AMS May13 - 13) PDFtadele10No ratings yet
- Progressive DieDocument36 pagesProgressive DieYakshit GoelNo ratings yet
- Carbide, Rubber, Polyester, Polyurethane, Zinc AlloyDocument13 pagesCarbide, Rubber, Polyester, Polyurethane, Zinc AlloyRolandNo ratings yet
- Nust Institute of Civil Engineering (Nice) Sector H-12, IslamabadDocument10 pagesNust Institute of Civil Engineering (Nice) Sector H-12, IslamabadAbdullah ShamshadNo ratings yet
- MILLING CNC ReportDocument8 pagesMILLING CNC ReportTAHRIM HOSSAIN RAFIN / UPMNo ratings yet
- Senario, Mary Angelie T. - LAB - Activity No. 8Document3 pagesSenario, Mary Angelie T. - LAB - Activity No. 8Mary Angelie SenarioNo ratings yet
- Internship Report ST EngDocument38 pagesInternship Report ST Engyasar aliNo ratings yet
- Atm-1022 Mechanical Workshop Module 3Document19 pagesAtm-1022 Mechanical Workshop Module 3Erwin SambasNo ratings yet
- Publication 11 21891 1710Document10 pagesPublication 11 21891 1710Nothando PhologotswanaNo ratings yet
- MarkingouttoolsDocument24 pagesMarkingouttoolsOmar EzzatNo ratings yet
- NC Machining Technique03Document89 pagesNC Machining Technique03Dark ShadowNo ratings yet
- Assignment Report1Document20 pagesAssignment Report1Keshav GopaulNo ratings yet
- The Structure and Design of Press DiesDocument35 pagesThe Structure and Design of Press DiesAjmal MohammedNo ratings yet
- Chapter 6 CNC MillingDocument47 pagesChapter 6 CNC MillingNEF RIDERSNo ratings yet
- Jig AssignmentDocument26 pagesJig Assignmentkalu kioNo ratings yet
- Chapter 4 Die DesignDocument102 pagesChapter 4 Die DesignTamirat Nemomsa100% (3)
- Design Analysis and Overview of Press Tool With Its Defects and RemediesDocument10 pagesDesign Analysis and Overview of Press Tool With Its Defects and Remediesh_eijy2743No ratings yet
- Session 12Document50 pagesSession 12etaNo ratings yet
- Tool Design - Chapter 4 (Part 3)Document59 pagesTool Design - Chapter 4 (Part 3)Fiq IFT100% (1)
- Vatsalkumar Explanatory Note123Document17 pagesVatsalkumar Explanatory Note123vikram sethupathiNo ratings yet
- Design and Analysis of Indexing Type of Drill JigDocument6 pagesDesign and Analysis of Indexing Type of Drill JigInternational Organization of Scientific Research (IOSR)No ratings yet
- Sheet Metal Lab Sheet Mem160 - V1Document12 pagesSheet Metal Lab Sheet Mem160 - V1MUHAMMAD AIMAN MOHD ROZINo ratings yet
- 202004032250570818prashant Engg Manufacturing Sheet Metal 3Document14 pages202004032250570818prashant Engg Manufacturing Sheet Metal 3GURU SAMY ANo ratings yet
- Assembly and Working DrawingDocument63 pagesAssembly and Working Drawingtechnowilliams480No ratings yet
- Labsheet Fitting OfficialDocument11 pagesLabsheet Fitting OfficialSeb testaccountNo ratings yet
- RFQ For INjection MoldingDocument77 pagesRFQ For INjection MoldingRavi VangaraNo ratings yet
- Mechanical Engineering Department: TitleDocument5 pagesMechanical Engineering Department: TitleWan AzriNo ratings yet
- Manufacturing Process of Galvanized Steel FramesDocument30 pagesManufacturing Process of Galvanized Steel Framesmanno200No ratings yet
- Steps Follwed of Procedure of Making DieDocument38 pagesSteps Follwed of Procedure of Making DieteekamNo ratings yet
- 03 - Ch1 To Ch4 - FinalDocument106 pages03 - Ch1 To Ch4 - FinalAhmed Sobhi l أحمد صبحيNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Course Code: Me Elec 1/tool & Die DesignDocument31 pagesCourse Code: Me Elec 1/tool & Die DesignKristine Joy BagaporoNo ratings yet
- Course Outline No. 3: III. Presses and Press AccessoriesDocument29 pagesCourse Outline No. 3: III. Presses and Press AccessoriesKristine Joy BagaporoNo ratings yet
- Learning Task #1Document1 pageLearning Task #1Kristine Joy BagaporoNo ratings yet
- Chapter 4 - Fans and BlowersDocument17 pagesChapter 4 - Fans and BlowersKristine Joy BagaporoNo ratings yet
- Dynamics of Rigid Bodies - WORKSHEET NO. 1Document2 pagesDynamics of Rigid Bodies - WORKSHEET NO. 1Kristine Joy BagaporoNo ratings yet
- Chapter 3 - Fluid StaticsDocument6 pagesChapter 3 - Fluid StaticsKristine Joy BagaporoNo ratings yet
- Dynamics of Rigid Bodies - FINAL EXAMDocument6 pagesDynamics of Rigid Bodies - FINAL EXAMKristine Joy BagaporoNo ratings yet
- 1 Chapter1 Introduction To Jigs and FixturesDocument15 pages1 Chapter1 Introduction To Jigs and FixturesKhaled HamdyNo ratings yet
- Rust Prevention PDFDocument6 pagesRust Prevention PDFAliakbar GhaderiNo ratings yet
- Energy Saving CIDocument3 pagesEnergy Saving CIashokjkhannaNo ratings yet
- FoundryDocument8 pagesFoundryMone KarthikNo ratings yet
- Lesson PlanDocument5 pagesLesson PlanApril Ramos DimayugaNo ratings yet
- Tube To Tube Welding Procedure Control No.:Revision No.: 0 Date: Page: 1 of 1 1.0 ScopeDocument1 pageTube To Tube Welding Procedure Control No.:Revision No.: 0 Date: Page: 1 of 1 1.0 ScopesbmmlaNo ratings yet
- Sa 350Document12 pagesSa 350ismaelarchilacastilloNo ratings yet
- 15 - CHAPTER 2 Thesis - 2Document22 pages15 - CHAPTER 2 Thesis - 2afinde100% (1)
- Injection of Flux Into The BlastDocument8 pagesInjection of Flux Into The BlastWesley CostaNo ratings yet
- Importance of Educational Research V2Document51 pagesImportance of Educational Research V2ainNo ratings yet
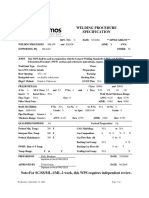
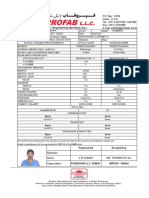
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- Fusion WeldingDocument16 pagesFusion Weldingvijju ajjuNo ratings yet
- NDT Requirements & Heat Treatment As Per ASME 19.05.2016Document6 pagesNDT Requirements & Heat Treatment As Per ASME 19.05.2016dileepaNo ratings yet
- IPIP SrpskiDocument227 pagesIPIP SrpskiIva LučićNo ratings yet
- Term Paper ArchitectureDocument6 pagesTerm Paper Architecturec5nazs86100% (1)
- Charla Ing. Andreas Hunger - Nuevas Tendencias en El ProcesoDocument39 pagesCharla Ing. Andreas Hunger - Nuevas Tendencias en El ProcesoWalter-uniNo ratings yet
- Supertec Galvanized Steel SpecsDocument6 pagesSupertec Galvanized Steel Specszineil BlackwoodNo ratings yet
- Presentation On Glass: Submitted by Anshuj Jain Mirza Aakib Baig Neha Bhatt B.Arch 4 YearDocument22 pagesPresentation On Glass: Submitted by Anshuj Jain Mirza Aakib Baig Neha Bhatt B.Arch 4 YearNEHANo ratings yet
- Cutting SpeedDocument28 pagesCutting SpeedJeyrald MojicaNo ratings yet
- Working Knowledge How Organizations Manage What THDocument16 pagesWorking Knowledge How Organizations Manage What THNabil AchouriNo ratings yet
- 01 GTSM 2Document2 pages01 GTSM 2subash1688No ratings yet
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- Dr. Chaitanya Sharma Phd. Iit RoorkeeDocument26 pagesDr. Chaitanya Sharma Phd. Iit RoorkeeTrung Quoc LeNo ratings yet
- Esbu5a 1294 AaDocument7 pagesEsbu5a 1294 AaJeffersonNo ratings yet
- Quality 11Smn30: Lucefin GroupDocument1 pageQuality 11Smn30: Lucefin GroupPaulo ZechinNo ratings yet
- Carbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Document2 pagesCarbon Hollow Bar: (32 To 250 MM OD) (254 To 610 MM OD)Richard Vica CalvoNo ratings yet
- Sr. No. Operation Inspection Parameters Tolerances: 1.0 PurposeDocument2 pagesSr. No. Operation Inspection Parameters Tolerances: 1.0 PurposeSwarup SontakkeNo ratings yet
- 2017-0014 DEW Cryodur 2990 GBDocument8 pages2017-0014 DEW Cryodur 2990 GBLeandro Fortunato GomesNo ratings yet
- Presentation Shit Metal ProcessingDocument15 pagesPresentation Shit Metal Processingm.abdullahNo ratings yet