Download as pdf or txt
You might also like
- DK Desserts 400 Recipes PDFDocument306 pagesDK Desserts 400 Recipes PDFLucia Damianidou84% (19)
- Financial Statement Analysis of TATA Steel Ltd. of 5 YearsDocument61 pagesFinancial Statement Analysis of TATA Steel Ltd. of 5 Yearsjarvis706704100% (1)
- 2 - Liberty Karaoke - All Songs by ArtistDocument78 pages2 - Liberty Karaoke - All Songs by ArtistAlanFowlerNo ratings yet
- Gas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFDocument9 pagesGas Turbine Hot Section Components The Challenge of Residual Life Assessment PDFEnary Salerno100% (1)
- Ipc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDocument9 pagesIpc1998-2028 - Repairing Pipe Defects Without Operational Outages With PetrosleeveDietmar WengerNo ratings yet
- Gas Turbine Blade Failures - Causes, Avoidance and Troubleshooting PDFDocument48 pagesGas Turbine Blade Failures - Causes, Avoidance and Troubleshooting PDFTabiquera Guadalupe Victoria Texcoco De Mora100% (4)
- Kiraz, George - Turras Mamlla A Grammar of The Syriac Language Vol. 1 OrthographyDocument236 pagesKiraz, George - Turras Mamlla A Grammar of The Syriac Language Vol. 1 Orthographythomasmichaels3100% (4)
- Guide For Selecting Application Methods For The Repair of Concrete SurfacesDocument8 pagesGuide For Selecting Application Methods For The Repair of Concrete SurfacesMauricio Javier León Tejada100% (1)
- Dry Gas Seal Retrofit by James F. SouthcottDocument10 pagesDry Gas Seal Retrofit by James F. SouthcottseeaNo ratings yet
- A5 1 FrostDocument13 pagesA5 1 FrostAgustin A.No ratings yet
- Attachment Composite - Repair 001Document14 pagesAttachment Composite - Repair 001zekNo ratings yet
- 3 SFT N Rlbty of Centi PumpsDocument4 pages3 SFT N Rlbty of Centi PumpsKishorDeshmukhNo ratings yet
- Diaphragm Couplings Versus Gear Couplings For Marine ApplicationsDocument16 pagesDiaphragm Couplings Versus Gear Couplings For Marine Applicationsกล้วย มาแล้วจ้าNo ratings yet
- Epri 2012 GT2012-68363Document8 pagesEpri 2012 GT2012-68363Hiwa KhalediNo ratings yet
- 1 s2.0 S0143974X13000801 MainDocument11 pages1 s2.0 S0143974X13000801 Mainwolfer INo ratings yet
- Repair Standards For Aero and Industrial Turbine BladesDocument6 pagesRepair Standards For Aero and Industrial Turbine BladesStanislav Work accountNo ratings yet
- Repair Severely Damaged Rotors by Submerged Arc Welding by Jim HeeterDocument8 pagesRepair Severely Damaged Rotors by Submerged Arc Welding by Jim HeeterleonarllNo ratings yet
- Dry Screw Compressors For API Applications 1704941898Document18 pagesDry Screw Compressors For API Applications 1704941898xianghuaokNo ratings yet
- Improving Repair Qualitv of Turbine Nozzles Using SA650 Braze AlloyDocument8 pagesImproving Repair Qualitv of Turbine Nozzles Using SA650 Braze AlloywalkerbhoNo ratings yet
- t34 09 PDFDocument16 pagest34 09 PDFdevdownNo ratings yet
- HAZOPDocument20 pagesHAZOPFATHYNo ratings yet
- Compoaite Paper On EquipmentsDocument7 pagesCompoaite Paper On Equipmentsraj1508No ratings yet
- Six Steps To Successful Repair of GT ComponentsDocument13 pagesSix Steps To Successful Repair of GT ComponentsThanapaet RittirutNo ratings yet
- Zerust Flange Savers - WebDocument2 pagesZerust Flange Savers - WebFederico MoranNo ratings yet
- Couplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Document19 pagesCouplings - Balancing Tutorial & "New Developments in Gas Turbine Couplings"Christopher ShawNo ratings yet
- Compressor Seal Selection and JustificationDocument12 pagesCompressor Seal Selection and Justificationming jiangNo ratings yet
- Steps 1 and 2Document5 pagesSteps 1 and 2mohammad293No ratings yet
- 2010-12 - MaintenanceTips1 JeanDocument7 pages2010-12 - MaintenanceTips1 JeanPabloo AndrezzNo ratings yet
- Protective Coating - Mining - CS - eBook-FINAL PDFDocument17 pagesProtective Coating - Mining - CS - eBook-FINAL PDFAlejandro Pedraza SuarezNo ratings yet
- Rao 1999Document7 pagesRao 1999ching2001.21No ratings yet
- Manager Plant Technical Services Dow Chemical, U.S.A. Freeport, TexasDocument8 pagesManager Plant Technical Services Dow Chemical, U.S.A. Freeport, TexasAugust Carl Bokingkito MalabagoNo ratings yet
- Impeller Repair Techniques For Centrifugal Compressors by Charles R. (Russ) Clayton Darwin Klein and Mark EmerickDocument14 pagesImpeller Repair Techniques For Centrifugal Compressors by Charles R. (Russ) Clayton Darwin Klein and Mark EmerickPragnesh PrajapatiNo ratings yet
- Selection of Material Nace - H2S - Technical Paper PDFDocument21 pagesSelection of Material Nace - H2S - Technical Paper PDFajaysharma_1009No ratings yet
- Pipeline Coatings and LiningsDocument33 pagesPipeline Coatings and LiningsAnonymous S9qBDVky100% (2)
- Reducing Fatigue and Corrosion in Welded Structures: WWW - Cwst.co - UkDocument2 pagesReducing Fatigue and Corrosion in Welded Structures: WWW - Cwst.co - UkRoberto RevinsacNo ratings yet
- Guide To Protective Coating Systems Using Iso12944 27feb2023Document12 pagesGuide To Protective Coating Systems Using Iso12944 27feb2023CeciliaNo ratings yet
- Remaining Life Assessment of Steam Turbine and Hot Gas Expander ComponentsDocument27 pagesRemaining Life Assessment of Steam Turbine and Hot Gas Expander ComponentsprasetyoNo ratings yet
- Xpert Opinions Composite Repairs FinalDocument10 pagesXpert Opinions Composite Repairs Finalyrdna nawaiteosNo ratings yet
- Material Selection For Mech SealDocument9 pagesMaterial Selection For Mech Sealferyadi_buliNo ratings yet
- Creep - Iwshibli PDFDocument32 pagesCreep - Iwshibli PDFIvanUribeNo ratings yet
- Wing Design IonDocument10 pagesWing Design IonXavi VergaraNo ratings yet
- Brochure - Gas Turbine and Combined Cycle Plants (Small)Document16 pagesBrochure - Gas Turbine and Combined Cycle Plants (Small)danny buiNo ratings yet
- FFS For CO2 AbsorberDocument12 pagesFFS For CO2 AbsorberashwaniNo ratings yet
- En 015 04 Repair Options For AirframesDocument20 pagesEn 015 04 Repair Options For AirframesffontanaNo ratings yet
- Inspection/damage Assessment. Each OEM Provides Inspection and Damage Assessment Criteria in TheirDocument3 pagesInspection/damage Assessment. Each OEM Provides Inspection and Damage Assessment Criteria in TheirsrbhdeshNo ratings yet
- Metaloc Process MarineDocument5 pagesMetaloc Process MarineJefferson RojasNo ratings yet
- Using Finite Element Analysis To Assess and Prevent The Failure of Safety Critical StructuresDocument3 pagesUsing Finite Element Analysis To Assess and Prevent The Failure of Safety Critical StructuresAbhishek AroraNo ratings yet
- 1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Document4 pages1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Mokhammad Fahmi Izdiharrudin100% (1)
- The Challenge Applying Composite Repair in Offshore EnvironmentDocument13 pagesThe Challenge Applying Composite Repair in Offshore Environmenttengku_SNo ratings yet
- Lubrication and Seal Oil Systems - Common Problems and Practical SolutionsDocument14 pagesLubrication and Seal Oil Systems - Common Problems and Practical SolutionsCALLESJNo ratings yet
- Extending Fluid System ComponentDocument5 pagesExtending Fluid System Componenterwin dwi laksonoNo ratings yet
- Extending Fluid System Component PDFDocument5 pagesExtending Fluid System Component PDFprodusentalitambang sareatoNo ratings yet
- Containment Seals For Api 682 Second Edition: by Peter E. BowdenDocument18 pagesContainment Seals For Api 682 Second Edition: by Peter E. BowdenMichael J. BaneNo ratings yet
- 2014 02 14densoangDocument7 pages2014 02 14densoangfrancisco Morales moralesNo ratings yet
- In Focus Pipe Wraps BelzonaDocument4 pagesIn Focus Pipe Wraps BelzonaAhmed ELmlahyNo ratings yet
- Chapitre 3 Aci 546Document12 pagesChapitre 3 Aci 546Amel RADJEFNo ratings yet
- AirbusFDTSubject02-Is 1Document64 pagesAirbusFDTSubject02-Is 1Calin ComanNo ratings yet
- Dimensioning and Tolerancing of Coated Parts: Yuriy Kharlamov, Ali Adnan Mansoor Al-JawaheriDocument10 pagesDimensioning and Tolerancing of Coated Parts: Yuriy Kharlamov, Ali Adnan Mansoor Al-JawaheriDeepak DilwaleNo ratings yet
- Patricia S. Waldmann, Celio R. Ruiz: IBP2126 - 17 Composite Repair For Steel Pipes With GL/DNV CertificationDocument8 pagesPatricia S. Waldmann, Celio R. Ruiz: IBP2126 - 17 Composite Repair For Steel Pipes With GL/DNV CertificationJose Anisio SilvaNo ratings yet
- Extending The Service Life of Parking Structures: A Systematic Repair ApproachDocument7 pagesExtending The Service Life of Parking Structures: A Systematic Repair ApproachBudpi Ria FiiandhiNo ratings yet
- Bearing Maintenance Practices To Ensure Maximum LifeDocument17 pagesBearing Maintenance Practices To Ensure Maximum LifeImran ShaikhNo ratings yet
- T13151-176 Api 614 PDFDocument26 pagesT13151-176 Api 614 PDFpietroNo ratings yet
- Bearing Failure AnalysisDocument26 pagesBearing Failure AnalysisengrsurifNo ratings yet
- Nervous System Exam-Style Questions (+ Mark Scheme)Document20 pagesNervous System Exam-Style Questions (+ Mark Scheme)shakeel shahulNo ratings yet
- Onshore Utilities and Water Treatment Facilities Package II Saudi Arabia - Profile - 090122Document7 pagesOnshore Utilities and Water Treatment Facilities Package II Saudi Arabia - Profile - 090122salman KhanNo ratings yet
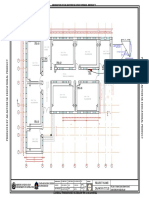
- Electrical of 6 Class Room .Dwg-POWDocument1 pageElectrical of 6 Class Room .Dwg-POWSayed WafiNo ratings yet
- Cookie Business PlanDocument27 pagesCookie Business PlanLiza Mhey AcedoNo ratings yet
- Resume Rajneesh Sharma: EducationDocument1 pageResume Rajneesh Sharma: Educationvidhya associateNo ratings yet
- Parikrama Polytechnic, Kashti: MSBTE TH Exam Time Table Summer 2020Document1 pageParikrama Polytechnic, Kashti: MSBTE TH Exam Time Table Summer 2020pratiksha khamkarNo ratings yet
- Canadian History: Canada in The 20th CenturyDocument10 pagesCanadian History: Canada in The 20th CenturySean D.No ratings yet
- Human Resource Management SPMDocument16 pagesHuman Resource Management SPMsherif_awadNo ratings yet
- 14.0 - ELC501 Forum Discussion GuidelinesDocument34 pages14.0 - ELC501 Forum Discussion GuidelinesiraNo ratings yet
- Daily Report DPT & Urugan Tanah BMM - 20 Juni 2023Document1 pageDaily Report DPT & Urugan Tanah BMM - 20 Juni 2023Rumah DesainNo ratings yet
- Impact of Work Life Balance On Women Employees (1) PsDocument13 pagesImpact of Work Life Balance On Women Employees (1) PsPunnya SelvarajNo ratings yet
- EDI Application in Various FieldsDocument7 pagesEDI Application in Various Fieldsonlinep410No ratings yet
- Anb Brochure Fietsroute Klaprozen Heuvelland enDocument4 pagesAnb Brochure Fietsroute Klaprozen Heuvelland enBella BossNo ratings yet
- BPI v. CBP, G.R. No. 197593, October 12, 2020Document9 pagesBPI v. CBP, G.R. No. 197593, October 12, 2020Reynald CruzNo ratings yet
- Mvno - Encik KunciDocument15 pagesMvno - Encik KunciJolliffe NicholasNo ratings yet
- Ayurvedic Literature in Orissa - An Overview: Prem Kishore, M.M. Padhi, G.C. NandaDocument6 pagesAyurvedic Literature in Orissa - An Overview: Prem Kishore, M.M. Padhi, G.C. NandaAngel LucyNo ratings yet
- Murder in The CathedralDocument14 pagesMurder in The Cathedralprime_cuts100% (1)
- Sociology Module B1 2017Document3 pagesSociology Module B1 2017Aerielle CanoNo ratings yet
- Datesheet Class 11 TH Annual Exam (2022-23) PDFDocument1 pageDatesheet Class 11 TH Annual Exam (2022-23) PDFSudhanshu ShekharNo ratings yet
- Bronze Shams Al-Ma'Arif Jupiter Al-Alim TalismanDocument2 pagesBronze Shams Al-Ma'Arif Jupiter Al-Alim Talismannspectah1No ratings yet
- Assistant Director ResponsibilitiesDocument4 pagesAssistant Director Responsibilitiesmhay_limpinNo ratings yet
- Middle Ages in Asia MapDocument3 pagesMiddle Ages in Asia MapAarush IyengarNo ratings yet
- Links 8400peliculasDocument385 pagesLinks 8400peliculasjulio floresNo ratings yet
- Flue & Chimney BrochureDocument15 pagesFlue & Chimney BrochureAirtherm Engineering LtdNo ratings yet
- A La Nanita NanaDocument1 pageA La Nanita Nanabill desaillyNo ratings yet
- Return Service Accomplishment ReportDocument2 pagesReturn Service Accomplishment ReportJp TibayNo ratings yet