
Indicating Wear Characteristics of Non-Petroleum and Petroleum Hydraulic Fluids in A Constant Volume Vane Pump
Indicating Wear Characteristics of Non-Petroleum and Petroleum Hydraulic Fluids in A Constant Volume Vane Pump
You might also like
- Control: Pol MeitiDocument284 pagesControl: Pol MeitiMurtaza Ali100% (1)
- D4870 22-5-02 Standard Test Method For Determination of Total SedimentDocument8 pagesD4870 22-5-02 Standard Test Method For Determination of Total SedimentHamidreza AraghianNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Astm D4052-18Document8 pagesAstm D4052-18ridermateNo ratings yet
- Oxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodDocument5 pagesOxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodROHITNo ratings yet
- D91 PDFDocument3 pagesD91 PDFJuan Diego ArizabalNo ratings yet
- Review Problems 1-85 A Hydraulic Lift Is Used To LiftDocument22 pagesReview Problems 1-85 A Hydraulic Lift Is Used To Liftpanalopee100% (5)
- Operating and Maintenance InstructionsDocument16 pagesOperating and Maintenance InstructionsAhmad100% (1)
- Astm D1160 - 18Document20 pagesAstm D1160 - 18Metrologia Piedecuesta Solumed Ingenieria Ltda100% (2)
- D2896 - Standard Test Method For Base Number of Petroleum Products by Potentiometric Perchloric Acid TitrationDocument10 pagesD2896 - Standard Test Method For Base Number of Petroleum Products by Potentiometric Perchloric Acid TitrationEhsan ZiaeiNo ratings yet
- Manual Piston Cylinder Sampling For Volatile Crude Oils, Condensates, and Liquid Petroleum ProductsDocument14 pagesManual Piston Cylinder Sampling For Volatile Crude Oils, Condensates, and Liquid Petroleum ProductsjiandapaNo ratings yet
- Astm d4007Document11 pagesAstm d4007Juan David Velez EsquivelNo ratings yet
- Astm D1092-20Document9 pagesAstm D1092-20imad qaissouniNo ratings yet
- Apparent Viscosity of Engine Oils and Base Stocks Between - 10 °C and - 35 °C Using Cold-Cranking SimulatorDocument12 pagesApparent Viscosity of Engine Oils and Base Stocks Between - 10 °C and - 35 °C Using Cold-Cranking SimulatormanojballaNo ratings yet
- Gum Content in Fuels by Jet Evaporation: Standard Test Method ForDocument6 pagesGum Content in Fuels by Jet Evaporation: Standard Test Method ForDennise ChicaizaNo ratings yet
- Low-Temperature Viscosity of Automatic Transmission Fluids, Hydraulic Fluids, and Lubricants Using A Rotational ViscometerDocument18 pagesLow-Temperature Viscosity of Automatic Transmission Fluids, Hydraulic Fluids, and Lubricants Using A Rotational ViscometerShaker QaidiNo ratings yet
- Astm D4052 22Document5 pagesAstm D4052 22Emanuel MarkmanNo ratings yet
- D2882Document6 pagesD2882rimi7alNo ratings yet
- Astm D3700 - 21Document11 pagesAstm D3700 - 21bdr85No ratings yet
- D1160-Destilacion Al VacioDocument20 pagesD1160-Destilacion Al VacioLuis Ernesto Marin JaimesNo ratings yet
- Astm D5293 20Document7 pagesAstm D5293 20Heri FadliNo ratings yet
- API Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)Document5 pagesAPI Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)asma hamzaNo ratings yet
- ASTM D4052-2022 Densidad Digital Productos Del PetróleoDocument9 pagesASTM D4052-2022 Densidad Digital Productos Del Petróleodmvaldes21No ratings yet
- Astm D 942 PDFDocument5 pagesAstm D 942 PDFChandra ManiNo ratings yet
- Astm d381 Jtvo9242Document5 pagesAstm d381 Jtvo9242Nayth Andres GalazNo ratings yet
- ASTM D-381 Standard Test Method For Gum Content in Fuels by Jet EvaporationDocument5 pagesASTM D-381 Standard Test Method For Gum Content in Fuels by Jet EvaporationGabriela EhlertNo ratings yet
- D 3241-14a Thermal Oxidation Stability of Aviation Turbine Fuels1Document21 pagesD 3241-14a Thermal Oxidation Stability of Aviation Turbine Fuels1Ruben Perez Ayo100% (1)
- Evaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationDocument9 pagesEvaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationTsogtsaihan MyahlaiNo ratings yet
- Gum Content in Fuels by Jet Evaporation: Standard Test Method ForDocument6 pagesGum Content in Fuels by Jet Evaporation: Standard Test Method Forwilfred gomezNo ratings yet
- Determination of High Temperature Deposits by Thermo-Oxidation Engine Oil Simulation TestDocument7 pagesDetermination of High Temperature Deposits by Thermo-Oxidation Engine Oil Simulation TestJGD123No ratings yet
- Measurement of Thermal Stability of Aviation Turbine Fuels Under Turbulent Flow Conditions (Hirets Method)Document11 pagesMeasurement of Thermal Stability of Aviation Turbine Fuels Under Turbulent Flow Conditions (Hirets Method)MohanadNo ratings yet
- Determination of Vapor Pressure of Crude Oil: VPCR (Expansion Method)Document7 pagesDetermination of Vapor Pressure of Crude Oil: VPCR (Expansion Method)sroushNo ratings yet
- Astm D323-15a PVRDocument11 pagesAstm D323-15a PVRAngel MurilloNo ratings yet
- Distillation of Petroleum Products at Reduced Pressure: Standard Test Method ForDocument20 pagesDistillation of Petroleum Products at Reduced Pressure: Standard Test Method ForJesseNo ratings yet
- Sampling of High Pressure Hydrogen and Related Fuel Cell Feed GasesDocument5 pagesSampling of High Pressure Hydrogen and Related Fuel Cell Feed GasesFaiber AndrésNo ratings yet
- Determination of Light Hydrocarbons and Cut Point Intervals in Live Crude Oils and Condensates by Gas ChromatographyDocument15 pagesDetermination of Light Hydrocarbons and Cut Point Intervals in Live Crude Oils and Condensates by Gas Chromatographyasma hamzaNo ratings yet
- ASTM D287 12bDocument5 pagesASTM D287 12bDanieLaContrerasNo ratings yet
- D 381 - 00 - Rdm4ms0wmaDocument5 pagesD 381 - 00 - Rdm4ms0wmaLea CoriaNo ratings yet
- Density TestingDocument12 pagesDensity TestingAAKASHNo ratings yet
- D4928.26902 Agua en Aceites Crudos Por Valoración Colométrica de Karl FischerDocument6 pagesD4928.26902 Agua en Aceites Crudos Por Valoración Colométrica de Karl FischerLina Espitia TorresNo ratings yet
- ASTM D1298 12b 2017Document4 pagesASTM D1298 12b 2017Aldo Yael Flores PeñuelasNo ratings yet
- Measuring Viscosity at High Shear Rate by Tapered Bearing Simulator Viscometer at 100 °CDocument13 pagesMeasuring Viscosity at High Shear Rate by Tapered Bearing Simulator Viscometer at 100 °Cmohammed karasnehNo ratings yet
- ASTM-D7346-15Document4 pagesASTM-D7346-15duongtuanvuNo ratings yet
- 5.0 D5002-18 OriginalDocument6 pages5.0 D5002-18 OriginalRuben YoungNo ratings yet
- Density, Relative Density, and API Gravity of Liquids by Digital Density MeterDocument9 pagesDensity, Relative Density, and API Gravity of Liquids by Digital Density MeterAbidin SyakirinNo ratings yet
- ASTM D 323 (Presión de Vapor Reid)Document11 pagesASTM D 323 (Presión de Vapor Reid)Shirley GutierrezNo ratings yet
- Astm 2017-D6278 PDFDocument9 pagesAstm 2017-D6278 PDFsunaryo putra jayaNo ratings yet
- D1796 PDFDocument7 pagesD1796 PDFKelly FetkovichNo ratings yet
- CCS D5293Document9 pagesCCS D5293Sofia Fasolo CunhaNo ratings yet
- Astm D 721 - 17Document7 pagesAstm D 721 - 17Lluís Font100% (1)
- Astm D86 23Document13 pagesAstm D86 23a.daood404No ratings yet
- Determination of Yield Stress and Apparent Viscosity of Used Engine Oils at Low TemperatureDocument9 pagesDetermination of Yield Stress and Apparent Viscosity of Used Engine Oils at Low Temperatureasma hamzaNo ratings yet
- D1160 Distillation of Petroleum Products at Reduced Pressure PDFDocument20 pagesD1160 Distillation of Petroleum Products at Reduced Pressure PDFOscar CampoNo ratings yet
- Density, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer MethodDocument8 pagesDensity, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer MethodAbidin SyakirinNo ratings yet
- D2983Document11 pagesD2983Dennise ChicaizaNo ratings yet
- D2272 22 - Standard Test Method For Oxidation Stability of Steam Turbine Oils by Rotating Pressure VesselDocument22 pagesD2272 22 - Standard Test Method For Oxidation Stability of Steam Turbine Oils by Rotating Pressure VesselEhsan ZiaeiNo ratings yet
- Astm D5191 22Document5 pagesAstm D5191 22vituruchNo ratings yet
- Astm D5191 19Document9 pagesAstm D5191 19Claudia Barrera100% (1)
- Oxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodDocument5 pagesOxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodahmedNo ratings yet
- Astm D1298 99Document3 pagesAstm D1298 99uijall293No ratings yet
- ASTM-D473-22Document4 pagesASTM-D473-22ivanny dwiNo ratings yet
- Astm D4768 (Inhibidor Por Cromatografia)Document4 pagesAstm D4768 (Inhibidor Por Cromatografia)som.subestacionesNo ratings yet
- Oxidation Characteristics of Inhibited Mineral Oils: Standard Test Method ForDocument11 pagesOxidation Characteristics of Inhibited Mineral Oils: Standard Test Method ForTarlan AllahverdiyevNo ratings yet
- Acid Number of Petroleum Products by Potentiometric TitrationDocument10 pagesAcid Number of Petroleum Products by Potentiometric TitrationTarlan AllahverdiyevNo ratings yet
- D 445 - 11 Rus (Scan)Document22 pagesD 445 - 11 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 4052 - 15 Rus (Scan)Document18 pagesD 4052 - 15 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 2270 - 10 Rus (Scan)Document15 pagesD 2270 - 10 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 664 - 11a Rus (Scan)Document24 pagesD 664 - 11a Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 665 - 06 Rus (Scan)Document16 pagesD 665 - 06 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- Aafs Bh407 Ibf Kit IcaDocument157 pagesAafs Bh407 Ibf Kit IcaHugo GonzalezNo ratings yet
- Air Pollution Monitoring Scenario Calibration of AAQM Instruments & Tips For Reliable MonitoringDocument35 pagesAir Pollution Monitoring Scenario Calibration of AAQM Instruments & Tips For Reliable MonitoringECRDNo ratings yet
- Exercise 7Document3 pagesExercise 7Tanzim RahmanNo ratings yet
- Iso 3567 2011Document11 pagesIso 3567 2011Ashish DubeyNo ratings yet
- Quick Reference Guide For ValvesDocument1 pageQuick Reference Guide For ValvesEjaz Ahmed RanaNo ratings yet
- Energy Losses in Bends - : Experiment No. - 09Document7 pagesEnergy Losses in Bends - : Experiment No. - 09John Michael Menoza ZapantaNo ratings yet
- Pressure Vessel Test Certificate Form No. 9 (Rule 67 of The Chhattisgarh Factories Rules 1962)Document11 pagesPressure Vessel Test Certificate Form No. 9 (Rule 67 of The Chhattisgarh Factories Rules 1962)singhashish35No ratings yet
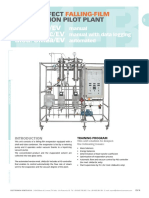
- Mod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantDocument2 pagesMod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantRiccardo VianelloNo ratings yet
- DPT CTRL Datasheet-5.0Document2 pagesDPT CTRL Datasheet-5.0Alejandro CorsiNo ratings yet
- Hydraulics Sheet 5 Energy ADocument19 pagesHydraulics Sheet 5 Energy AMohamed H AliNo ratings yet
- Physics Y10 Term 2 Exam Paper1 EditedDocument10 pagesPhysics Y10 Term 2 Exam Paper1 EditedEzra Loganathan MuniandiNo ratings yet
- Performance Test of Air CompressorDocument30 pagesPerformance Test of Air CompressorJ Kristan AlmonteNo ratings yet
- Final Exam AnswerDocument5 pagesFinal Exam Answerfahmi213No ratings yet
- 6991 1779 01 - LDocument28 pages6991 1779 01 - LRoman GitisNo ratings yet
- 4 Semester: Biju Patnaik University of Technology, OdishaDocument27 pages4 Semester: Biju Patnaik University of Technology, OdishaSunil NepakNo ratings yet
- Hydraulics Lecture Part I (Introduction)Document46 pagesHydraulics Lecture Part I (Introduction)Kristal AbalosNo ratings yet
- Murphygage de La Serie B Instrumento: Secta. 05Document26 pagesMurphygage de La Serie B Instrumento: Secta. 05AlejandroMuñozNo ratings yet
- (##) Non Conventional Air Compressor (Compressed Air Production From Speed SDocument73 pages(##) Non Conventional Air Compressor (Compressed Air Production From Speed SSakthiVelMNo ratings yet
- Homework SolutionDocument25 pagesHomework SolutionHirman De Nova0% (1)
- OpDocument88 pagesOpMahmud Rahman BizoyNo ratings yet
- Assignment - IDocument4 pagesAssignment - IchritNo ratings yet
- Transducers PresentationDocument31 pagesTransducers Presentationanur3a31No ratings yet
- Lab No. 02:: ApparatusDocument5 pagesLab No. 02:: ApparatusMohammad TufailNo ratings yet
- Operating and ControlDocument378 pagesOperating and Controlباسم باسمNo ratings yet
- Lab ReportDocument12 pagesLab ReportConnieRoseRamosNo ratings yet
- Fluid Mechanics and Machinery: 1. Define Density or Mass DensityDocument14 pagesFluid Mechanics and Machinery: 1. Define Density or Mass DensityAshok PradhanNo ratings yet






























































































Download as pdf or txt
You might also like
- Control: Pol MeitiDocument284 pagesControl: Pol MeitiMurtaza Ali100% (1)
- D4870 22-5-02 Standard Test Method For Determination of Total SedimentDocument8 pagesD4870 22-5-02 Standard Test Method For Determination of Total SedimentHamidreza AraghianNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Astm D4052-18Document8 pagesAstm D4052-18ridermateNo ratings yet
- Oxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodDocument5 pagesOxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodROHITNo ratings yet
- D91 PDFDocument3 pagesD91 PDFJuan Diego ArizabalNo ratings yet
- Review Problems 1-85 A Hydraulic Lift Is Used To LiftDocument22 pagesReview Problems 1-85 A Hydraulic Lift Is Used To Liftpanalopee100% (5)
- Operating and Maintenance InstructionsDocument16 pagesOperating and Maintenance InstructionsAhmad100% (1)
- Astm D1160 - 18Document20 pagesAstm D1160 - 18Metrologia Piedecuesta Solumed Ingenieria Ltda100% (2)
- D2896 - Standard Test Method For Base Number of Petroleum Products by Potentiometric Perchloric Acid TitrationDocument10 pagesD2896 - Standard Test Method For Base Number of Petroleum Products by Potentiometric Perchloric Acid TitrationEhsan ZiaeiNo ratings yet
- Manual Piston Cylinder Sampling For Volatile Crude Oils, Condensates, and Liquid Petroleum ProductsDocument14 pagesManual Piston Cylinder Sampling For Volatile Crude Oils, Condensates, and Liquid Petroleum ProductsjiandapaNo ratings yet
- Astm d4007Document11 pagesAstm d4007Juan David Velez EsquivelNo ratings yet
- Astm D1092-20Document9 pagesAstm D1092-20imad qaissouniNo ratings yet
- Apparent Viscosity of Engine Oils and Base Stocks Between - 10 °C and - 35 °C Using Cold-Cranking SimulatorDocument12 pagesApparent Viscosity of Engine Oils and Base Stocks Between - 10 °C and - 35 °C Using Cold-Cranking SimulatormanojballaNo ratings yet
- Gum Content in Fuels by Jet Evaporation: Standard Test Method ForDocument6 pagesGum Content in Fuels by Jet Evaporation: Standard Test Method ForDennise ChicaizaNo ratings yet
- Low-Temperature Viscosity of Automatic Transmission Fluids, Hydraulic Fluids, and Lubricants Using A Rotational ViscometerDocument18 pagesLow-Temperature Viscosity of Automatic Transmission Fluids, Hydraulic Fluids, and Lubricants Using A Rotational ViscometerShaker QaidiNo ratings yet
- Astm D4052 22Document5 pagesAstm D4052 22Emanuel MarkmanNo ratings yet
- D2882Document6 pagesD2882rimi7alNo ratings yet
- Astm D3700 - 21Document11 pagesAstm D3700 - 21bdr85No ratings yet
- D1160-Destilacion Al VacioDocument20 pagesD1160-Destilacion Al VacioLuis Ernesto Marin JaimesNo ratings yet
- Astm D5293 20Document7 pagesAstm D5293 20Heri FadliNo ratings yet
- API Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)Document5 pagesAPI Gravity of Crude Petroleum and Petroleum Products (Hydrometer Method)asma hamzaNo ratings yet
- ASTM D4052-2022 Densidad Digital Productos Del PetróleoDocument9 pagesASTM D4052-2022 Densidad Digital Productos Del Petróleodmvaldes21No ratings yet
- Astm D 942 PDFDocument5 pagesAstm D 942 PDFChandra ManiNo ratings yet
- Astm d381 Jtvo9242Document5 pagesAstm d381 Jtvo9242Nayth Andres GalazNo ratings yet
- ASTM D-381 Standard Test Method For Gum Content in Fuels by Jet EvaporationDocument5 pagesASTM D-381 Standard Test Method For Gum Content in Fuels by Jet EvaporationGabriela EhlertNo ratings yet
- D 3241-14a Thermal Oxidation Stability of Aviation Turbine Fuels1Document21 pagesD 3241-14a Thermal Oxidation Stability of Aviation Turbine Fuels1Ruben Perez Ayo100% (1)
- Evaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationDocument9 pagesEvaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationTsogtsaihan MyahlaiNo ratings yet
- Gum Content in Fuels by Jet Evaporation: Standard Test Method ForDocument6 pagesGum Content in Fuels by Jet Evaporation: Standard Test Method Forwilfred gomezNo ratings yet
- Determination of High Temperature Deposits by Thermo-Oxidation Engine Oil Simulation TestDocument7 pagesDetermination of High Temperature Deposits by Thermo-Oxidation Engine Oil Simulation TestJGD123No ratings yet
- Measurement of Thermal Stability of Aviation Turbine Fuels Under Turbulent Flow Conditions (Hirets Method)Document11 pagesMeasurement of Thermal Stability of Aviation Turbine Fuels Under Turbulent Flow Conditions (Hirets Method)MohanadNo ratings yet
- Determination of Vapor Pressure of Crude Oil: VPCR (Expansion Method)Document7 pagesDetermination of Vapor Pressure of Crude Oil: VPCR (Expansion Method)sroushNo ratings yet
- Astm D323-15a PVRDocument11 pagesAstm D323-15a PVRAngel MurilloNo ratings yet
- Distillation of Petroleum Products at Reduced Pressure: Standard Test Method ForDocument20 pagesDistillation of Petroleum Products at Reduced Pressure: Standard Test Method ForJesseNo ratings yet
- Sampling of High Pressure Hydrogen and Related Fuel Cell Feed GasesDocument5 pagesSampling of High Pressure Hydrogen and Related Fuel Cell Feed GasesFaiber AndrésNo ratings yet
- Determination of Light Hydrocarbons and Cut Point Intervals in Live Crude Oils and Condensates by Gas ChromatographyDocument15 pagesDetermination of Light Hydrocarbons and Cut Point Intervals in Live Crude Oils and Condensates by Gas Chromatographyasma hamzaNo ratings yet
- ASTM D287 12bDocument5 pagesASTM D287 12bDanieLaContrerasNo ratings yet
- D 381 - 00 - Rdm4ms0wmaDocument5 pagesD 381 - 00 - Rdm4ms0wmaLea CoriaNo ratings yet
- Density TestingDocument12 pagesDensity TestingAAKASHNo ratings yet
- D4928.26902 Agua en Aceites Crudos Por Valoración Colométrica de Karl FischerDocument6 pagesD4928.26902 Agua en Aceites Crudos Por Valoración Colométrica de Karl FischerLina Espitia TorresNo ratings yet
- ASTM D1298 12b 2017Document4 pagesASTM D1298 12b 2017Aldo Yael Flores PeñuelasNo ratings yet
- Measuring Viscosity at High Shear Rate by Tapered Bearing Simulator Viscometer at 100 °CDocument13 pagesMeasuring Viscosity at High Shear Rate by Tapered Bearing Simulator Viscometer at 100 °Cmohammed karasnehNo ratings yet
- ASTM-D7346-15Document4 pagesASTM-D7346-15duongtuanvuNo ratings yet
- 5.0 D5002-18 OriginalDocument6 pages5.0 D5002-18 OriginalRuben YoungNo ratings yet
- Density, Relative Density, and API Gravity of Liquids by Digital Density MeterDocument9 pagesDensity, Relative Density, and API Gravity of Liquids by Digital Density MeterAbidin SyakirinNo ratings yet
- ASTM D 323 (Presión de Vapor Reid)Document11 pagesASTM D 323 (Presión de Vapor Reid)Shirley GutierrezNo ratings yet
- Astm 2017-D6278 PDFDocument9 pagesAstm 2017-D6278 PDFsunaryo putra jayaNo ratings yet
- D1796 PDFDocument7 pagesD1796 PDFKelly FetkovichNo ratings yet
- CCS D5293Document9 pagesCCS D5293Sofia Fasolo CunhaNo ratings yet
- Astm D 721 - 17Document7 pagesAstm D 721 - 17Lluís Font100% (1)
- Astm D86 23Document13 pagesAstm D86 23a.daood404No ratings yet
- Determination of Yield Stress and Apparent Viscosity of Used Engine Oils at Low TemperatureDocument9 pagesDetermination of Yield Stress and Apparent Viscosity of Used Engine Oils at Low Temperatureasma hamzaNo ratings yet
- D1160 Distillation of Petroleum Products at Reduced Pressure PDFDocument20 pagesD1160 Distillation of Petroleum Products at Reduced Pressure PDFOscar CampoNo ratings yet
- Density, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer MethodDocument8 pagesDensity, Relative Density, or API Gravity of Crude Petroleum and Liquid Petroleum Products by Hydrometer MethodAbidin SyakirinNo ratings yet
- D2983Document11 pagesD2983Dennise ChicaizaNo ratings yet
- D2272 22 - Standard Test Method For Oxidation Stability of Steam Turbine Oils by Rotating Pressure VesselDocument22 pagesD2272 22 - Standard Test Method For Oxidation Stability of Steam Turbine Oils by Rotating Pressure VesselEhsan ZiaeiNo ratings yet
- Astm D5191 22Document5 pagesAstm D5191 22vituruchNo ratings yet
- Astm D5191 19Document9 pagesAstm D5191 19Claudia Barrera100% (1)
- Oxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodDocument5 pagesOxidation Stability of Lubricating Greases by The Oxygen Pressure Vessel MethodahmedNo ratings yet
- Astm D1298 99Document3 pagesAstm D1298 99uijall293No ratings yet
- ASTM-D473-22Document4 pagesASTM-D473-22ivanny dwiNo ratings yet
- Astm D4768 (Inhibidor Por Cromatografia)Document4 pagesAstm D4768 (Inhibidor Por Cromatografia)som.subestacionesNo ratings yet
- Oxidation Characteristics of Inhibited Mineral Oils: Standard Test Method ForDocument11 pagesOxidation Characteristics of Inhibited Mineral Oils: Standard Test Method ForTarlan AllahverdiyevNo ratings yet
- Acid Number of Petroleum Products by Potentiometric TitrationDocument10 pagesAcid Number of Petroleum Products by Potentiometric TitrationTarlan AllahverdiyevNo ratings yet
- D 445 - 11 Rus (Scan)Document22 pagesD 445 - 11 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 4052 - 15 Rus (Scan)Document18 pagesD 4052 - 15 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 2270 - 10 Rus (Scan)Document15 pagesD 2270 - 10 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 664 - 11a Rus (Scan)Document24 pagesD 664 - 11a Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- D 665 - 06 Rus (Scan)Document16 pagesD 665 - 06 Rus (Scan)Tarlan AllahverdiyevNo ratings yet
- Aafs Bh407 Ibf Kit IcaDocument157 pagesAafs Bh407 Ibf Kit IcaHugo GonzalezNo ratings yet
- Air Pollution Monitoring Scenario Calibration of AAQM Instruments & Tips For Reliable MonitoringDocument35 pagesAir Pollution Monitoring Scenario Calibration of AAQM Instruments & Tips For Reliable MonitoringECRDNo ratings yet
- Exercise 7Document3 pagesExercise 7Tanzim RahmanNo ratings yet
- Iso 3567 2011Document11 pagesIso 3567 2011Ashish DubeyNo ratings yet
- Quick Reference Guide For ValvesDocument1 pageQuick Reference Guide For ValvesEjaz Ahmed RanaNo ratings yet
- Energy Losses in Bends - : Experiment No. - 09Document7 pagesEnergy Losses in Bends - : Experiment No. - 09John Michael Menoza ZapantaNo ratings yet
- Pressure Vessel Test Certificate Form No. 9 (Rule 67 of The Chhattisgarh Factories Rules 1962)Document11 pagesPressure Vessel Test Certificate Form No. 9 (Rule 67 of The Chhattisgarh Factories Rules 1962)singhashish35No ratings yet
- Mod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantDocument2 pagesMod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantRiccardo VianelloNo ratings yet
- DPT CTRL Datasheet-5.0Document2 pagesDPT CTRL Datasheet-5.0Alejandro CorsiNo ratings yet
- Hydraulics Sheet 5 Energy ADocument19 pagesHydraulics Sheet 5 Energy AMohamed H AliNo ratings yet
- Physics Y10 Term 2 Exam Paper1 EditedDocument10 pagesPhysics Y10 Term 2 Exam Paper1 EditedEzra Loganathan MuniandiNo ratings yet
- Performance Test of Air CompressorDocument30 pagesPerformance Test of Air CompressorJ Kristan AlmonteNo ratings yet
- Final Exam AnswerDocument5 pagesFinal Exam Answerfahmi213No ratings yet
- 6991 1779 01 - LDocument28 pages6991 1779 01 - LRoman GitisNo ratings yet
- 4 Semester: Biju Patnaik University of Technology, OdishaDocument27 pages4 Semester: Biju Patnaik University of Technology, OdishaSunil NepakNo ratings yet
- Hydraulics Lecture Part I (Introduction)Document46 pagesHydraulics Lecture Part I (Introduction)Kristal AbalosNo ratings yet
- Murphygage de La Serie B Instrumento: Secta. 05Document26 pagesMurphygage de La Serie B Instrumento: Secta. 05AlejandroMuñozNo ratings yet
- (##) Non Conventional Air Compressor (Compressed Air Production From Speed SDocument73 pages(##) Non Conventional Air Compressor (Compressed Air Production From Speed SSakthiVelMNo ratings yet
- Homework SolutionDocument25 pagesHomework SolutionHirman De Nova0% (1)
- OpDocument88 pagesOpMahmud Rahman BizoyNo ratings yet
- Assignment - IDocument4 pagesAssignment - IchritNo ratings yet
- Transducers PresentationDocument31 pagesTransducers Presentationanur3a31No ratings yet
- Lab No. 02:: ApparatusDocument5 pagesLab No. 02:: ApparatusMohammad TufailNo ratings yet
- Operating and ControlDocument378 pagesOperating and Controlباسم باسمNo ratings yet
- Lab ReportDocument12 pagesLab ReportConnieRoseRamosNo ratings yet
- Fluid Mechanics and Machinery: 1. Define Density or Mass DensityDocument14 pagesFluid Mechanics and Machinery: 1. Define Density or Mass DensityAshok PradhanNo ratings yet