Download as pdf or txt
You might also like
- Interacción Surfactante-Polímero Sobre Las Propiedades Interfaciales de Una SustanciaDocument9 pagesInteracción Surfactante-Polímero Sobre Las Propiedades Interfaciales de Una SustanciaJesus BcNo ratings yet
- MSDocument18 pagesMSBarham Sabir MahmoodNo ratings yet
- SPE 124773 Application of pH-Triggered Polymers For Deep Conformance Control in Fractured ReservoirsDocument11 pagesSPE 124773 Application of pH-Triggered Polymers For Deep Conformance Control in Fractured ReservoirsLeopold Roj DomNo ratings yet
- Abbas2013e UnlockedDocument9 pagesAbbas2013e UnlockedIhsan ArifNo ratings yet
- Development of A High-Temperature-Resistant Polymer-Gel System For Conformance Control in Jidong Oil FieldDocument10 pagesDevelopment of A High-Temperature-Resistant Polymer-Gel System For Conformance Control in Jidong Oil FieldVeronicaNo ratings yet
- Bioresource Technology: R. Shpiner, G. Liu, D.C. StuckeyDocument7 pagesBioresource Technology: R. Shpiner, G. Liu, D.C. StuckeyDiego CordobaNo ratings yet
- Gillard 2015 PDFDocument15 pagesGillard 2015 PDFAnonymous q2q3sjR24KNo ratings yet
- SPE-182836-MS Simulation of Ionic Liquid Flooding For Chemical Enhance Oil Recovery Using CMG STARS SoftwareDocument14 pagesSPE-182836-MS Simulation of Ionic Liquid Flooding For Chemical Enhance Oil Recovery Using CMG STARS SoftwareVeronicaNo ratings yet
- 1 s2.0 S0920410517307817 MainDocument9 pages1 s2.0 S0920410517307817 Mainvuphamgiathuan13No ratings yet
- Investigation of Submerged Membrane Photocatalytic Reactor (SMPR) Operating Parameters During Oily Wastewater Treatment ProcessDocument9 pagesInvestigation of Submerged Membrane Photocatalytic Reactor (SMPR) Operating Parameters During Oily Wastewater Treatment ProcessRobertNo ratings yet
- Journal of Petroleum Science and EngineeringDocument8 pagesJournal of Petroleum Science and EngineeringDbaltNo ratings yet
- SPE 135101 Successful High-Temperature, Water-Control Case Histories in Highly Naturally Fractured Carbonate ReservoirsDocument15 pagesSPE 135101 Successful High-Temperature, Water-Control Case Histories in Highly Naturally Fractured Carbonate ReservoirsLeopold Roj DomNo ratings yet
- Study On Nano-Multi-Walled Carbon Nanotubes and Nano-TiO2 Modified Composite Reverse Osmosis Membrane in Water TreatmentDocument12 pagesStudy On Nano-Multi-Walled Carbon Nanotubes and Nano-TiO2 Modified Composite Reverse Osmosis Membrane in Water Treatmentyingxiao maNo ratings yet
- SP Flooding in Low Perm Tight ReservoirDocument16 pagesSP Flooding in Low Perm Tight Reservoirnitin lahkarNo ratings yet
- Mohajer I 2015Document47 pagesMohajer I 2015Cesar PosadaNo ratings yet
- Experimental Investigation of Polymer Flooding With Low-Salinity Preconditioning of High Temperature-High-Salinity Carbonate ReservoirDocument14 pagesExperimental Investigation of Polymer Flooding With Low-Salinity Preconditioning of High Temperature-High-Salinity Carbonate Reservoirsadeq norooziNo ratings yet
- Wettability Alteration To Intermediate Gas-Wetting in Porous Media at Elevated TemperaturesDocument27 pagesWettability Alteration To Intermediate Gas-Wetting in Porous Media at Elevated TemperaturesRamanamurthy PalliNo ratings yet
- Epoxy ResinDocument17 pagesEpoxy Resinamin peyvandNo ratings yet
- Spe 190377 MsDocument21 pagesSpe 190377 MsSeyedeh Maryam MousaviNo ratings yet
- SPE 153155 Water Shutoff at Ultralow Temperatures Using Organically Crosslinked Polymer GelsDocument10 pagesSPE 153155 Water Shutoff at Ultralow Temperatures Using Organically Crosslinked Polymer GelsLeopold Roj DomNo ratings yet
- Comparative Study of Oil Recovery Using AmphotericDocument13 pagesComparative Study of Oil Recovery Using AmphotericPradip SapkaleNo ratings yet
- SPE 121460 WebDocument20 pagesSPE 121460 WebAlexandra Cuellar GuasdeNo ratings yet
- H. Zhang Et Al. Separation and Purification Technology 63 (2008) 264-268Document5 pagesH. Zhang Et Al. Separation and Purification Technology 63 (2008) 264-268ZIA UR REHMANNo ratings yet
- Author's Accepted Manuscript: J.petrol.2014.11.012Document47 pagesAuthor's Accepted Manuscript: J.petrol.2014.11.012Arii WAhyudiiNo ratings yet
- Inaccessible Pore VolumeDocument15 pagesInaccessible Pore VolumeAprilya RamadantiNo ratings yet
- Experimental Study of Enhanced-Heavy-Oil Recovery in Berea Sandstone Cores by Use of Nanofluids ApplicationsDocument13 pagesExperimental Study of Enhanced-Heavy-Oil Recovery in Berea Sandstone Cores by Use of Nanofluids ApplicationsAnand aashishNo ratings yet
- Belhaj2019 Article TheEffectOfSurfactantConcentraDocument13 pagesBelhaj2019 Article TheEffectOfSurfactantConcentraIhsan ArifNo ratings yet
- spe-193011-ms (1)Document27 pagesspe-193011-ms (1)Mostafa MAHMOUD KORTAMNo ratings yet
- Proyecto SaponificacionDocument7 pagesProyecto SaponificacionGeovanniNo ratings yet
- Effect of NCO and OH Molar RatioDocument10 pagesEffect of NCO and OH Molar RatioUsama AwadNo ratings yet
- OTC-26068-MS Wettability Alteration of Heavy-Oil/Bitumen Containing Carbonates Using Solvents, High PH Solutions and Nano/Ionic LiquidsDocument18 pagesOTC-26068-MS Wettability Alteration of Heavy-Oil/Bitumen Containing Carbonates Using Solvents, High PH Solutions and Nano/Ionic Liquidsjose floresNo ratings yet
- SPE-169715-MS Chemical EOR For Heavy Oil The Canadian Experience - Heavy OilDocument31 pagesSPE-169715-MS Chemical EOR For Heavy Oil The Canadian Experience - Heavy OilGilbert OmittaNo ratings yet
- SPE-188174-MS Green EOR Utilizing Well-Defined Nano-Cellulose Based Nano-Fluids From Flask To FieldDocument13 pagesSPE-188174-MS Green EOR Utilizing Well-Defined Nano-Cellulose Based Nano-Fluids From Flask To FieldJosé Manuel UsuriagaNo ratings yet
- Unsaturated Polyester ResinsDocument7 pagesUnsaturated Polyester Resinsortizan8100% (1)
- Manual Biodiesel MgoDocument6 pagesManual Biodiesel Mgoaurelio quispeNo ratings yet
- SPE-200317-MS Transforming Challenges Into Opportunities: First High Salinity Polymer Injection Deployment in A Sour Sandstone Heavy Oil ReservoirDocument19 pagesSPE-200317-MS Transforming Challenges Into Opportunities: First High Salinity Polymer Injection Deployment in A Sour Sandstone Heavy Oil Reservoiryogs6666No ratings yet
- Poli EterDocument20 pagesPoli EterAquwh ChieychuandniechyimoudgthoeNo ratings yet
- Selection Method of Surfactants For Chemical Enhanced Oil RecoveryDocument8 pagesSelection Method of Surfactants For Chemical Enhanced Oil RecoveryAdhita MeryantoNo ratings yet
- Stability, Rheology and Displacement Performance of nano-SiO2Document9 pagesStability, Rheology and Displacement Performance of nano-SiO2Eva SilviaNo ratings yet
- Chemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenDocument7 pagesChemical Engineering Journal: Yong-Ming Dai, Jhong-Syuan Wu, Chiing-Chang Chen, Kung-Tung ChenMaria SiahaanNo ratings yet
- A Parametric Study of Layered Bed PSA For Hydrogen PurificationDocument16 pagesA Parametric Study of Layered Bed PSA For Hydrogen PurificationMateo PosadaNo ratings yet
- International Journal of Greenhouse Gas ControlDocument11 pagesInternational Journal of Greenhouse Gas Controlamirali2015No ratings yet
- Spe 197647 MS PDFDocument23 pagesSpe 197647 MS PDFCsdv MeghanaNo ratings yet
- Khamees 2018Document27 pagesKhamees 2018VeronicaNo ratings yet
- Separation and Purification TechnologyDocument6 pagesSeparation and Purification TechnologySTUDY CORNER chemistryNo ratings yet
- Homogeneous Hydrogenation of Fatty Acid Methyl Esters and Natural Oils Under Neat ConditionsDocument5 pagesHomogeneous Hydrogenation of Fatty Acid Methyl Esters and Natural Oils Under Neat ConditionsEnrique GallegosNo ratings yet
- Journal of Cleaner Production: Ying Tang, Jingfang Xu, Jie Zhang, Yong LuDocument6 pagesJournal of Cleaner Production: Ying Tang, Jingfang Xu, Jie Zhang, Yong Ludhairya.santreNo ratings yet
- Polymers: Stabilization of Pickering Emulsions by Hairy Nanoparticles Bearing PolyanionsDocument17 pagesPolymers: Stabilization of Pickering Emulsions by Hairy Nanoparticles Bearing PolyanionsAn BìnhNo ratings yet
- Zhang 2012Document12 pagesZhang 2012Melta Aditya NugrahaNo ratings yet
- Nanofiltration Process Applied To The Tannery SolutionsDocument2 pagesNanofiltration Process Applied To The Tannery SolutionsAditya RahmatNo ratings yet
- Revised - EA - 394 IGCESH 2018Document8 pagesRevised - EA - 394 IGCESH 2018Wan Mohd ShaharizuanNo ratings yet
- 2013PolymBull70pp391 401 TVPpolymerusedforEORDocument12 pages2013PolymBull70pp391 401 TVPpolymerusedforEORMostafa IsmailNo ratings yet
- Talanta: Sfoog H. Saleh, Carl P. TrippDocument10 pagesTalanta: Sfoog H. Saleh, Carl P. TrippHassan TalebiNo ratings yet
- All Green Microwave Assisted 99 Depolymerisation of Polyethylene Terephthalate Into Value Added Products Via Glycerol Pretreatment and Hydrolysis ReactionJournal of Polymers and The EnvironmentDocument13 pagesAll Green Microwave Assisted 99 Depolymerisation of Polyethylene Terephthalate Into Value Added Products Via Glycerol Pretreatment and Hydrolysis ReactionJournal of Polymers and The EnvironmentDana MateiNo ratings yet
- Nano FluidDocument23 pagesNano FluidPrashant PatelNo ratings yet
- 10 1016@j Petrol 2015 10 005Document18 pages10 1016@j Petrol 2015 10 005IkhsanjauharitsanyNo ratings yet
- SPE 164135 Mechanical and Thermal Stability of Polyacrylamide-Based Microgel Products For EORDocument11 pagesSPE 164135 Mechanical and Thermal Stability of Polyacrylamide-Based Microgel Products For EORLeopold Roj DomNo ratings yet
- 188 4 6 ADocument6 pages188 4 6 Apathak.plasticNo ratings yet
- Elkady 2016Document20 pagesElkady 2016Tamkin TamrazliNo ratings yet
- Glass Transition and Phase Transitions in Food and Biological MaterialsFrom EverandGlass Transition and Phase Transitions in Food and Biological MaterialsNo ratings yet
- 1 s2.0 S2007152314720026 MainDocument10 pages1 s2.0 S2007152314720026 MainmierdaNo ratings yet
- Dynamic Static AdsorptionDocument17 pagesDynamic Static AdsorptionmierdaNo ratings yet
- Biomedicines 11 01148Document8 pagesBiomedicines 11 01148mierdaNo ratings yet
- Cssc202100496 Sup 0001 Misc InformationDocument20 pagesCssc202100496 Sup 0001 Misc InformationmierdaNo ratings yet
- Molecules 28 03355Document14 pagesMolecules 28 03355mierdaNo ratings yet
- Energies 14 03166 v2Document17 pagesEnergies 14 03166 v2mierdaNo ratings yet
- Energies 15 00991 v2Document15 pagesEnergies 15 00991 v2mierdaNo ratings yet
- Energies 15 07109 v2Document12 pagesEnergies 15 07109 v2mierdaNo ratings yet
- Lecture 4 Ore DepDocument7 pagesLecture 4 Ore DepPeter TolibasNo ratings yet
- The Production of Cumene Using Zeolite Catalyst Aspen Model DocumentationDocument16 pagesThe Production of Cumene Using Zeolite Catalyst Aspen Model Documentationديانا محمدNo ratings yet
- Catabolic Activities of Aerobic HeterotrophsDocument26 pagesCatabolic Activities of Aerobic HeterotrophsSh SarkerNo ratings yet
- Kalrez Semicon Selection GuideDocument4 pagesKalrez Semicon Selection GuideSofwat SanjayaNo ratings yet
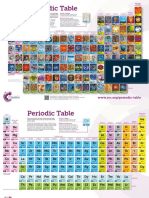
- Periodic Table Chart A4 WebDocument2 pagesPeriodic Table Chart A4 WebvibinNo ratings yet
- DEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariaDocument11 pagesDEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariatestesadaNo ratings yet
- Megasil M 1763Document2 pagesMegasil M 1763Siddharth SainathNo ratings yet
- Extraction of Copper and Gold From Anode Slime of Sarcheshmeh Copper Complex by M.H.Dehghanpoor PDFDocument5 pagesExtraction of Copper and Gold From Anode Slime of Sarcheshmeh Copper Complex by M.H.Dehghanpoor PDFFerudun AkyolNo ratings yet
- Tuesday 2 June 2020: ChemistryDocument32 pagesTuesday 2 June 2020: ChemistryzzaanNo ratings yet
- B.I Welded Pipe Fittings-Clayton BrandDocument12 pagesB.I Welded Pipe Fittings-Clayton BrandAndrei SabaterNo ratings yet
- Aceite X2-40 - EspecificacionesDocument2 pagesAceite X2-40 - EspecificacionesHarzanyi MaldonadoNo ratings yet
- Tuli Public School Nagpur: Investigatory Project On Commercial AntacidDocument25 pagesTuli Public School Nagpur: Investigatory Project On Commercial AntacidAxeNo ratings yet
- FJ Hydraulic Seals Rod Part (Vedação Haste)Document120 pagesFJ Hydraulic Seals Rod Part (Vedação Haste)SérgioTeixeiraAraújoNo ratings yet
- Determination Paraben in ShampooDocument5 pagesDetermination Paraben in ShampooromaincharlesNo ratings yet
- Simulation of A Natural Gas Processing Plant With An Amine-Based System For The Removal of h2SDocument11 pagesSimulation of A Natural Gas Processing Plant With An Amine-Based System For The Removal of h2SAntonio EngenhariasNo ratings yet
- What Is NanocelluloseDocument5 pagesWhat Is NanocelluloseAbhishek GadhwalNo ratings yet
- Experiment 3Document3 pagesExperiment 3Siti Rahmah YahyaNo ratings yet
- Exp.1-Distillation, Simple and FractionalDocument18 pagesExp.1-Distillation, Simple and FractionalzazoNo ratings yet
- Herbal ExcipientsDocument14 pagesHerbal ExcipientsAG STXLEZNo ratings yet
- Loss On Ignition (L.O.I) : Concrete Technology (I) Lecture 3Document10 pagesLoss On Ignition (L.O.I) : Concrete Technology (I) Lecture 3Mahmoud HosnyNo ratings yet
- What Is AdsorptionDocument2 pagesWhat Is Adsorptioni1607282No ratings yet
- Beneficiation of Azara Barite Ore Using A Combination of Jigging, Froth Flotation and LeachingDocument6 pagesBeneficiation of Azara Barite Ore Using A Combination of Jigging, Froth Flotation and LeachingPhilips UchennaNo ratings yet
- Steel Composition - SiliconDocument6 pagesSteel Composition - SiliconjaffliangNo ratings yet
- Mipro-E (Hyb)Document1 pageMipro-E (Hyb)pradeepdesaiuchNo ratings yet
- MAN0011181 Coomassie Bradford Protein Asy UGDocument10 pagesMAN0011181 Coomassie Bradford Protein Asy UGfarhanms80No ratings yet
- 0620 - m24 - QP - 12 IGCSEDocument16 pages0620 - m24 - QP - 12 IGCSEchemceptualwithfaizNo ratings yet
- Physical and Physico Chemical Processes: 3.1. Material Preparation For Physical SeparationDocument1 pagePhysical and Physico Chemical Processes: 3.1. Material Preparation For Physical SeparationFatichatul Chusna IINo ratings yet
- En 13835Document12 pagesEn 13835Aditya PratapNo ratings yet
- Is.8188.1999 0 PDFDocument25 pagesIs.8188.1999 0 PDFArunkumar ChandaranNo ratings yet
- Btech Project ReportDocument23 pagesBtech Project ReportS RNo ratings yet