
Chapter 3 - Physical Properties
Chapter 3 - Physical Properties
You might also like
- Determination The Total Solid Content (TSC) of NR and NBR LatexDocument7 pagesDetermination The Total Solid Content (TSC) of NR and NBR LatexWon Quek100% (2)
- Form 4 Physics Formula ListDocument7 pagesForm 4 Physics Formula ListNoraini Ibrahim33% (3)
- Perspex ManualDocument40 pagesPerspex ManualGarry TaylorNo ratings yet
- S T A N D A R D: SpecificationDocument16 pagesS T A N D A R D: SpecificationGarry TaylorNo ratings yet
- 5027,1 Computer-Aided Design Standards - CATIA V5Document51 pages5027,1 Computer-Aided Design Standards - CATIA V5Garry TaylorNo ratings yet
- Project Title: Fabrication of Ceramic Re-Inforced Composite From Industrial Waste and ResinDocument22 pagesProject Title: Fabrication of Ceramic Re-Inforced Composite From Industrial Waste and ResinIam VishalNo ratings yet
- Technical Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesDocument2 pagesTechnical Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesFadi MagdyNo ratings yet
- Luyos Design MixDocument18 pagesLuyos Design MixRennee Son Bancud100% (1)
- Upstream Process Engineering Course: 1. Physical PropertiesDocument20 pagesUpstream Process Engineering Course: 1. Physical PropertiesMohamed SelimNo ratings yet
- Doe LatestDocument1 pageDoe Latesthajjiyare2016No ratings yet
- Sieve Analysis For Coarse Aggregates - Kico Project-091222Document1 pageSieve Analysis For Coarse Aggregates - Kico Project-091222mitendra singh100% (1)
- Bulk Density MeasurementDocument17 pagesBulk Density Measurementedison nadeakNo ratings yet
- Stehende Wellen Im Mikrowellenbereich Electron AbsorptionDocument5 pagesStehende Wellen Im Mikrowellenbereich Electron AbsorptionAlexandraFlorentynaNo ratings yet
- One Dimensional ConsolidationDocument2 pagesOne Dimensional ConsolidationPaschal MazikuNo ratings yet
- PDF Labtest Ruko 3 Lantai 2sample - GJMDocument14 pagesPDF Labtest Ruko 3 Lantai 2sample - GJMgusmawarni putriNo ratings yet
- One Dimensional Consolidation Properties: (Oedometer)Document2 pagesOne Dimensional Consolidation Properties: (Oedometer)Siti MaimunahNo ratings yet
- Product Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesDocument2 pagesProduct Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesBERKAT RAJA SEMESTANo ratings yet
- Lapres KF - Massa Jenis Solid Dan LiquidDocument5 pagesLapres KF - Massa Jenis Solid Dan LiquidTriyaldi MaulanaNo ratings yet
- Plumb Conc.Document28 pagesPlumb Conc.Muhammad AwaisNo ratings yet
- Group 5 Tensile Test ReportDocument13 pagesGroup 5 Tensile Test ReportMarco Túlio DalCólNo ratings yet
- Duratron D7015 PI PDS E 30032019 02Document1 pageDuratron D7015 PI PDS E 30032019 02Andres BarriosNo ratings yet
- Experimental Program: 3.1 GeneralDocument26 pagesExperimental Program: 3.1 Generalshivanand hippargaNo ratings yet
- Nylatron GSM Technical Data SheetDocument1 pageNylatron GSM Technical Data SheetgovindsrNo ratings yet
- TDS ELECTROLUBE UR5528 Black EngDocument4 pagesTDS ELECTROLUBE UR5528 Black EngscorpionbadshahNo ratings yet
- Amtir-1 Datasheet CesDocument5 pagesAmtir-1 Datasheet Ces'Sebastian OrtizNo ratings yet
- White Paper S-Shearwave Liver 2 RS80A 2017Document8 pagesWhite Paper S-Shearwave Liver 2 RS80A 2017Hajjab AnasNo ratings yet
- Iodine 131 Coficient AttenuationDocument6 pagesIodine 131 Coficient AttenuationCarlos CadavidNo ratings yet
- Mes-Lum-Ca-08-2022 - 0003-KicoDocument1 pageMes-Lum-Ca-08-2022 - 0003-KicoMitendra Kumar ChauhanNo ratings yet
- Camarines Norte State College: Complete The Tables For The Three ProceduresDocument3 pagesCamarines Norte State College: Complete The Tables For The Three Procedureselmer jr bardonhNo ratings yet
- Ertalyte - TX Data SheetDocument1 pageErtalyte - TX Data Sheetjhax90No ratings yet
- DPRImDocument30 pagesDPRImsteve kujoNo ratings yet
- CEFCHB1 (4) - Mass Flow Audio SlidesDocument17 pagesCEFCHB1 (4) - Mass Flow Audio Slidessimlindiletrinity530No ratings yet
- Drilling Experiment Find Density OutlinesDocument5 pagesDrilling Experiment Find Density Outlinesperiya salehNo ratings yet
- Chapter 3 Fluid Properties: 3.1 ViscosityDocument14 pagesChapter 3 Fluid Properties: 3.1 ViscosityAkrm GobranNo ratings yet
- Density Log: DR Bijaya K BeheraDocument20 pagesDensity Log: DR Bijaya K BeheraSagar DadhichNo ratings yet
- Decomposition of Sodium Hydrogen CarbonateDocument7 pagesDecomposition of Sodium Hydrogen CarbonateNerissa DoNo ratings yet
- Lab 2Document5 pagesLab 2periya salehNo ratings yet
- Multilayer Dielectric Thickness CalculationDocument4 pagesMultilayer Dielectric Thickness Calculationabdallah meziti-proNo ratings yet
- Ketron 1000 PEEK PDS E 30032019 01Document1 pageKetron 1000 PEEK PDS E 30032019 01jorgepradaco1No ratings yet
- Penentuan CBR Desain Untuk Contoh Uji Yang Dipadatkan Pada Kadar Air OptimumDocument12 pagesPenentuan CBR Desain Untuk Contoh Uji Yang Dipadatkan Pada Kadar Air OptimumfennyNo ratings yet
- Lab Exp 1 2Document26 pagesLab Exp 1 2Amr TarekNo ratings yet
- Sintered Product - Triaxial CU Test ReportDocument5 pagesSintered Product - Triaxial CU Test ReportwaimyintgeonamicsNo ratings yet
- 12.2. Report Experiment Lab OutlinesDocument5 pages12.2. Report Experiment Lab Outlinesperiya salehNo ratings yet
- Petroleum Report Experiment Lab OutlinesDocument5 pagesPetroleum Report Experiment Lab Outlinesperiya salehNo ratings yet
- HydroTracer P3EDocument4 pagesHydroTracer P3EAkpınar MakinaNo ratings yet
- Phase2 Analysis Information Project1Document6 pagesPhase2 Analysis Information Project1Ashwani BindalNo ratings yet
- Typical Engineering Properties of High Density Polyethylene: General Properties English Units SI UnitsDocument2 pagesTypical Engineering Properties of High Density Polyethylene: General Properties English Units SI UnitsAnil AmrawanshiNo ratings yet
- Topic 11 Manual 2023Document24 pagesTopic 11 Manual 2023Ha NaNo ratings yet
- Comparison Test Report of PVC Packing Tape & Weight CalculationDocument3 pagesComparison Test Report of PVC Packing Tape & Weight CalculationjamilNo ratings yet
- Property Evaluation of Coir Fiber Reinforced Polymer CompositesDocument22 pagesProperty Evaluation of Coir Fiber Reinforced Polymer CompositesPrince DasNo ratings yet
- Design MixDocument20 pagesDesign MixcimpstazNo ratings yet
- Lab Report 2Document6 pagesLab Report 2Bilal AhmadNo ratings yet
- Cab 551-02Document3 pagesCab 551-02optimus_1404No ratings yet
- Formato de ArtículoDocument2 pagesFormato de Artículorenzo vargas vizquerraNo ratings yet
- Density and Concentration Fluctuations of Supercritical CO - CH OH MixtureDocument1 pageDensity and Concentration Fluctuations of Supercritical CO - CH OH MixtureAriqoh RizqyNo ratings yet
- 3-Hand-Held Portable Hardness TesterDocument4 pages3-Hand-Held Portable Hardness Testermehdi abdianNo ratings yet
- Ansys Fluent Simulation Report - PDF 1Document9 pagesAnsys Fluent Simulation Report - PDF 1Manjunath D RNo ratings yet
- Pour Card: Correction For Moisture Content For PQCDocument1 pagePour Card: Correction For Moisture Content For PQCQuality JamNo ratings yet
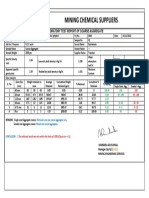
- Test Report of Coarse Aggrigate (10-20MM) - KasongoDocument1 pageTest Report of Coarse Aggrigate (10-20MM) - KasongoMitendra Kumar ChauhanNo ratings yet
- NBR 6240 TdsDocument2 pagesNBR 6240 TdsYorgieNo ratings yet
- Seminar (30-10-2022)Document36 pagesSeminar (30-10-2022)Faris JasimNo ratings yet
- AbuganMarijoe LAB3Document8 pagesAbuganMarijoe LAB3ILEENVIRUSNo ratings yet
- Handling ConflictDocument1 pageHandling ConflictGarry TaylorNo ratings yet
- Managing Time and PrioritiesDocument64 pagesManaging Time and PrioritiesGarry TaylorNo ratings yet
- Peristaltic Pumps - A Lot More Than Just Heavy DutyDocument4 pagesPeristaltic Pumps - A Lot More Than Just Heavy DutyGarry TaylorNo ratings yet
- Design For AssemblyDocument13 pagesDesign For AssemblyGarry TaylorNo ratings yet
- 8D Problem SolvingDocument94 pages8D Problem SolvingGarry TaylorNo ratings yet
- NV75N5641RS Eu DG68-01057C-03 En-DeDocument104 pagesNV75N5641RS Eu DG68-01057C-03 En-DeGarry TaylorNo ratings yet
- White Paper Guidelines For The Application of Plastic Hinges by Nigel Pritchett, M.D., Elesa UK LTDDocument3 pagesWhite Paper Guidelines For The Application of Plastic Hinges by Nigel Pritchett, M.D., Elesa UK LTDGarry TaylorNo ratings yet
- Project Review Zero Technical Review Essential QuestionsDocument9 pagesProject Review Zero Technical Review Essential QuestionsGarry TaylorNo ratings yet
- Product Design SpecificationDocument4 pagesProduct Design SpecificationGarry TaylorNo ratings yet
- Project File HeadingsDocument2 pagesProject File HeadingsGarry TaylorNo ratings yet
- 1E2722 V04 - ProE DrawingsDocument2 pages1E2722 V04 - ProE DrawingsGarry TaylorNo ratings yet
- The Designers Guide To Precision Shaft CouplingsDocument27 pagesThe Designers Guide To Precision Shaft CouplingsGarry TaylorNo ratings yet
- Torque Conversion Chart English To MetricDocument2 pagesTorque Conversion Chart English To MetricGarry TaylorNo ratings yet
- 5021,21 Drawing Forms and Title BlocksDocument9 pages5021,21 Drawing Forms and Title BlocksGarry TaylorNo ratings yet
- K Factor BendsDocument1 pageK Factor BendsGarry TaylorNo ratings yet
- E-4 Identification of Polymeric MaterialsDocument5 pagesE-4 Identification of Polymeric MaterialsGarry TaylorNo ratings yet
- @perkins: Technical Data Document TD 520 Component IdentificationDocument10 pages@perkins: Technical Data Document TD 520 Component IdentificationGarry TaylorNo ratings yet
- FEA Top 10 Analysis ChecksDocument4 pagesFEA Top 10 Analysis ChecksGarry TaylorNo ratings yet
- @perkins: TD 500 Technical Data Document General Machining StandardsDocument6 pages@perkins: TD 500 Technical Data Document General Machining StandardsGarry TaylorNo ratings yet
- Volvo Corp TolDocument113 pagesVolvo Corp Tolbrharrill185No ratings yet
- 5021,42 Part List in Design-Engineering DocumentationDocument3 pages5021,42 Part List in Design-Engineering DocumentationGarry TaylorNo ratings yet
- Basic Linear Static Analysis Methodology in Ansys WorkbenchDocument25 pagesBasic Linear Static Analysis Methodology in Ansys WorkbenchGarry TaylorNo ratings yet
- Physics Modifications and ExplanationsDocument25 pagesPhysics Modifications and Explanationsaziera norazmiNo ratings yet
- Electrical Power Over Fiber OpticsDocument7 pagesElectrical Power Over Fiber OpticsDerek MerkNo ratings yet
- Calibration BlocksDocument3 pagesCalibration BlocksvenkatNo ratings yet
- Igcse Physics Textbook 2Document337 pagesIgcse Physics Textbook 2liligharzeddine09No ratings yet
- Physics Definition Form 4Document2 pagesPhysics Definition Form 4WillSeekerNo ratings yet
- Review Notes in Physics 2-ECEDocument12 pagesReview Notes in Physics 2-ECEAnonymous cuVSFiNo ratings yet
- Chapter PhysicsDocument66 pagesChapter PhysicsnallilathaNo ratings yet
- Physics Investigatory ProjectDocument16 pagesPhysics Investigatory ProjectNilanjana Mishra56% (32)
- 10 Diffraction and PolarisationDocument10 pages10 Diffraction and PolarisationHelenNo ratings yet
- Allen NTSE Statewise Sample Paper With Solution-1Document8 pagesAllen NTSE Statewise Sample Paper With Solution-1ASDFNo ratings yet
- Optical Mineralogy: Minerals in Plane Polarised LightDocument29 pagesOptical Mineralogy: Minerals in Plane Polarised LightRidho FirdausmanNo ratings yet
- Go Enzo Nathan - FA#8 - Activity 1.8 - Reflection and RefractionDocument8 pagesGo Enzo Nathan - FA#8 - Activity 1.8 - Reflection and Refractionenzonathan.goNo ratings yet
- Signed-Off Science8 q1 Mod5 ColorsOfLight v2Document31 pagesSigned-Off Science8 q1 Mod5 ColorsOfLight v2Teacher Mel83% (6)
- Anti Reectivecoatings Acriticalin DepthreviewDocument27 pagesAnti Reectivecoatings Acriticalin DepthreviewDayti JuniorNo ratings yet
- Light VerifiedDocument12 pagesLight VerifiedHIMNISH SHARMANo ratings yet
- Paper-2 Set A (Source)Document9 pagesPaper-2 Set A (Source)Dewan Olin ChotepadaeNo ratings yet
- Brilliant: Study Centre Repeaters Neet ExaminationDocument36 pagesBrilliant: Study Centre Repeaters Neet ExaminationRoronoa ZoroNo ratings yet
- Optical PropertiesDocument74 pagesOptical PropertiesVinodhan Milo SivavikkramanNo ratings yet
- Chapter 9 - Ray Optics & Optical InstrumentsDocument22 pagesChapter 9 - Ray Optics & Optical InstrumentsAnil SarohaNo ratings yet
- 12th Physics by PlancessDocument1,001 pages12th Physics by PlancessAnkit Kumawat100% (2)
- GE6262-Physics Laboratory II MANUALDocument73 pagesGE6262-Physics Laboratory II MANUALPRIYA RAJINo ratings yet
- Physics Lecture Planner by Physics Wallah For Boards BoosterDocument1 pagePhysics Lecture Planner by Physics Wallah For Boards BoosterMr AnonymousNo ratings yet
- UT - Questions and AnswersDocument238 pagesUT - Questions and AnswersDeepak_Gurjar100% (7)
- 350992444-Optics NMAT ReviewerDocument11 pages350992444-Optics NMAT ReviewerKorra SamiNo ratings yet
- U2 T3 C 1refraction TIRDocument11 pagesU2 T3 C 1refraction TIRddlNo ratings yet
- Particle Monitoring in Liquids: Liquid Particle Counter: Author: Professor: David Pui TA: Poshin Lee Lab MembersDocument17 pagesParticle Monitoring in Liquids: Liquid Particle Counter: Author: Professor: David Pui TA: Poshin Lee Lab MembersSeethaNo ratings yet
- Transmission Lines DATA COMMUNICATION SYSTEMSDocument25 pagesTransmission Lines DATA COMMUNICATION SYSTEMSGuru RajNo ratings yet
- Vapor Cloud Explosion (Vce) Blast Damage Far Beyond The Company Property LineDocument10 pagesVapor Cloud Explosion (Vce) Blast Damage Far Beyond The Company Property Linekirandevi1981No ratings yet
- Acessorios FTIRDocument52 pagesAcessorios FTIRanagabriela12No ratings yet

















































































































Download as pdf or txt
You might also like
- Determination The Total Solid Content (TSC) of NR and NBR LatexDocument7 pagesDetermination The Total Solid Content (TSC) of NR and NBR LatexWon Quek100% (2)
- Form 4 Physics Formula ListDocument7 pagesForm 4 Physics Formula ListNoraini Ibrahim33% (3)
- Perspex ManualDocument40 pagesPerspex ManualGarry TaylorNo ratings yet
- S T A N D A R D: SpecificationDocument16 pagesS T A N D A R D: SpecificationGarry TaylorNo ratings yet
- 5027,1 Computer-Aided Design Standards - CATIA V5Document51 pages5027,1 Computer-Aided Design Standards - CATIA V5Garry TaylorNo ratings yet
- Project Title: Fabrication of Ceramic Re-Inforced Composite From Industrial Waste and ResinDocument22 pagesProject Title: Fabrication of Ceramic Re-Inforced Composite From Industrial Waste and ResinIam VishalNo ratings yet
- Technical Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesDocument2 pagesTechnical Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesFadi MagdyNo ratings yet
- Luyos Design MixDocument18 pagesLuyos Design MixRennee Son Bancud100% (1)
- Upstream Process Engineering Course: 1. Physical PropertiesDocument20 pagesUpstream Process Engineering Course: 1. Physical PropertiesMohamed SelimNo ratings yet
- Doe LatestDocument1 pageDoe Latesthajjiyare2016No ratings yet
- Sieve Analysis For Coarse Aggregates - Kico Project-091222Document1 pageSieve Analysis For Coarse Aggregates - Kico Project-091222mitendra singh100% (1)
- Bulk Density MeasurementDocument17 pagesBulk Density Measurementedison nadeakNo ratings yet
- Stehende Wellen Im Mikrowellenbereich Electron AbsorptionDocument5 pagesStehende Wellen Im Mikrowellenbereich Electron AbsorptionAlexandraFlorentynaNo ratings yet
- One Dimensional ConsolidationDocument2 pagesOne Dimensional ConsolidationPaschal MazikuNo ratings yet
- PDF Labtest Ruko 3 Lantai 2sample - GJMDocument14 pagesPDF Labtest Ruko 3 Lantai 2sample - GJMgusmawarni putriNo ratings yet
- One Dimensional Consolidation Properties: (Oedometer)Document2 pagesOne Dimensional Consolidation Properties: (Oedometer)Siti MaimunahNo ratings yet
- Product Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesDocument2 pagesProduct Data Sheet: Eastman™ Cellulose Acetate Butyrate (CAB-551-0.2) Application/UsesBERKAT RAJA SEMESTANo ratings yet
- Lapres KF - Massa Jenis Solid Dan LiquidDocument5 pagesLapres KF - Massa Jenis Solid Dan LiquidTriyaldi MaulanaNo ratings yet
- Plumb Conc.Document28 pagesPlumb Conc.Muhammad AwaisNo ratings yet
- Group 5 Tensile Test ReportDocument13 pagesGroup 5 Tensile Test ReportMarco Túlio DalCólNo ratings yet
- Duratron D7015 PI PDS E 30032019 02Document1 pageDuratron D7015 PI PDS E 30032019 02Andres BarriosNo ratings yet
- Experimental Program: 3.1 GeneralDocument26 pagesExperimental Program: 3.1 Generalshivanand hippargaNo ratings yet
- Nylatron GSM Technical Data SheetDocument1 pageNylatron GSM Technical Data SheetgovindsrNo ratings yet
- TDS ELECTROLUBE UR5528 Black EngDocument4 pagesTDS ELECTROLUBE UR5528 Black EngscorpionbadshahNo ratings yet
- Amtir-1 Datasheet CesDocument5 pagesAmtir-1 Datasheet Ces'Sebastian OrtizNo ratings yet
- White Paper S-Shearwave Liver 2 RS80A 2017Document8 pagesWhite Paper S-Shearwave Liver 2 RS80A 2017Hajjab AnasNo ratings yet
- Iodine 131 Coficient AttenuationDocument6 pagesIodine 131 Coficient AttenuationCarlos CadavidNo ratings yet
- Mes-Lum-Ca-08-2022 - 0003-KicoDocument1 pageMes-Lum-Ca-08-2022 - 0003-KicoMitendra Kumar ChauhanNo ratings yet
- Camarines Norte State College: Complete The Tables For The Three ProceduresDocument3 pagesCamarines Norte State College: Complete The Tables For The Three Procedureselmer jr bardonhNo ratings yet
- Ertalyte - TX Data SheetDocument1 pageErtalyte - TX Data Sheetjhax90No ratings yet
- DPRImDocument30 pagesDPRImsteve kujoNo ratings yet
- CEFCHB1 (4) - Mass Flow Audio SlidesDocument17 pagesCEFCHB1 (4) - Mass Flow Audio Slidessimlindiletrinity530No ratings yet
- Drilling Experiment Find Density OutlinesDocument5 pagesDrilling Experiment Find Density Outlinesperiya salehNo ratings yet
- Chapter 3 Fluid Properties: 3.1 ViscosityDocument14 pagesChapter 3 Fluid Properties: 3.1 ViscosityAkrm GobranNo ratings yet
- Density Log: DR Bijaya K BeheraDocument20 pagesDensity Log: DR Bijaya K BeheraSagar DadhichNo ratings yet
- Decomposition of Sodium Hydrogen CarbonateDocument7 pagesDecomposition of Sodium Hydrogen CarbonateNerissa DoNo ratings yet
- Lab 2Document5 pagesLab 2periya salehNo ratings yet
- Multilayer Dielectric Thickness CalculationDocument4 pagesMultilayer Dielectric Thickness Calculationabdallah meziti-proNo ratings yet
- Ketron 1000 PEEK PDS E 30032019 01Document1 pageKetron 1000 PEEK PDS E 30032019 01jorgepradaco1No ratings yet
- Penentuan CBR Desain Untuk Contoh Uji Yang Dipadatkan Pada Kadar Air OptimumDocument12 pagesPenentuan CBR Desain Untuk Contoh Uji Yang Dipadatkan Pada Kadar Air OptimumfennyNo ratings yet
- Lab Exp 1 2Document26 pagesLab Exp 1 2Amr TarekNo ratings yet
- Sintered Product - Triaxial CU Test ReportDocument5 pagesSintered Product - Triaxial CU Test ReportwaimyintgeonamicsNo ratings yet
- 12.2. Report Experiment Lab OutlinesDocument5 pages12.2. Report Experiment Lab Outlinesperiya salehNo ratings yet
- Petroleum Report Experiment Lab OutlinesDocument5 pagesPetroleum Report Experiment Lab Outlinesperiya salehNo ratings yet
- HydroTracer P3EDocument4 pagesHydroTracer P3EAkpınar MakinaNo ratings yet
- Phase2 Analysis Information Project1Document6 pagesPhase2 Analysis Information Project1Ashwani BindalNo ratings yet
- Typical Engineering Properties of High Density Polyethylene: General Properties English Units SI UnitsDocument2 pagesTypical Engineering Properties of High Density Polyethylene: General Properties English Units SI UnitsAnil AmrawanshiNo ratings yet
- Topic 11 Manual 2023Document24 pagesTopic 11 Manual 2023Ha NaNo ratings yet
- Comparison Test Report of PVC Packing Tape & Weight CalculationDocument3 pagesComparison Test Report of PVC Packing Tape & Weight CalculationjamilNo ratings yet
- Property Evaluation of Coir Fiber Reinforced Polymer CompositesDocument22 pagesProperty Evaluation of Coir Fiber Reinforced Polymer CompositesPrince DasNo ratings yet
- Design MixDocument20 pagesDesign MixcimpstazNo ratings yet
- Lab Report 2Document6 pagesLab Report 2Bilal AhmadNo ratings yet
- Cab 551-02Document3 pagesCab 551-02optimus_1404No ratings yet
- Formato de ArtículoDocument2 pagesFormato de Artículorenzo vargas vizquerraNo ratings yet
- Density and Concentration Fluctuations of Supercritical CO - CH OH MixtureDocument1 pageDensity and Concentration Fluctuations of Supercritical CO - CH OH MixtureAriqoh RizqyNo ratings yet
- 3-Hand-Held Portable Hardness TesterDocument4 pages3-Hand-Held Portable Hardness Testermehdi abdianNo ratings yet
- Ansys Fluent Simulation Report - PDF 1Document9 pagesAnsys Fluent Simulation Report - PDF 1Manjunath D RNo ratings yet
- Pour Card: Correction For Moisture Content For PQCDocument1 pagePour Card: Correction For Moisture Content For PQCQuality JamNo ratings yet
- Test Report of Coarse Aggrigate (10-20MM) - KasongoDocument1 pageTest Report of Coarse Aggrigate (10-20MM) - KasongoMitendra Kumar ChauhanNo ratings yet
- NBR 6240 TdsDocument2 pagesNBR 6240 TdsYorgieNo ratings yet
- Seminar (30-10-2022)Document36 pagesSeminar (30-10-2022)Faris JasimNo ratings yet
- AbuganMarijoe LAB3Document8 pagesAbuganMarijoe LAB3ILEENVIRUSNo ratings yet
- Handling ConflictDocument1 pageHandling ConflictGarry TaylorNo ratings yet
- Managing Time and PrioritiesDocument64 pagesManaging Time and PrioritiesGarry TaylorNo ratings yet
- Peristaltic Pumps - A Lot More Than Just Heavy DutyDocument4 pagesPeristaltic Pumps - A Lot More Than Just Heavy DutyGarry TaylorNo ratings yet
- Design For AssemblyDocument13 pagesDesign For AssemblyGarry TaylorNo ratings yet
- 8D Problem SolvingDocument94 pages8D Problem SolvingGarry TaylorNo ratings yet
- NV75N5641RS Eu DG68-01057C-03 En-DeDocument104 pagesNV75N5641RS Eu DG68-01057C-03 En-DeGarry TaylorNo ratings yet
- White Paper Guidelines For The Application of Plastic Hinges by Nigel Pritchett, M.D., Elesa UK LTDDocument3 pagesWhite Paper Guidelines For The Application of Plastic Hinges by Nigel Pritchett, M.D., Elesa UK LTDGarry TaylorNo ratings yet
- Project Review Zero Technical Review Essential QuestionsDocument9 pagesProject Review Zero Technical Review Essential QuestionsGarry TaylorNo ratings yet
- Product Design SpecificationDocument4 pagesProduct Design SpecificationGarry TaylorNo ratings yet
- Project File HeadingsDocument2 pagesProject File HeadingsGarry TaylorNo ratings yet
- 1E2722 V04 - ProE DrawingsDocument2 pages1E2722 V04 - ProE DrawingsGarry TaylorNo ratings yet
- The Designers Guide To Precision Shaft CouplingsDocument27 pagesThe Designers Guide To Precision Shaft CouplingsGarry TaylorNo ratings yet
- Torque Conversion Chart English To MetricDocument2 pagesTorque Conversion Chart English To MetricGarry TaylorNo ratings yet
- 5021,21 Drawing Forms and Title BlocksDocument9 pages5021,21 Drawing Forms and Title BlocksGarry TaylorNo ratings yet
- K Factor BendsDocument1 pageK Factor BendsGarry TaylorNo ratings yet
- E-4 Identification of Polymeric MaterialsDocument5 pagesE-4 Identification of Polymeric MaterialsGarry TaylorNo ratings yet
- @perkins: Technical Data Document TD 520 Component IdentificationDocument10 pages@perkins: Technical Data Document TD 520 Component IdentificationGarry TaylorNo ratings yet
- FEA Top 10 Analysis ChecksDocument4 pagesFEA Top 10 Analysis ChecksGarry TaylorNo ratings yet
- @perkins: TD 500 Technical Data Document General Machining StandardsDocument6 pages@perkins: TD 500 Technical Data Document General Machining StandardsGarry TaylorNo ratings yet
- Volvo Corp TolDocument113 pagesVolvo Corp Tolbrharrill185No ratings yet
- 5021,42 Part List in Design-Engineering DocumentationDocument3 pages5021,42 Part List in Design-Engineering DocumentationGarry TaylorNo ratings yet
- Basic Linear Static Analysis Methodology in Ansys WorkbenchDocument25 pagesBasic Linear Static Analysis Methodology in Ansys WorkbenchGarry TaylorNo ratings yet
- Physics Modifications and ExplanationsDocument25 pagesPhysics Modifications and Explanationsaziera norazmiNo ratings yet
- Electrical Power Over Fiber OpticsDocument7 pagesElectrical Power Over Fiber OpticsDerek MerkNo ratings yet
- Calibration BlocksDocument3 pagesCalibration BlocksvenkatNo ratings yet
- Igcse Physics Textbook 2Document337 pagesIgcse Physics Textbook 2liligharzeddine09No ratings yet
- Physics Definition Form 4Document2 pagesPhysics Definition Form 4WillSeekerNo ratings yet
- Review Notes in Physics 2-ECEDocument12 pagesReview Notes in Physics 2-ECEAnonymous cuVSFiNo ratings yet
- Chapter PhysicsDocument66 pagesChapter PhysicsnallilathaNo ratings yet
- Physics Investigatory ProjectDocument16 pagesPhysics Investigatory ProjectNilanjana Mishra56% (32)
- 10 Diffraction and PolarisationDocument10 pages10 Diffraction and PolarisationHelenNo ratings yet
- Allen NTSE Statewise Sample Paper With Solution-1Document8 pagesAllen NTSE Statewise Sample Paper With Solution-1ASDFNo ratings yet
- Optical Mineralogy: Minerals in Plane Polarised LightDocument29 pagesOptical Mineralogy: Minerals in Plane Polarised LightRidho FirdausmanNo ratings yet
- Go Enzo Nathan - FA#8 - Activity 1.8 - Reflection and RefractionDocument8 pagesGo Enzo Nathan - FA#8 - Activity 1.8 - Reflection and Refractionenzonathan.goNo ratings yet
- Signed-Off Science8 q1 Mod5 ColorsOfLight v2Document31 pagesSigned-Off Science8 q1 Mod5 ColorsOfLight v2Teacher Mel83% (6)
- Anti Reectivecoatings Acriticalin DepthreviewDocument27 pagesAnti Reectivecoatings Acriticalin DepthreviewDayti JuniorNo ratings yet
- Light VerifiedDocument12 pagesLight VerifiedHIMNISH SHARMANo ratings yet
- Paper-2 Set A (Source)Document9 pagesPaper-2 Set A (Source)Dewan Olin ChotepadaeNo ratings yet
- Brilliant: Study Centre Repeaters Neet ExaminationDocument36 pagesBrilliant: Study Centre Repeaters Neet ExaminationRoronoa ZoroNo ratings yet
- Optical PropertiesDocument74 pagesOptical PropertiesVinodhan Milo SivavikkramanNo ratings yet
- Chapter 9 - Ray Optics & Optical InstrumentsDocument22 pagesChapter 9 - Ray Optics & Optical InstrumentsAnil SarohaNo ratings yet
- 12th Physics by PlancessDocument1,001 pages12th Physics by PlancessAnkit Kumawat100% (2)
- GE6262-Physics Laboratory II MANUALDocument73 pagesGE6262-Physics Laboratory II MANUALPRIYA RAJINo ratings yet
- Physics Lecture Planner by Physics Wallah For Boards BoosterDocument1 pagePhysics Lecture Planner by Physics Wallah For Boards BoosterMr AnonymousNo ratings yet
- UT - Questions and AnswersDocument238 pagesUT - Questions and AnswersDeepak_Gurjar100% (7)
- 350992444-Optics NMAT ReviewerDocument11 pages350992444-Optics NMAT ReviewerKorra SamiNo ratings yet
- U2 T3 C 1refraction TIRDocument11 pagesU2 T3 C 1refraction TIRddlNo ratings yet
- Particle Monitoring in Liquids: Liquid Particle Counter: Author: Professor: David Pui TA: Poshin Lee Lab MembersDocument17 pagesParticle Monitoring in Liquids: Liquid Particle Counter: Author: Professor: David Pui TA: Poshin Lee Lab MembersSeethaNo ratings yet
- Transmission Lines DATA COMMUNICATION SYSTEMSDocument25 pagesTransmission Lines DATA COMMUNICATION SYSTEMSGuru RajNo ratings yet
- Vapor Cloud Explosion (Vce) Blast Damage Far Beyond The Company Property LineDocument10 pagesVapor Cloud Explosion (Vce) Blast Damage Far Beyond The Company Property Linekirandevi1981No ratings yet
- Acessorios FTIRDocument52 pagesAcessorios FTIRanagabriela12No ratings yet