
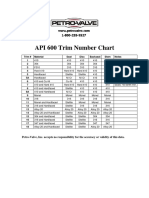
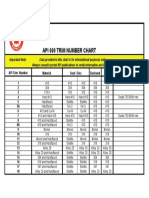
Valve Trims
Valve Trims
You might also like
- Valvula Lo TorcDocument16 pagesValvula Lo TorcBelen FernandezNo ratings yet
- Numerical Analysis and Its Application Ass GillDocument6 pagesNumerical Analysis and Its Application Ass GillShahrukh GillNo ratings yet
- Api Trime ChartDocument3 pagesApi Trime Charta.christopherNo ratings yet
- API 600 Trim Number Chart PDFDocument1 pageAPI 600 Trim Number Chart PDFBill GuNo ratings yet
- Valves 1Document56 pagesValves 1seenNo ratings yet
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- API 602 Trim NumberDocument1 pageAPI 602 Trim NumberRatnakar PatilNo ratings yet
- Two BallDocument5 pagesTwo Ballchartwithsam0041653No ratings yet
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- Trim Numbers of Valves - API 600Document36 pagesTrim Numbers of Valves - API 600samsarizalNo ratings yet
- Instruction Manual Ball Float Trap UFT PDFDocument6 pagesInstruction Manual Ball Float Trap UFT PDFSaqib RaoufNo ratings yet
- Valve0114 PDFDocument14 pagesValve0114 PDFbinhjukiNo ratings yet
- Shaffer ShpericalDocument11 pagesShaffer Shpericaljeinerdt100% (1)
- Removable Cover Check Valves For Potable Water Pump StationsDocument4 pagesRemovable Cover Check Valves For Potable Water Pump StationsOleg ShkolnikNo ratings yet
- First in Knife Gate SolutionsDocument8 pagesFirst in Knife Gate SolutionsmmgautomacaoNo ratings yet
- MEC CatalogsDocument145 pagesMEC Catalogsmohamed KotpNo ratings yet
- Válvulas Bola SegmentadaDocument12 pagesVálvulas Bola SegmentadarehynaldoNo ratings yet
- Dixon HT SeriesDocument2 pagesDixon HT SeriesAngelina JunioNo ratings yet
- API 600 Trim ChartDocument1 pageAPI 600 Trim ChartBaskaran SubramaniyanNo ratings yet
- NR-040 FS: Removable Cover Check Valves For Reclaimed Water, Wastewater and SludgeDocument4 pagesNR-040 FS: Removable Cover Check Valves For Reclaimed Water, Wastewater and SludgeOleg ShkolnikNo ratings yet
- Rotary Unions Swivel Joints: Manufactured in The UK With Over 70 Years ExperienceDocument36 pagesRotary Unions Swivel Joints: Manufactured in The UK With Over 70 Years ExperienceSaurav DasNo ratings yet
- Ds HG en 1Document9 pagesDs HG en 1Deivid MiquelinoNo ratings yet
- Operation and Maintenance Manual-Floating Ball Valves-2011Document9 pagesOperation and Maintenance Manual-Floating Ball Valves-2011engineeringikptNo ratings yet
- Options For Uni-Directional Knife Gate ValvesDocument12 pagesOptions For Uni-Directional Knife Gate Valves8bgbcNo ratings yet
- ANSI Version: T 8091-1 EN Type 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow ValveDocument10 pagesANSI Version: T 8091-1 EN Type 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow ValveagrovadoNo ratings yet
- Flush Bottom Valve 9100Document4 pagesFlush Bottom Valve 9100BASKARNo ratings yet
- Catalogue KF 2010Document26 pagesCatalogue KF 2010gasolineandoilNo ratings yet
- Stafsjo MV Knife Gate Data SheetDocument9 pagesStafsjo MV Knife Gate Data Sheetwijaya adidarmaNo ratings yet
- RefBook Cashco ControlValvesDocument24 pagesRefBook Cashco ControlValvesAksheyNo ratings yet
- Ball Valves & AccessoriesDocument36 pagesBall Valves & AccessoriesNguyễn Hoàng HàNo ratings yet
- Temp. Control ValveDocument7 pagesTemp. Control Valvesaurabh kumarNo ratings yet
- KV Tripple Eccentric Butterfly Valve-LinDocument12 pagesKV Tripple Eccentric Butterfly Valve-LinWelma JohnsonNo ratings yet
- VQF Series V-Port Segment Ball Valve (Flange) : ISO9001 & CE AccreditedDocument8 pagesVQF Series V-Port Segment Ball Valve (Flange) : ISO9001 & CE AccreditedJoel VeraNo ratings yet
- Control Valve Selection and SizingDocument16 pagesControl Valve Selection and SizingSnehashis BoseNo ratings yet
- SS-E-04 - RID Air ToqueDocument8 pagesSS-E-04 - RID Air ToqueagrovadoNo ratings yet
- Series 7400Document22 pagesSeries 7400zekha87No ratings yet
- Heavy Duty Actuator - BrochureDocument16 pagesHeavy Duty Actuator - BrochureRedzaNo ratings yet
- API 600 Trim Number ChartDocument1 pageAPI 600 Trim Number ChartjkahamedNo ratings yet
- 15-40 NB PV TisDocument2 pages15-40 NB PV Tisjsathiyadev7125No ratings yet
- FlowTek Ball Valve DesignDocument0 pagesFlowTek Ball Valve DesignGohilakrishnan ThiagarajanNo ratings yet
- GLT Ball Valve Trunnion 300#Document5 pagesGLT Ball Valve Trunnion 300#Sugeng WahyudiNo ratings yet
- SY Actuators WEB2Document12 pagesSY Actuators WEB2vikalpsharma96No ratings yet
- Dezurik Tail Gas High Performance Butterfly Valve BTG Dezurik BTG Tail Gas Butterfly Valves 45-00-3Document3 pagesDezurik Tail Gas High Performance Butterfly Valve BTG Dezurik BTG Tail Gas Butterfly Valves 45-00-3Vettie van LoggerenbergNo ratings yet
- Hansun Tube Fitting - (S-LOK TYPE)Document60 pagesHansun Tube Fitting - (S-LOK TYPE)qasim_maqboolNo ratings yet
- SwivelsDocument8 pagesSwivelsDayo IdowuNo ratings yet
- Es LFB6800Document2 pagesEs LFB6800WattsNo ratings yet
- Trim DetailsDocument15 pagesTrim DetailsDilip VaradharajanNo ratings yet
- Butterfly Flu01 Omb 04 11Document16 pagesButterfly Flu01 Omb 04 11ila_368684492No ratings yet
- Type C: Hopper Shape Knife Gate ValveDocument13 pagesType C: Hopper Shape Knife Gate ValveAbdur Rohman Al BaabNo ratings yet
- Pacific Seals - Type 16 - IDocument2 pagesPacific Seals - Type 16 - IDaniel AmbrizNo ratings yet
- Ringo Actuators CatalogueDocument6 pagesRingo Actuators CatalogueShihabudin QolyubiNo ratings yet
- Type 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow ValveDocument12 pagesType 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow Valvepaulo cesar f machadoNo ratings yet
- Hancock Type 4000 yDocument8 pagesHancock Type 4000 yGohilakrishnan ThiagarajanNo ratings yet
- Technical Bulletin: NAF Setball SF Ball Sector ValvesDocument16 pagesTechnical Bulletin: NAF Setball SF Ball Sector ValvesFahmi HaidiNo ratings yet
- Gate ValvesDocument3 pagesGate ValvesRavi Prakash ErankiNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- 2082-PM-ITP-7009 Rev.0 - Procurement ITP'sDocument56 pages2082-PM-ITP-7009 Rev.0 - Procurement ITP'sAmarKumarNo ratings yet
- 14A. 2082-PM-ITP-7016 Rev.0 - SITE ITP InsulationDocument8 pages14A. 2082-PM-ITP-7016 Rev.0 - SITE ITP InsulationAmarKumarNo ratings yet
- Guide FpsoDocument10 pagesGuide FpsoAmarKumarNo ratings yet
- SPS 003Document1 pageSPS 003AmarKumarNo ratings yet
- Piping SupportsDocument5 pagesPiping SupportsAmarKumarNo ratings yet
- 7 44 0404 Rev2Document1 page7 44 0404 Rev2AmarKumarNo ratings yet
- 7 44 0029 Rev2Document1 page7 44 0029 Rev2AmarKumarNo ratings yet
- Thermal Insulation Types, System and StandardsDocument6 pagesThermal Insulation Types, System and StandardsAmarKumarNo ratings yet
- 7 44 0260 Rev2Document1 page7 44 0260 Rev2AmarKumarNo ratings yet
- 3.plotplan and Equipment LayoutDocument12 pages3.plotplan and Equipment LayoutAmarKumarNo ratings yet
- Work Process Flow Chart (Piping Proposal Team) : If Not OkDocument1 pageWork Process Flow Chart (Piping Proposal Team) : If Not OkAmarKumarNo ratings yet
- Selection and Limitations of Piping ComponentsDocument14 pagesSelection and Limitations of Piping ComponentsAmarKumarNo ratings yet
- Support For Sloped Lines: Jitendra SurveDocument2 pagesSupport For Sloped Lines: Jitendra SurveAmarKumarNo ratings yet
- Plant Design and Management System PDMS - An OverviewtDocument12 pagesPlant Design and Management System PDMS - An OverviewtAmarKumarNo ratings yet
- New Why To Use A Spring SupportDocument9 pagesNew Why To Use A Spring SupportAmarKumarNo ratings yet
- Topics For InterviewDocument5 pagesTopics For InterviewAmarKumarNo ratings yet
- Metaphysics of TORGDocument17 pagesMetaphysics of TORGBilly WeedNo ratings yet
- 370lc en KatalogDocument16 pages370lc en KatalogI am a Celtic100% (1)
- IOGP Recommended PracticeDocument18 pagesIOGP Recommended Practiceivan rocoNo ratings yet
- FLYWHEELDocument24 pagesFLYWHEELJohn ValenzonaNo ratings yet
- Relay Setting ChartDocument10 pagesRelay Setting Charterkamlakar223467% (3)
- Cold Room CalculatorDocument3 pagesCold Room CalculatorSamer ChahroukNo ratings yet
- TC-TCM Pump Data SheetDocument2 pagesTC-TCM Pump Data SheetTansorNo ratings yet
- OSDA 330W 72C (1956x992x35)Document1 pageOSDA 330W 72C (1956x992x35)Alcides Araujo Santos100% (1)
- Informacion GeneralDocument22 pagesInformacion GeneralEsteban MunaresNo ratings yet
- AS 1056.1-1991 Storage Water Heaters - General RequirementsDocument43 pagesAS 1056.1-1991 Storage Water Heaters - General RequirementsChetan ChopraNo ratings yet
- Conductor Impedance Data (Cable Impedance)Document2 pagesConductor Impedance Data (Cable Impedance)NOELGREGORIO100% (2)
- Controlled Circulation PumpDocument5 pagesControlled Circulation PumpLakshminarayanNo ratings yet
- Fuel Cells - 2017 - Okanishi - Comparative Study of Ammonia Fueled Solid Oxide Fuel Cell SystemsDocument8 pagesFuel Cells - 2017 - Okanishi - Comparative Study of Ammonia Fueled Solid Oxide Fuel Cell SystemsHeba MohamedNo ratings yet
- Nevera Gr-382r LG Lrtp1231wDocument45 pagesNevera Gr-382r LG Lrtp1231wJose Dario Soto ParisNo ratings yet
- Prof Priti Thakkar SIES College of Commerce and EconomicsDocument32 pagesProf Priti Thakkar SIES College of Commerce and Economicsanalyn q. clavelNo ratings yet
- Love Among The Haystacks (Level 2)Document5 pagesLove Among The Haystacks (Level 2)Dina CojocaruNo ratings yet
- KM1/KM1R: The Heart of The Ammonia PlantDocument8 pagesKM1/KM1R: The Heart of The Ammonia PlantChâu Tinh TổNo ratings yet
- Scattering PhenomenaDocument21 pagesScattering PhenomenaAhmad AliNo ratings yet
- BS7909 - Sign Off TemplatesDocument6 pagesBS7909 - Sign Off TemplatesSophie-Louise MercedesNo ratings yet
- Product Data Sheet: Trip Unit Tm125D For Compact NSX 160/250 Circuit Breakers, Thermal Magnetic, Rating 125 A, 3 Poles 3DDocument3 pagesProduct Data Sheet: Trip Unit Tm125D For Compact NSX 160/250 Circuit Breakers, Thermal Magnetic, Rating 125 A, 3 Poles 3DGeovanny JarrínNo ratings yet
- Basic Log Analysis - AAPGDocument245 pagesBasic Log Analysis - AAPGSara MarquezNo ratings yet
- 03.GuardMagic - Fuel Level SensorsDocument4 pages03.GuardMagic - Fuel Level SensorsvkmsNo ratings yet
- Compact HCFB / HCFT Series - Plastic Impellers: Plate Mounted Axial Flow FansDocument30 pagesCompact HCFB / HCFT Series - Plastic Impellers: Plate Mounted Axial Flow FansGrafakos StavrosNo ratings yet
- Review BQ VAC - OJK Maluku (Lt.1-2)Document5 pagesReview BQ VAC - OJK Maluku (Lt.1-2)PT. Arthareka Graha SaranaNo ratings yet
- TSM Personnel FormDocument10 pagesTSM Personnel FormMano VijayNo ratings yet
- OPEL INSIGNIA 2013 - Powertrain Component ViewsDocument19 pagesOPEL INSIGNIA 2013 - Powertrain Component ViewsGedas GvildysNo ratings yet
- Amal Michael Saji AJC16ME023 S7 Me-A Prof. Saju Sebastian: Presented By: GuideDocument23 pagesAmal Michael Saji AJC16ME023 S7 Me-A Prof. Saju Sebastian: Presented By: GuideAMAL MICHAEL SajiNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument9 pagesEquivalents of Carbon Steel QualitiesGANESHNo ratings yet
- Objectives ThermodynamicsDocument5 pagesObjectives ThermodynamicsM.ThirunavukkarasuNo ratings yet







































































































Download as pdf or txt
You might also like
- Valvula Lo TorcDocument16 pagesValvula Lo TorcBelen FernandezNo ratings yet
- Numerical Analysis and Its Application Ass GillDocument6 pagesNumerical Analysis and Its Application Ass GillShahrukh GillNo ratings yet
- Api Trime ChartDocument3 pagesApi Trime Charta.christopherNo ratings yet
- API 600 Trim Number Chart PDFDocument1 pageAPI 600 Trim Number Chart PDFBill GuNo ratings yet
- Valves 1Document56 pagesValves 1seenNo ratings yet
- API 600 Trim Number Chart..Document1 pageAPI 600 Trim Number Chart..francisco abarcaNo ratings yet
- API 602 Trim NumberDocument1 pageAPI 602 Trim NumberRatnakar PatilNo ratings yet
- Two BallDocument5 pagesTwo Ballchartwithsam0041653No ratings yet
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- Trim Numbers of Valves - API 600Document36 pagesTrim Numbers of Valves - API 600samsarizalNo ratings yet
- Instruction Manual Ball Float Trap UFT PDFDocument6 pagesInstruction Manual Ball Float Trap UFT PDFSaqib RaoufNo ratings yet
- Valve0114 PDFDocument14 pagesValve0114 PDFbinhjukiNo ratings yet
- Shaffer ShpericalDocument11 pagesShaffer Shpericaljeinerdt100% (1)
- Removable Cover Check Valves For Potable Water Pump StationsDocument4 pagesRemovable Cover Check Valves For Potable Water Pump StationsOleg ShkolnikNo ratings yet
- First in Knife Gate SolutionsDocument8 pagesFirst in Knife Gate SolutionsmmgautomacaoNo ratings yet
- MEC CatalogsDocument145 pagesMEC Catalogsmohamed KotpNo ratings yet
- Válvulas Bola SegmentadaDocument12 pagesVálvulas Bola SegmentadarehynaldoNo ratings yet
- Dixon HT SeriesDocument2 pagesDixon HT SeriesAngelina JunioNo ratings yet
- API 600 Trim ChartDocument1 pageAPI 600 Trim ChartBaskaran SubramaniyanNo ratings yet
- NR-040 FS: Removable Cover Check Valves For Reclaimed Water, Wastewater and SludgeDocument4 pagesNR-040 FS: Removable Cover Check Valves For Reclaimed Water, Wastewater and SludgeOleg ShkolnikNo ratings yet
- Rotary Unions Swivel Joints: Manufactured in The UK With Over 70 Years ExperienceDocument36 pagesRotary Unions Swivel Joints: Manufactured in The UK With Over 70 Years ExperienceSaurav DasNo ratings yet
- Ds HG en 1Document9 pagesDs HG en 1Deivid MiquelinoNo ratings yet
- Operation and Maintenance Manual-Floating Ball Valves-2011Document9 pagesOperation and Maintenance Manual-Floating Ball Valves-2011engineeringikptNo ratings yet
- Options For Uni-Directional Knife Gate ValvesDocument12 pagesOptions For Uni-Directional Knife Gate Valves8bgbcNo ratings yet
- ANSI Version: T 8091-1 EN Type 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow ValveDocument10 pagesANSI Version: T 8091-1 EN Type 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow ValveagrovadoNo ratings yet
- Flush Bottom Valve 9100Document4 pagesFlush Bottom Valve 9100BASKARNo ratings yet
- Catalogue KF 2010Document26 pagesCatalogue KF 2010gasolineandoilNo ratings yet
- Stafsjo MV Knife Gate Data SheetDocument9 pagesStafsjo MV Knife Gate Data Sheetwijaya adidarmaNo ratings yet
- RefBook Cashco ControlValvesDocument24 pagesRefBook Cashco ControlValvesAksheyNo ratings yet
- Ball Valves & AccessoriesDocument36 pagesBall Valves & AccessoriesNguyễn Hoàng HàNo ratings yet
- Temp. Control ValveDocument7 pagesTemp. Control Valvesaurabh kumarNo ratings yet
- KV Tripple Eccentric Butterfly Valve-LinDocument12 pagesKV Tripple Eccentric Butterfly Valve-LinWelma JohnsonNo ratings yet
- VQF Series V-Port Segment Ball Valve (Flange) : ISO9001 & CE AccreditedDocument8 pagesVQF Series V-Port Segment Ball Valve (Flange) : ISO9001 & CE AccreditedJoel VeraNo ratings yet
- Control Valve Selection and SizingDocument16 pagesControl Valve Selection and SizingSnehashis BoseNo ratings yet
- SS-E-04 - RID Air ToqueDocument8 pagesSS-E-04 - RID Air ToqueagrovadoNo ratings yet
- Series 7400Document22 pagesSeries 7400zekha87No ratings yet
- Heavy Duty Actuator - BrochureDocument16 pagesHeavy Duty Actuator - BrochureRedzaNo ratings yet
- API 600 Trim Number ChartDocument1 pageAPI 600 Trim Number ChartjkahamedNo ratings yet
- 15-40 NB PV TisDocument2 pages15-40 NB PV Tisjsathiyadev7125No ratings yet
- FlowTek Ball Valve DesignDocument0 pagesFlowTek Ball Valve DesignGohilakrishnan ThiagarajanNo ratings yet
- GLT Ball Valve Trunnion 300#Document5 pagesGLT Ball Valve Trunnion 300#Sugeng WahyudiNo ratings yet
- SY Actuators WEB2Document12 pagesSY Actuators WEB2vikalpsharma96No ratings yet
- Dezurik Tail Gas High Performance Butterfly Valve BTG Dezurik BTG Tail Gas Butterfly Valves 45-00-3Document3 pagesDezurik Tail Gas High Performance Butterfly Valve BTG Dezurik BTG Tail Gas Butterfly Valves 45-00-3Vettie van LoggerenbergNo ratings yet
- Hansun Tube Fitting - (S-LOK TYPE)Document60 pagesHansun Tube Fitting - (S-LOK TYPE)qasim_maqboolNo ratings yet
- SwivelsDocument8 pagesSwivelsDayo IdowuNo ratings yet
- Es LFB6800Document2 pagesEs LFB6800WattsNo ratings yet
- Trim DetailsDocument15 pagesTrim DetailsDilip VaradharajanNo ratings yet
- Butterfly Flu01 Omb 04 11Document16 pagesButterfly Flu01 Omb 04 11ila_368684492No ratings yet
- Type C: Hopper Shape Knife Gate ValveDocument13 pagesType C: Hopper Shape Knife Gate ValveAbdur Rohman Al BaabNo ratings yet
- Pacific Seals - Type 16 - IDocument2 pagesPacific Seals - Type 16 - IDaniel AmbrizNo ratings yet
- Ringo Actuators CatalogueDocument6 pagesRingo Actuators CatalogueShihabudin QolyubiNo ratings yet
- Type 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow ValveDocument12 pagesType 3510 1 and Type 3510 7 Pneumatic Control Valves Type 3510 Micro Flow Valvepaulo cesar f machadoNo ratings yet
- Hancock Type 4000 yDocument8 pagesHancock Type 4000 yGohilakrishnan ThiagarajanNo ratings yet
- Technical Bulletin: NAF Setball SF Ball Sector ValvesDocument16 pagesTechnical Bulletin: NAF Setball SF Ball Sector ValvesFahmi HaidiNo ratings yet
- Gate ValvesDocument3 pagesGate ValvesRavi Prakash ErankiNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- 2082-PM-ITP-7009 Rev.0 - Procurement ITP'sDocument56 pages2082-PM-ITP-7009 Rev.0 - Procurement ITP'sAmarKumarNo ratings yet
- 14A. 2082-PM-ITP-7016 Rev.0 - SITE ITP InsulationDocument8 pages14A. 2082-PM-ITP-7016 Rev.0 - SITE ITP InsulationAmarKumarNo ratings yet
- Guide FpsoDocument10 pagesGuide FpsoAmarKumarNo ratings yet
- SPS 003Document1 pageSPS 003AmarKumarNo ratings yet
- Piping SupportsDocument5 pagesPiping SupportsAmarKumarNo ratings yet
- 7 44 0404 Rev2Document1 page7 44 0404 Rev2AmarKumarNo ratings yet
- 7 44 0029 Rev2Document1 page7 44 0029 Rev2AmarKumarNo ratings yet
- Thermal Insulation Types, System and StandardsDocument6 pagesThermal Insulation Types, System and StandardsAmarKumarNo ratings yet
- 7 44 0260 Rev2Document1 page7 44 0260 Rev2AmarKumarNo ratings yet
- 3.plotplan and Equipment LayoutDocument12 pages3.plotplan and Equipment LayoutAmarKumarNo ratings yet
- Work Process Flow Chart (Piping Proposal Team) : If Not OkDocument1 pageWork Process Flow Chart (Piping Proposal Team) : If Not OkAmarKumarNo ratings yet
- Selection and Limitations of Piping ComponentsDocument14 pagesSelection and Limitations of Piping ComponentsAmarKumarNo ratings yet
- Support For Sloped Lines: Jitendra SurveDocument2 pagesSupport For Sloped Lines: Jitendra SurveAmarKumarNo ratings yet
- Plant Design and Management System PDMS - An OverviewtDocument12 pagesPlant Design and Management System PDMS - An OverviewtAmarKumarNo ratings yet
- New Why To Use A Spring SupportDocument9 pagesNew Why To Use A Spring SupportAmarKumarNo ratings yet
- Topics For InterviewDocument5 pagesTopics For InterviewAmarKumarNo ratings yet
- Metaphysics of TORGDocument17 pagesMetaphysics of TORGBilly WeedNo ratings yet
- 370lc en KatalogDocument16 pages370lc en KatalogI am a Celtic100% (1)
- IOGP Recommended PracticeDocument18 pagesIOGP Recommended Practiceivan rocoNo ratings yet
- FLYWHEELDocument24 pagesFLYWHEELJohn ValenzonaNo ratings yet
- Relay Setting ChartDocument10 pagesRelay Setting Charterkamlakar223467% (3)
- Cold Room CalculatorDocument3 pagesCold Room CalculatorSamer ChahroukNo ratings yet
- TC-TCM Pump Data SheetDocument2 pagesTC-TCM Pump Data SheetTansorNo ratings yet
- OSDA 330W 72C (1956x992x35)Document1 pageOSDA 330W 72C (1956x992x35)Alcides Araujo Santos100% (1)
- Informacion GeneralDocument22 pagesInformacion GeneralEsteban MunaresNo ratings yet
- AS 1056.1-1991 Storage Water Heaters - General RequirementsDocument43 pagesAS 1056.1-1991 Storage Water Heaters - General RequirementsChetan ChopraNo ratings yet
- Conductor Impedance Data (Cable Impedance)Document2 pagesConductor Impedance Data (Cable Impedance)NOELGREGORIO100% (2)
- Controlled Circulation PumpDocument5 pagesControlled Circulation PumpLakshminarayanNo ratings yet
- Fuel Cells - 2017 - Okanishi - Comparative Study of Ammonia Fueled Solid Oxide Fuel Cell SystemsDocument8 pagesFuel Cells - 2017 - Okanishi - Comparative Study of Ammonia Fueled Solid Oxide Fuel Cell SystemsHeba MohamedNo ratings yet
- Nevera Gr-382r LG Lrtp1231wDocument45 pagesNevera Gr-382r LG Lrtp1231wJose Dario Soto ParisNo ratings yet
- Prof Priti Thakkar SIES College of Commerce and EconomicsDocument32 pagesProf Priti Thakkar SIES College of Commerce and Economicsanalyn q. clavelNo ratings yet
- Love Among The Haystacks (Level 2)Document5 pagesLove Among The Haystacks (Level 2)Dina CojocaruNo ratings yet
- KM1/KM1R: The Heart of The Ammonia PlantDocument8 pagesKM1/KM1R: The Heart of The Ammonia PlantChâu Tinh TổNo ratings yet
- Scattering PhenomenaDocument21 pagesScattering PhenomenaAhmad AliNo ratings yet
- BS7909 - Sign Off TemplatesDocument6 pagesBS7909 - Sign Off TemplatesSophie-Louise MercedesNo ratings yet
- Product Data Sheet: Trip Unit Tm125D For Compact NSX 160/250 Circuit Breakers, Thermal Magnetic, Rating 125 A, 3 Poles 3DDocument3 pagesProduct Data Sheet: Trip Unit Tm125D For Compact NSX 160/250 Circuit Breakers, Thermal Magnetic, Rating 125 A, 3 Poles 3DGeovanny JarrínNo ratings yet
- Basic Log Analysis - AAPGDocument245 pagesBasic Log Analysis - AAPGSara MarquezNo ratings yet
- 03.GuardMagic - Fuel Level SensorsDocument4 pages03.GuardMagic - Fuel Level SensorsvkmsNo ratings yet
- Compact HCFB / HCFT Series - Plastic Impellers: Plate Mounted Axial Flow FansDocument30 pagesCompact HCFB / HCFT Series - Plastic Impellers: Plate Mounted Axial Flow FansGrafakos StavrosNo ratings yet
- Review BQ VAC - OJK Maluku (Lt.1-2)Document5 pagesReview BQ VAC - OJK Maluku (Lt.1-2)PT. Arthareka Graha SaranaNo ratings yet
- TSM Personnel FormDocument10 pagesTSM Personnel FormMano VijayNo ratings yet
- OPEL INSIGNIA 2013 - Powertrain Component ViewsDocument19 pagesOPEL INSIGNIA 2013 - Powertrain Component ViewsGedas GvildysNo ratings yet
- Amal Michael Saji AJC16ME023 S7 Me-A Prof. Saju Sebastian: Presented By: GuideDocument23 pagesAmal Michael Saji AJC16ME023 S7 Me-A Prof. Saju Sebastian: Presented By: GuideAMAL MICHAEL SajiNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument9 pagesEquivalents of Carbon Steel QualitiesGANESHNo ratings yet
- Objectives ThermodynamicsDocument5 pagesObjectives ThermodynamicsM.ThirunavukkarasuNo ratings yet