Download as pdf or txt
You might also like
- Dometic-Varc - 72 Instal ManualDocument48 pagesDometic-Varc - 72 Instal Manualstefan tulucNo ratings yet
- NewNov2016 ModelingandParameterIdentificationofDCMotor PDFDocument12 pagesNewNov2016 ModelingandParameterIdentificationofDCMotor PDFゞ『HaiDerツ98〆No ratings yet
- Ijetae 0113 12Document7 pagesIjetae 0113 12ash1968No ratings yet
- Application of PFD and PFMEA in Manufacturing of Clutch Release Fork of Heavy Motor VehiclesDocument12 pagesApplication of PFD and PFMEA in Manufacturing of Clutch Release Fork of Heavy Motor VehiclesAnand PathakNo ratings yet
- Optimized Robust Cruise Control System For An Electric VehicleDocument9 pagesOptimized Robust Cruise Control System For An Electric VehicleMuhammad Aseer KhanNo ratings yet
- 2021 - GPR - Prognostic Techniques For Aeroengine Health Assessment RUL Estimation - ItalyDocument17 pages2021 - GPR - Prognostic Techniques For Aeroengine Health Assessment RUL Estimation - ItalyRachit SinghNo ratings yet
- Genetic Algorithm Optimized PI and Fuzzy Sliding Mode Speed Control For DTC DrivesDocument6 pagesGenetic Algorithm Optimized PI and Fuzzy Sliding Mode Speed Control For DTC DrivesFrancisco Liszt Nunes JuniorNo ratings yet
- Comparison of Adaptive Filters For GT Performance MonitoringDocument11 pagesComparison of Adaptive Filters For GT Performance MonitoringJeeEianYannNo ratings yet
- Plug-In Hybrid Electric Vehicle Control Strategy Parameter OptimizationDocument14 pagesPlug-In Hybrid Electric Vehicle Control Strategy Parameter OptimizationPrateesh RajNo ratings yet
- A Multiple Classifier System For Aircraft EngineDocument9 pagesA Multiple Classifier System For Aircraft EngineFarzam BoroomandNo ratings yet
- Robust Control of Deteriorated Turbofan Engines Via LinearDocument16 pagesRobust Control of Deteriorated Turbofan Engines Via LinearJames TursoNo ratings yet
- In-Situ Torque Measurements in Hybrid Electric Vehicle PowertrainsDocument15 pagesIn-Situ Torque Measurements in Hybrid Electric Vehicle PowertrainspranjaljecNo ratings yet
- Engine Working State Recognition Based On Optimized Variational Mode Decomposition and Expectation Maximization AlgorithmDocument15 pagesEngine Working State Recognition Based On Optimized Variational Mode Decomposition and Expectation Maximization Algorithmtristanbenito80No ratings yet
- On-Hardware Optimization of Stepper-Motor System Dynamics: John R. Rogers, Kevin CraigDocument26 pagesOn-Hardware Optimization of Stepper-Motor System Dynamics: John R. Rogers, Kevin Craigdelima palwa sariNo ratings yet
- TCST 2016 2620421Document9 pagesTCST 2016 2620421mohammad ghaderzadehNo ratings yet
- CONPRA - Enginer Tuning Under Numerical and Nominal Data-2011Document16 pagesCONPRA - Enginer Tuning Under Numerical and Nominal Data-2011Bolia KornevičNo ratings yet
- Applsci 07 01027 v2 PDFDocument15 pagesApplsci 07 01027 v2 PDFHusain KanchwalaNo ratings yet
- 383-Article Text-372-1-10-20140821Document6 pages383-Article Text-372-1-10-20140821Brijith ShenoiNo ratings yet
- The Common Fault Diagnosis Method of Diesel Engine: Zhibin Wang, Yu Zhao, Jian Yan and Jiafeng XuDocument3 pagesThe Common Fault Diagnosis Method of Diesel Engine: Zhibin Wang, Yu Zhao, Jian Yan and Jiafeng XuNemer RaslenNo ratings yet
- Tips Labview DevelopmentDocument4 pagesTips Labview Developmentviernes06No ratings yet
- Data Acquisition and Computer Simulation IntegrateDocument12 pagesData Acquisition and Computer Simulation Integrateyc3879No ratings yet
- Speed and Position Control of DC Motor Using LabVIEW-IJRASETDocument8 pagesSpeed and Position Control of DC Motor Using LabVIEW-IJRASETIJRASETPublicationsNo ratings yet
- A Predictive Algorithm For Estimating The Quality of Vehicle Engine OilDocument11 pagesA Predictive Algorithm For Estimating The Quality of Vehicle Engine OilJoseNo ratings yet
- Modelling and Simulation of Automatic TransmissionDocument7 pagesModelling and Simulation of Automatic TransmissionIJRASETPublicationsNo ratings yet
- Data Analytics For Performance Monitoring of Gas Turbine EngineDocument9 pagesData Analytics For Performance Monitoring of Gas Turbine Enginepartha6789No ratings yet
- Gas Turbine Aero Engines Real Time On-Board Modelling A Review ResearchDocument16 pagesGas Turbine Aero Engines Real Time On-Board Modelling A Review ResearchHui JinNo ratings yet
- Fault Detection and Isolation in AircrafDocument12 pagesFault Detection and Isolation in Aircrafabbkr48No ratings yet
- 10.2478 - Ama 2014 0027Document5 pages10.2478 - Ama 2014 0027oliver menorNo ratings yet
- On Powertrain Oscillation Damping Using Feedforward and LQ Feedb PDFDocument6 pagesOn Powertrain Oscillation Damping Using Feedforward and LQ Feedb PDFBobeică Iustin CătălinNo ratings yet
- Novel Method For Rolling Element Bearing Health Assessment-A Tachometer-Lesssynchronously Averaged Envelope Feature Extraction TechniqueDocument15 pagesNovel Method For Rolling Element Bearing Health Assessment-A Tachometer-Lesssynchronously Averaged Envelope Feature Extraction Techniquejun005No ratings yet
- WECC Generating Facility Data, Testing and Model Validation RequirementsDocument38 pagesWECC Generating Facility Data, Testing and Model Validation RequirementsFarhad YahyaieNo ratings yet
- co_12Document7 pagesco_12aswinmithun12No ratings yet
- A Theoretical and Experimental Procedure For Design Optimization of CVT BeltsDocument8 pagesA Theoretical and Experimental Procedure For Design Optimization of CVT Beltsmikael bezerra cotias dos santosNo ratings yet
- Expert: Rotating MachineryDocument13 pagesExpert: Rotating MachineryJolito RamosNo ratings yet
- 1 s2.0 S2773153722000056 MainDocument11 pages1 s2.0 S2773153722000056 MainThơm PhùngNo ratings yet
- 1 s2.0 S187770581101705X Main - MainnnDocument7 pages1 s2.0 S187770581101705X Main - MainnnTijana MrdakovicNo ratings yet
- FMECA Paper2Document7 pagesFMECA Paper2malcom rajNo ratings yet
- A New Enhanced Feature Extraction Strategy For Bearing Remaining Useful Life EstimationDocument6 pagesA New Enhanced Feature Extraction Strategy For Bearing Remaining Useful Life EstimationPradeep KunduNo ratings yet
- BLN 9885BDocument32 pagesBLN 9885Bseaqu3stNo ratings yet
- Project1 Gantry CraneDocument7 pagesProject1 Gantry CranegundemzuhalNo ratings yet
- Transient Stability Analysis of Power System Using MatlabDocument5 pagesTransient Stability Analysis of Power System Using MatlabSaddam HussainNo ratings yet
- ijpeds (1) (1) (1)Document17 pagesijpeds (1) (1) (1)b320059No ratings yet
- ijpeds (1)Document18 pagesijpeds (1)b320059No ratings yet
- Mechanical Systems and Signal Processing: Wilson Wang, Derek KannegDocument15 pagesMechanical Systems and Signal Processing: Wilson Wang, Derek KannegPradeep KunduNo ratings yet
- Soualhi 23769 2Document16 pagesSoualhi 23769 2Max PainNo ratings yet
- Pi Viii 02 PDFDocument10 pagesPi Viii 02 PDFThechangemakerNo ratings yet
- Investigacion Puesta A TierraDocument5 pagesInvestigacion Puesta A TierraAgustin BrianeseNo ratings yet
- Motores de Combustion InternaDocument6 pagesMotores de Combustion InternaroyercahuiNo ratings yet
- 01 06Document6 pages01 06Vikas PatelNo ratings yet
- Feature Extraction For Data-Driven Remaining Useful Life Prediction of Rolling BearingsDocument11 pagesFeature Extraction For Data-Driven Remaining Useful Life Prediction of Rolling BearingsKeren Persis PNo ratings yet
- Multi ObjectiveDocument11 pagesMulti ObjectiveAdam ThomsonNo ratings yet
- Wu 2018Document14 pagesWu 2018Rayhan Fajar SatrioNo ratings yet
- Reliability Improvement Through Alternative Designs-A Case StudyDocument9 pagesReliability Improvement Through Alternative Designs-A Case StudyVinícius VígoloNo ratings yet
- ! - BB Energies-15 2022 Speed Determination Is Crucial in Motors' Efficiency Estimation.Document15 pages! - BB Energies-15 2022 Speed Determination Is Crucial in Motors' Efficiency Estimation.Borislav BrnjadaNo ratings yet
- PSO Based RP-MRAS Estimator For 3ph IMDocument30 pagesPSO Based RP-MRAS Estimator For 3ph IMSalim AhmedNo ratings yet
- Lubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque DataDocument15 pagesLubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque Dataزهراء حيدر ميريNo ratings yet
- Reductions in Motor Efficiency and Power Factor Caused by Stator Faults - Inverter DriveDocument20 pagesReductions in Motor Efficiency and Power Factor Caused by Stator Faults - Inverter DriverubendonatoNo ratings yet
- 2 PDFDocument15 pages2 PDFAtoui IssamNo ratings yet
- Sawalhi 2008 Simulating Gear and Bearing InteracDocument28 pagesSawalhi 2008 Simulating Gear and Bearing InteracjudarangocaNo ratings yet
- A Statistical Methodology For The Design of Condition IndicatorsDocument38 pagesA Statistical Methodology For The Design of Condition IndicatorsPradeep KunduNo ratings yet
- Development of A Turbojet Engine Gearbox Test Rig For Prognostics and Health Management - Elsevier Enhanced ReaderDocument13 pagesDevelopment of A Turbojet Engine Gearbox Test Rig For Prognostics and Health Management - Elsevier Enhanced ReaderPradeep KunduNo ratings yet
- Multi-Fault Classification Based On Wavelet SVM With PSO Algorithm To Analyze Vibration Signals From Rolling Element BearingsDocument12 pagesMulti-Fault Classification Based On Wavelet SVM With PSO Algorithm To Analyze Vibration Signals From Rolling Element BearingsPradeep KunduNo ratings yet
- Gear Diagnostics in A Planetary Gearbox A Study Using Internal and External Spur GearsDocument14 pagesGear Diagnostics in A Planetary Gearbox A Study Using Internal and External Spur GearsPradeep KunduNo ratings yet
- Gear Crack Detection Using Modified TSA and Proposed Fault Indicators For Fluctuating Speed ConditionsDocument16 pagesGear Crack Detection Using Modified TSA and Proposed Fault Indicators For Fluctuating Speed ConditionsPradeep KunduNo ratings yet
- Art:10.1007/s00170 013 5065 ZDocument15 pagesArt:10.1007/s00170 013 5065 ZPradeep KunduNo ratings yet
- Frequencydomainaveragingbasedexperimentalevaluationof Gear Fault Without Tachometer For Fluctuating Speed ConditionsDocument18 pagesFrequencydomainaveragingbasedexperimentalevaluationof Gear Fault Without Tachometer For Fluctuating Speed ConditionsPradeep KunduNo ratings yet
- A Particle Filtering-Based Approach For Remaining Useful Life Predication of Rolling Element BearingsDocument8 pagesA Particle Filtering-Based Approach For Remaining Useful Life Predication of Rolling Element BearingsPradeep KunduNo ratings yet
- Gearbox Fault Diagnosis Using RMS Based PDF and Entropy Mesasures For Fluctuating Speed ConditionsDocument15 pagesGearbox Fault Diagnosis Using RMS Based PDF and Entropy Mesasures For Fluctuating Speed ConditionsPradeep KunduNo ratings yet
- An Improved Exponential Model For Predicting Remaining Useful Life of Rolling Element BearingsDocument12 pagesAn Improved Exponential Model For Predicting Remaining Useful Life of Rolling Element BearingsPradeep KunduNo ratings yet
- A Review of Gear Fault Diagnosis Using Various Condition IndicatorsDocument11 pagesA Review of Gear Fault Diagnosis Using Various Condition IndicatorsPradeep KunduNo ratings yet
- A Nonlinear Degradation Model Based Method For Remaining Useful Life Prediction of Rolling Element BearingsDocument8 pagesA Nonlinear Degradation Model Based Method For Remaining Useful Life Prediction of Rolling Element BearingsPradeep KunduNo ratings yet
- A New Enhanced Feature Extraction Strategy For Bearing Remaining Useful Life EstimationDocument6 pagesA New Enhanced Feature Extraction Strategy For Bearing Remaining Useful Life EstimationPradeep KunduNo ratings yet
- An Integrated Bayesian Approach To Prognositics of The Remaining Useful Life and Its Application On Bearing Degradation ProblemDocument6 pagesAn Integrated Bayesian Approach To Prognositics of The Remaining Useful Life and Its Application On Bearing Degradation ProblemPradeep KunduNo ratings yet
- Remaining Useful Life Prediction For A Nonlinear Heterogeneous Wiener Process Model With An Adaptive DriftDocument14 pagesRemaining Useful Life Prediction For A Nonlinear Heterogeneous Wiener Process Model With An Adaptive DriftPradeep KunduNo ratings yet
- Rodney K. Singleton II, Elias G. Strangas and Selin AviyenteDocument7 pagesRodney K. Singleton II, Elias G. Strangas and Selin AviyentePradeep KunduNo ratings yet
- Estimation of Remaining Useful Life of Ball Bearings Using Data Driven MethodologiesDocument7 pagesEstimation of Remaining Useful Life of Ball Bearings Using Data Driven MethodologiesPradeep KunduNo ratings yet
- Health Monitoring and Fault Detection Using Wavelet Packet Technique and Multivariate Process Control MethodDocument4 pagesHealth Monitoring and Fault Detection Using Wavelet Packet Technique and Multivariate Process Control MethodPradeep KunduNo ratings yet
- Remaining Useful Life Estimation in Rolling Bearings Utilizing Data-Driven Probabilistic E-Support Vectors RegressionDocument12 pagesRemaining Useful Life Estimation in Rolling Bearings Utilizing Data-Driven Probabilistic E-Support Vectors RegressionPradeep KunduNo ratings yet
- K 751cda5k 5fca13c ? K @a?354da5k 21B54K ? K Ca 8? ? 5ca 3K 7D 3C ? BK 1 4K 3D D 91 35K @a?8 ?BC 3BK ?45 8KDocument7 pagesK 751cda5k 5fca13c ? K @a?354da5k 21B54K ? K Ca 8? ? 5ca 3K 7D 3C ? BK 1 4K 3D D 91 35K @a?8 ?BC 3BK ?45 8KPradeep KunduNo ratings yet
- Budenberg Operation Manual XX SeriesDocument26 pagesBudenberg Operation Manual XX SeriesBram ANo ratings yet
- Section 5 Mechatronics System: Group 1 OutlineDocument2 pagesSection 5 Mechatronics System: Group 1 Outlinehamdi galipNo ratings yet
- Chemistry in Chemical EngineeringDocument40 pagesChemistry in Chemical Engineeringtan97100% (1)
- VR050 43010-0021Document2 pagesVR050 43010-0021Graham AldersonNo ratings yet
- Suzuki Power Train Spare Offer 12-09Document4 pagesSuzuki Power Train Spare Offer 12-09vijaykamboj10No ratings yet
- Corrosion-Resistant-Pumps - Ib116-C - Bom InoxDocument9 pagesCorrosion-Resistant-Pumps - Ib116-C - Bom InoxKhang TrầnNo ratings yet
- Pumps - Part B - 2019Document23 pagesPumps - Part B - 2019Sanda KinithiNo ratings yet
- Eaton 420 PartsDocument16 pagesEaton 420 PartsF Labio Alex100% (1)
- DIFERENCA Wbhe Vs WB Parts ComparisonDocument25 pagesDIFERENCA Wbhe Vs WB Parts ComparisonTEOTEC CompressoresNo ratings yet
- Ap Express Invoice 08.11.19Document32 pagesAp Express Invoice 08.11.19Sowmya DNo ratings yet
- Sealing High-Speed Shafts in TurbomachineryDocument4 pagesSealing High-Speed Shafts in TurbomachineryimtiazNo ratings yet
- Ammann Avp13tr Rw1504 1536704 20051125 de en Parts CatalogueDocument10 pagesAmmann Avp13tr Rw1504 1536704 20051125 de en Parts Cataloguejason100% (56)
- PRC 1733 Crudeoilandpetroleumproductspumpingstationsv 1Document4 pagesPRC 1733 Crudeoilandpetroleumproductspumpingstationsv 1Naser JahangiriNo ratings yet
- 9572 TBA Progressive Cavity Pump - Rev.0Document4 pages9572 TBA Progressive Cavity Pump - Rev.0budy wening setyo wibowoNo ratings yet
- SKsalesDocument2 pagesSKsalesallen_worstNo ratings yet
- Pumping Height EstimationDocument2 pagesPumping Height EstimationJeff ShamNo ratings yet
- Pressure Transients in Water EngineeringDocument559 pagesPressure Transients in Water Engineeringvasu100% (1)
- G1 4400 Manual 1009Document25 pagesG1 4400 Manual 1009Alexandru BoboceaNo ratings yet
- 5R110 Additional Info 6.15A.2018Document8 pages5R110 Additional Info 6.15A.2018choco84100% (1)
- 35 82 Suction Guides IandODocument6 pages35 82 Suction Guides IandOKhalifa Mohammed RiswanNo ratings yet
- QSI Series: Instruction ManualDocument100 pagesQSI Series: Instruction ManualRAUL PEREZ NEGREIROSNo ratings yet
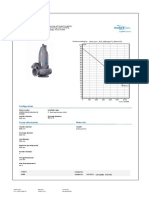
- Technical Specification: ConfigurationDocument7 pagesTechnical Specification: ConfigurationAhmedRamadanNo ratings yet
- Powerig H: Nstruction AnualDocument16 pagesPowerig H: Nstruction AnualrodrigoNo ratings yet
- Questions Related To Stress Analysi1Document12 pagesQuestions Related To Stress Analysi1Jagadish JasNo ratings yet
- Flygt - MultiSmart Pump Station - Product Release NoteDocument20 pagesFlygt - MultiSmart Pump Station - Product Release Notemartinel noob y baty mozNo ratings yet
- P 380 EngineDocument68 pagesP 380 EngineandraNo ratings yet
- User S Manual Injectoma Agillia PDFDocument40 pagesUser S Manual Injectoma Agillia PDFFaizatul RosyidahNo ratings yet
- Horizontal Split CasingDocument6 pagesHorizontal Split Casingvivekpec100% (1)
- WO GantungDocument7 pagesWO GantungSofwat SanjayaNo ratings yet