Download as pdf or txt
You might also like
- ABSTRACT - Case StudyDocument8 pagesABSTRACT - Case StudyHarley BuctolanNo ratings yet
- Nissan Case StudyDocument11 pagesNissan Case Studysatishkamath33% (3)
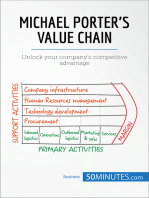
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Chapter 8Document8 pagesChapter 8Shenne Minglana50% (4)
- Answer To Questions: Strategic Cost Management - Solutions ManualDocument8 pagesAnswer To Questions: Strategic Cost Management - Solutions ManualKyla Roxas67% (6)
- Chapter 8Document8 pagesChapter 8Shenne Minglana50% (4)
- Basic Cost ConceptsDocument20 pagesBasic Cost ConceptsBhushan Volvoikar0% (2)
- Sesi 6-Target CostingDocument11 pagesSesi 6-Target CostingBelinda ApriliaNo ratings yet
- Target Costing Research PaperDocument5 pagesTarget Costing Research Paperl1wot1j1fon3100% (1)
- Project Report On Lean Management Applied by NikeDocument14 pagesProject Report On Lean Management Applied by NikeAna Becerra AvilesNo ratings yet
- Target Costing TechniqueDocument54 pagesTarget Costing Techniquevictor wizvikNo ratings yet
- Chapter 6 Performance Objectives of Operations ManagementDocument17 pagesChapter 6 Performance Objectives of Operations ManagementJimmy Ong Ah Huat100% (2)
- R20MB182 - Arjun Naik LDocument12 pagesR20MB182 - Arjun Naik LNaren SamyNo ratings yet
- Profit Maximization and Wealth MaximizationDocument16 pagesProfit Maximization and Wealth MaximizationOnindya MitraNo ratings yet
- Reporting ManagmentDocument12 pagesReporting ManagmentTuseef AhmedNo ratings yet
- The Utilization of Target Costing in The Telecom IndustryDocument6 pagesThe Utilization of Target Costing in The Telecom IndustryThe IjbmtNo ratings yet
- Target Costing: Kenneth Crow DRM AssociatesDocument6 pagesTarget Costing: Kenneth Crow DRM AssociatesAhmed RazaNo ratings yet
- Relationship Between Target Costing and Value PricingDocument10 pagesRelationship Between Target Costing and Value Pricingjimsmith89No ratings yet
- 16bme0920 VL2019201001233 DaDocument9 pages16bme0920 VL2019201001233 Dashiv wadhwaNo ratings yet
- Research Paper On Target CostingDocument4 pagesResearch Paper On Target Costingfysfs7g3100% (1)
- OMF551 Unit 1 & 2Document77 pagesOMF551 Unit 1 & 2Bharath JbNo ratings yet
- Assignment-I: Apparel Quality Management-Ii Topic: BenchmarkingDocument9 pagesAssignment-I: Apparel Quality Management-Ii Topic: BenchmarkingMaya NmNo ratings yet
- Application of Target Costing and Performance Analysis: Evidence From Indian Automobile IndustryDocument27 pagesApplication of Target Costing and Performance Analysis: Evidence From Indian Automobile IndustryDessy Permata SariNo ratings yet
- Operations Management 1Document19 pagesOperations Management 1PrerrakNo ratings yet
- Within A Defined System, Are Combined and Transformed by A Controlled Manner To Add Value in Accordance With Policies Communicated by ManagementDocument2 pagesWithin A Defined System, Are Combined and Transformed by A Controlled Manner To Add Value in Accordance With Policies Communicated by ManagementBernard GanzwaNo ratings yet
- Bench Marking ReportDocument8 pagesBench Marking ReportNitesh SasidharanNo ratings yet
- Experience Curve PricingDocument3 pagesExperience Curve PricingpoojaNo ratings yet
- A Study of Competitive Strategy, Organisational Innovation and Organisational Performance Among Australian Manufacturing CompaniesDocument12 pagesA Study of Competitive Strategy, Organisational Innovation and Organisational Performance Among Australian Manufacturing Companiesapi-3851548100% (1)
- Reports On Target Costing in BangladeshDocument98 pagesReports On Target Costing in BangladeshAvijit GhoshNo ratings yet
- Cost Reduction Strategies and Performance of Supermarket Stores in Port Harcourt February, 2019Document66 pagesCost Reduction Strategies and Performance of Supermarket Stores in Port Harcourt February, 2019ruthNo ratings yet
- Ms. Thu Thu Myat Noe Assignment TemplateDocument35 pagesMs. Thu Thu Myat Noe Assignment TemplateThu Thu Myat NoeNo ratings yet
- Target CostingDocument32 pagesTarget Costingapi-3701467100% (3)
- 1) Define Total Quality Management? What Are The Six Cs For Successful Implementation of TQM?Document32 pages1) Define Total Quality Management? What Are The Six Cs For Successful Implementation of TQM?VenkatasandeepKumar GurramNo ratings yet
- Strategy Formulation - Integrating The Corporation (04-30-2008) - (AIM-2-07-0012-RDNG)Document8 pagesStrategy Formulation - Integrating The Corporation (04-30-2008) - (AIM-2-07-0012-RDNG)Alexis Louisse GonzalesNo ratings yet
- Strategy Formulation Integrating The CorporationDocument8 pagesStrategy Formulation Integrating The CorporationRLDNo ratings yet
- Operations StrategyDocument4 pagesOperations Strategyjth55936zwohocomNo ratings yet
- International Product Development Strategy: Few ExampleDocument20 pagesInternational Product Development Strategy: Few ExamplePankaj MishraNo ratings yet
- Target Costing Literature ReviewDocument8 pagesTarget Costing Literature Reviewsmvancvkg100% (1)
- The Business Philosophies For Extended Enterprise in Manufacturing Automobile SectorsDocument16 pagesThe Business Philosophies For Extended Enterprise in Manufacturing Automobile SectorsTJPRC PublicationsNo ratings yet
- Operational Management Assignment PDFDocument7 pagesOperational Management Assignment PDFYonas D. Ebren100% (1)
- The Lean Enterprise in Aerospace Marketing EssayDocument20 pagesThe Lean Enterprise in Aerospace Marketing EssayHND Assignment HelpNo ratings yet
- Discussion QuestionsDocument5 pagesDiscussion Questionsbokikg87No ratings yet
- Poters GenricDocument4 pagesPoters Genricpriyank1256No ratings yet
- DS87 Vol2 DesProc DesOrg 407Document10 pagesDS87 Vol2 DesProc DesOrg 407wang jinNo ratings yet
- Supply Chain Enhancement Through Product and Vendor Development ProgrammeDocument14 pagesSupply Chain Enhancement Through Product and Vendor Development ProgrammechengadNo ratings yet
- L7 Prodqua-1Document2 pagesL7 Prodqua-1Catherine AborNo ratings yet
- The Impact of Research and Development On Corporate Market Value With Profit Growth As Intervening VariableDocument5 pagesThe Impact of Research and Development On Corporate Market Value With Profit Growth As Intervening VariableInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Target Costing For CompaniesDocument6 pagesTarget Costing For CompaniesWill EdwardNo ratings yet
- Target Costing AccountsDocument32 pagesTarget Costing Accountsac27rocksNo ratings yet
- Strategic Cost Management: Questions For Writing and DiscussionDocument44 pagesStrategic Cost Management: Questions For Writing and Discussionmvlg26No ratings yet
- Project Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowDocument7 pagesProject Management On New Product Development and New Product Launch in The Automotive Industry Project Management Represents The Combination Between KnowapoorvaNo ratings yet
- Management Information SystemDocument13 pagesManagement Information SystemVinay SainiNo ratings yet
- 148 Surajit Roy PDFDocument5 pages148 Surajit Roy PDFAsefjamilNo ratings yet
- Order-Winning and Order-Qualifying CriteriaDocument3 pagesOrder-Winning and Order-Qualifying CriteriaJesica MaryNo ratings yet
- A Study On New Product Development (NPD) - Kotak: ArticleDocument7 pagesA Study On New Product Development (NPD) - Kotak: Articleislam.suhair020No ratings yet
- Organization 5Document17 pagesOrganization 5mohamed issamNo ratings yet
- Ciadmin, Journal Manager, 2638-10549-1-CEDocument12 pagesCiadmin, Journal Manager, 2638-10549-1-CENada AlhenyNo ratings yet
- Target Costing PDFDocument44 pagesTarget Costing PDFAnonymous dPkadxxNo ratings yet
- QP Strategic Management 2020 IA-2 With Eavluation SchemeDocument5 pagesQP Strategic Management 2020 IA-2 With Eavluation SchemePurnajit CNo ratings yet
- Nike Case Study Updatedrev01Document17 pagesNike Case Study Updatedrev01deosa villamonteNo ratings yet
- How to Manage Future Costs and Risks Using Costing and MethodsFrom EverandHow to Manage Future Costs and Risks Using Costing and MethodsNo ratings yet
- Management Accounting II 1005Document35 pagesManagement Accounting II 1005api-26541915No ratings yet
- Pile cp1Document84 pagesPile cp1casarokarNo ratings yet
- F5 Handout 1 For Dec 2011Document18 pagesF5 Handout 1 For Dec 2011saeed@atcNo ratings yet
- Purchasing PrinciplesDocument10 pagesPurchasing PrinciplesJoju Johny100% (1)
- AOS (2004) Cooper and SlagmulderDocument26 pagesAOS (2004) Cooper and SlagmulderjpltsangNo ratings yet
- Evaluation of The Target Costing Model in The Textile and Apparel IndustryDocument5 pagesEvaluation of The Target Costing Model in The Textile and Apparel IndustryTI Journals PublishingNo ratings yet
- Principles of Accounting Chapter 19Document37 pagesPrinciples of Accounting Chapter 19myrentistoodamnhighNo ratings yet
- Measuring and Managing Life-Cycle Costs: © 2012 Pearson Prentice Hall. All Rights ReservedDocument27 pagesMeasuring and Managing Life-Cycle Costs: © 2012 Pearson Prentice Hall. All Rights ReservedAaNo ratings yet
- Best ValueDocument168 pagesBest ValueZubair AhmadNo ratings yet
- Case CyGy GarmentsDocument6 pagesCase CyGy Garmentsannekaren23No ratings yet
- 2 Target PDFDocument13 pages2 Target PDFمحمد زرواطيNo ratings yet
- Throughput Accounting-AccaDocument25 pagesThroughput Accounting-AccaDamalai YansanehNo ratings yet
- Target and Kaizen Costing in ConstructionDocument7 pagesTarget and Kaizen Costing in ConstructionJordano Bruno MoraesNo ratings yet
- SMChap 015Document40 pagesSMChap 015zoomblue200100% (2)
- Target Costing As A Strategic Cost Management Tool For Success of BSCDocument16 pagesTarget Costing As A Strategic Cost Management Tool For Success of BSCAda AlamNo ratings yet
- F5-Test1 (Costing)Document7 pagesF5-Test1 (Costing)Amna HussainNo ratings yet
- Chapter-16 Developing Pricing Strategies and Programs: Page 1 of 8Document8 pagesChapter-16 Developing Pricing Strategies and Programs: Page 1 of 8Ashikur RahmanNo ratings yet
- ME LM SyllabusDocument5 pagesME LM SyllabusSiddharth Narayanan ChidambareswaranNo ratings yet
- Cat Logical Reasoning QuestionDocument2 pagesCat Logical Reasoning QuestionAchal Kumar100% (1)
- Ch3 LifeCycleDocument14 pagesCh3 LifeCycleadamNo ratings yet
- SCMPE - Theory - With - Last - Day - Revision - Material Dinesh JainDocument133 pagesSCMPE - Theory - With - Last - Day - Revision - Material Dinesh JainJanani SankaranNo ratings yet
- Develop Profitable New Products With Target CostingDocument15 pagesDevelop Profitable New Products With Target CostingRavindra SinghNo ratings yet
- Backflush CostingDocument48 pagesBackflush CostingShubh ShrivastavaNo ratings yet
- 5 AbmDocument44 pages5 AbmQin YunNo ratings yet
- CH 13 AnswersDocument14 pagesCH 13 AnswersNoelia BalderramaNo ratings yet
- Pricing by Strategy - Hock MCQDocument20 pagesPricing by Strategy - Hock MCQRajeena pkNo ratings yet