Download as xlsx, pdf, or txt
You might also like
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- AIAG and VDA FMEA Handbook Apr 4 2019-1Document16 pagesAIAG and VDA FMEA Handbook Apr 4 2019-1Rudiney Trombetta88% (16)
- Management of Product Safety: 6) Esclation Process & Information FlowDocument2 pagesManagement of Product Safety: 6) Esclation Process & Information FlowGiang Luu100% (2)
- Building Management SystemDocument6 pagesBuilding Management SystemBudi SusantoNo ratings yet
- SOP For Computer System Validation in Pharmaceutical IndustryDocument8 pagesSOP For Computer System Validation in Pharmaceutical IndustryDeepak100% (1)
- Function, Structure, Operation of Engine Null (4JK1)Document36 pagesFunction, Structure, Operation of Engine Null (4JK1)jonathan100% (3)
- Quality Manual: Subject: Procedure For PFMEADocument3 pagesQuality Manual: Subject: Procedure For PFMEAPk Nimiwal75% (4)
- NASA Apollo FMEADocument37 pagesNASA Apollo FMEAPaul Marshall50% (2)
- Factory Acceptance TestDocument8 pagesFactory Acceptance Testpsn_kylm100% (2)
- Checklist Control PlanDocument1 pageChecklist Control PlanRAJASEKARSUBHUNo ratings yet
- CD-00519-002 Anh N en 2018-07-06Document2 pagesCD-00519-002 Anh N en 2018-07-06Nicole de Castro RoveriNo ratings yet
- Deviation Management Process FlowDocument15 pagesDeviation Management Process FlowVinay PatelNo ratings yet
- DP Authority-3Document11 pagesDP Authority-3RICROD71No ratings yet
- DP Authority-2Document1 pageDP Authority-2RICROD71No ratings yet
- Compliancequest'S Ai-Powered Enterprise Quality Management Solution (Eqms)Document4 pagesCompliancequest'S Ai-Powered Enterprise Quality Management Solution (Eqms)Compliance QuestNo ratings yet
- FM C0801 S01!02!04PFMEA ChecklistDocument1 pageFM C0801 S01!02!04PFMEA ChecklistDiego Fernando Vázquez BravoNo ratings yet
- QM 9 - Section 9.Document9 pagesQM 9 - Section 9.cghodake1No ratings yet
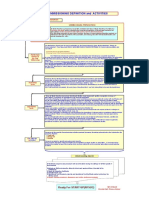
- Commissioning Definition and Activities: Technical Data BaseDocument1 pageCommissioning Definition and Activities: Technical Data BaseInfoNo ratings yet
- Pharmaceutical Validation: Why Is Validation Required?Document26 pagesPharmaceutical Validation: Why Is Validation Required?raju niraulaNo ratings yet
- ISPE BGvol5 CQ2 - ExampleDocsDocument69 pagesISPE BGvol5 CQ2 - ExampleDocsAmjed AL-ShammkhNo ratings yet
- Procedure Error ProffingDocument1 pageProcedure Error Proffingsharif1974No ratings yet
- QAD Procedure - Inspection & Testing (Inprocess & Final Inspection)Document1 pageQAD Procedure - Inspection & Testing (Inprocess & Final Inspection)suman100% (2)
- VMP Guide PDFDocument6 pagesVMP Guide PDFsitimunawarohNo ratings yet
- Barrier Management (PRS192a)Document2 pagesBarrier Management (PRS192a)imafishNo ratings yet
- Unit 9Document24 pagesUnit 9Avinash shreyNo ratings yet
- GM 1927 36 Group A ElementsDocument129 pagesGM 1927 36 Group A ElementsVanessa GurrolaNo ratings yet
- 1 - Introduction To Computerized Systems Validation - For ReviewDocument41 pages1 - Introduction To Computerized Systems Validation - For Reviewpate malabananNo ratings yet
- Management of Product Safety: 6) Esclation Process & Information FlowDocument2 pagesManagement of Product Safety: 6) Esclation Process & Information FlowrajarajanNo ratings yet
- Supplier Audit Check SheetDocument5 pagesSupplier Audit Check SheetMotive Post100% (2)
- Vendor Attendees: Supplier Name Date: AuditorsDocument5 pagesVendor Attendees: Supplier Name Date: AuditorsRahul kumarNo ratings yet
- DP Fmea, Annuals EtcDocument6 pagesDP Fmea, Annuals EtcSimon BraidNo ratings yet
- Draft Guidelines For Model Quality Assurance Plan Mqap For Major Electrical Mechanical Equipment in Thermal Power Sector-2Document185 pagesDraft Guidelines For Model Quality Assurance Plan Mqap For Major Electrical Mechanical Equipment in Thermal Power Sector-2Chiranjeev SahooNo ratings yet
- Maru A Audit ChecksheetDocument1 pageMaru A Audit ChecksheetManish ChoudharyNo ratings yet
- FEMCADDocument5 pagesFEMCADdaabhiNo ratings yet
- Emmforce Inc. Plot No. 3 & 5, Phase I, EPIP, Jharmajri.: Item / Process StepDocument27 pagesEmmforce Inc. Plot No. 3 & 5, Phase I, EPIP, Jharmajri.: Item / Process StepspdhimanNo ratings yet
- Failure Mode & Effect Analysis (FMEA) : @balajilrDocument17 pagesFailure Mode & Effect Analysis (FMEA) : @balajilrhse bsjNo ratings yet
- Validation ProcessDocument1 pageValidation ProcessMau TauNo ratings yet
- Medical Experts Phil., IncDocument5 pagesMedical Experts Phil., IncRaymund GarciaNo ratings yet
- Mgt+Rev +report+2020Document10 pagesMgt+Rev +report+2020mrawaf balasmehNo ratings yet
- Goals For Qa Officers 2024Document3 pagesGoals For Qa Officers 2024WANDERA ROBERTNo ratings yet
- Audit Framework: GKN Purchasing Standard AuditDocument2 pagesAudit Framework: GKN Purchasing Standard AuditLiew Chee KiongNo ratings yet
- ISPE CCChPlantFacilitiesEngPharmaIndDocument28 pagesISPE CCChPlantFacilitiesEngPharmaIndHamidNo ratings yet
- Failure Mode and Effects Analysis (FMEA)Document17 pagesFailure Mode and Effects Analysis (FMEA)DME100% (1)
- Building Management System (BMS) - Validation OverviewDocument6 pagesBuilding Management System (BMS) - Validation OverviewlastrajNo ratings yet
- Compliance With 21 CFR 820 and Iso 13485 Using MastercontrolDocument6 pagesCompliance With 21 CFR 820 and Iso 13485 Using MastercontrolHilario AlinabonNo ratings yet
- QP 06 Calibration of IMTEDocument3 pagesQP 06 Calibration of IMTEShanmuga PrakashNo ratings yet
- Qualification of Equipments: A Systematic Approach: International Journal of Pharmaceutical Sciences May 2018Document10 pagesQualification of Equipments: A Systematic Approach: International Journal of Pharmaceutical Sciences May 2018Qaisar Zahoor AwaanNo ratings yet
- Dana Corporation: SKB SKB 16MAR11 14OCT11-Sec 5.1 ESSTV - EP026 1 of 7Document7 pagesDana Corporation: SKB SKB 16MAR11 14OCT11-Sec 5.1 ESSTV - EP026 1 of 7LynetteNo ratings yet
- Basics of Equipment Qualification - 2Document4 pagesBasics of Equipment Qualification - 2RainMan75No ratings yet
- Post Market Surveillance PlanDocument6 pagesPost Market Surveillance PlanAqilah SuhaimiNo ratings yet
- Validation Master Plan ExampleDocument11 pagesValidation Master Plan ExampleAjay GangakhedkarNo ratings yet
- (International Journal of Quality and Reliability Management) Failure Mode and Effects AnalysisDocument19 pages(International Journal of Quality and Reliability Management) Failure Mode and Effects AnalysisLuis Gustavo PachecoNo ratings yet
- FMEADocument12 pagesFMEARADHIKA CHANDAKNo ratings yet
- Applying DO178BDocument11 pagesApplying DO178BpremNo ratings yet
- AIE-PR-PRJ-004 - Anomaly Management Procedure Rev 01Document17 pagesAIE-PR-PRJ-004 - Anomaly Management Procedure Rev 01faraz_muslimNo ratings yet
- Reasons, Regulations, and Rules PDFDocument59 pagesReasons, Regulations, and Rules PDFsiva sankarNo ratings yet
- BMS ValidationDocument4 pagesBMS Validationk.p.No ratings yet
- What Is A Validation Master PlanDocument8 pagesWhat Is A Validation Master PlanNate RomanNo ratings yet
- Corrective Action and Preventive Action (CAPA) in Pharmaceutical IndustryFrom EverandCorrective Action and Preventive Action (CAPA) in Pharmaceutical IndustryNo ratings yet
- Role and Responsibility of Pharmaceutical Industry Plant PersonnelFrom EverandRole and Responsibility of Pharmaceutical Industry Plant PersonnelNo ratings yet
- FMCG SectorDocument65 pagesFMCG SectordmaxprasangaNo ratings yet
- Sample SBA - TechnologyDocument17 pagesSample SBA - TechnologyJayden MaganaNo ratings yet
- MultimediaDocument52 pagesMultimediaWaleed AlDhaifiNo ratings yet
- Anatomy and Physiology of Brain in Context of Learning: A Review From Current LiteratureDocument3 pagesAnatomy and Physiology of Brain in Context of Learning: A Review From Current LiteratureKadek Dwipa DyatmikaNo ratings yet
- Locking Plates - Advantages & Indications 1-11Document27 pagesLocking Plates - Advantages & Indications 1-11nishantsinghbmeNo ratings yet
- D10T-D11T To Compare PDFDocument44 pagesD10T-D11T To Compare PDFraulipaqNo ratings yet
- Dalia Crude Oil MSDSDocument8 pagesDalia Crude Oil MSDSburak erbasNo ratings yet
- Geotextile With Design CharacteristicsDocument4 pagesGeotextile With Design CharacteristicsyamegNo ratings yet
- Weather Theme WorksheetsDocument24 pagesWeather Theme Worksheetsapi-169639475No ratings yet
- Itp - For Heat ExchangerDocument3 pagesItp - For Heat ExchangerSuraj ShettyNo ratings yet
- Gastroenterology Clinical Focus High Yield Gi and HepatologyDocument426 pagesGastroenterology Clinical Focus High Yield Gi and HepatologyAhana MukherjeeNo ratings yet
- Modulation WorksheetDocument13 pagesModulation WorksheetabellorodelcuteNo ratings yet
- TEST 2 06530622 Q eDocument16 pagesTEST 2 06530622 Q eIG LibraryNo ratings yet
- 2008 - ApplicNutrit PDFDocument578 pages2008 - ApplicNutrit PDFlouise kartikaNo ratings yet
- Royal Wolf Product CatalogueDocument52 pagesRoyal Wolf Product Cataloguecadsifu100% (1)
- Plant-Biochemistry-by-Heldt - 2005 - Pages-302-516-79-86 PDFDocument8 pagesPlant-Biochemistry-by-Heldt - 2005 - Pages-302-516-79-86 PDF24 ChannelNo ratings yet
- Content AnalysisDocument7 pagesContent Analysissatishdaksha534No ratings yet
- Performance Chemicals For Enhanced Oil RecoveryDocument6 pagesPerformance Chemicals For Enhanced Oil RecoveryMiguel MartinezNo ratings yet
- MODA - Lighting Design - R1 - ReportDocument235 pagesMODA - Lighting Design - R1 - Reportahmadgce04No ratings yet
- Outline Drawing Part List: Project: Khorram Abad Open Cycle Power Plant (B.O.O.)Document7 pagesOutline Drawing Part List: Project: Khorram Abad Open Cycle Power Plant (B.O.O.)Anonymous kVwp7DNo ratings yet
- OrganicChemLab - 5 - Isolation of Pigments From Plant LeavesDocument2 pagesOrganicChemLab - 5 - Isolation of Pigments From Plant LeavesHoongNo ratings yet
- CV Manat Ryan Hard NababanDocument1 pageCV Manat Ryan Hard NababanmanatNo ratings yet
- Permitted Services (27 Sep)Document5 pagesPermitted Services (27 Sep)maweijiaNo ratings yet
- YCMOU-6th Semester Question Papers-7Document5 pagesYCMOU-6th Semester Question Papers-7phase_shekhar21No ratings yet
- M-MTRAC 1 ManualDocument19 pagesM-MTRAC 1 ManualCvijic DejanNo ratings yet
- Solvent Evaporation: Fast, Reliable and AffordableDocument24 pagesSolvent Evaporation: Fast, Reliable and Affordablepandiya rajanNo ratings yet
- CEUFast Infection Control and Barrier PrecautionsDocument90 pagesCEUFast Infection Control and Barrier PrecautionsMeg GalauranNo ratings yet
- Soal Uts Kelas 9 MtsDocument5 pagesSoal Uts Kelas 9 Mtsindah sNo ratings yet