Download as pdf or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- As 3978 NDT-VT PDFDocument28 pagesAs 3978 NDT-VT PDFThe Engineers EDGE, CoimbatoreNo ratings yet
- Blank Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (GMAW & FCAW) Welding Procedure Specification (WPS)GMNo ratings yet
- Diagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryFrom EverandDiagnostic Communication with Road-Vehicles and Non-Road Mobile MachineryRating: 1 out of 5 stars1/5 (1)
- FGC 9~零部件组装说明教程Document110 pagesFGC 9~零部件组装说明教程A B90% (10)
- Laboratory Quality/Management: A Workbook with an Eye on AccreditationFrom EverandLaboratory Quality/Management: A Workbook with an Eye on AccreditationRating: 5 out of 5 stars5/5 (1)
- AWS - Practical Reference Guide For Visual Inspection of Pressure Vessel and Pressure PipingDocument32 pagesAWS - Practical Reference Guide For Visual Inspection of Pressure Vessel and Pressure PipingAndres Gerena Cortes100% (1)
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingFrom EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNo ratings yet
- BOP RecertificationDocument14 pagesBOP RecertificationSameer Parambath100% (5)
- IME - Bolted Flanged Joints Methods & PracticesDocument188 pagesIME - Bolted Flanged Joints Methods & PracticesHeviiNo ratings yet
- Technical Data On Galv BoltsDocument40 pagesTechnical Data On Galv BoltsClaudioDuarteNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
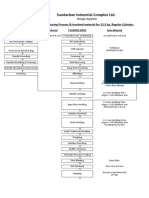
- LPG Cylinder Manufacturing Process Flow Chart With Raw MaterialDocument32 pagesLPG Cylinder Manufacturing Process Flow Chart With Raw MaterialNadim Mia100% (1)
- Tube Plug Method PDFDocument63 pagesTube Plug Method PDFbarun1977No ratings yet
- Chapter 2 Visual Inspection VT 2012 Applied Welding EngineeringDocument4 pagesChapter 2 Visual Inspection VT 2012 Applied Welding EngineeringJames LeonNo ratings yet
- VT-2 Codes and StandardsDocument29 pagesVT-2 Codes and StandardsMirza Safeer Ahmad100% (1)
- PrayerDocument11 pagesPrayerTrecita BacoNo ratings yet
- Section 1 Duties & ResponsiblitiesDocument8 pagesSection 1 Duties & ResponsiblitiesS GoudaNo ratings yet
- Fab 01 QA of Welds, ISO 3834, RWC Etc.Document17 pagesFab 01 QA of Welds, ISO 3834, RWC Etc.Raghu vamshiNo ratings yet
- 5-778-93 Hydraulic CylindersDocument8 pages5-778-93 Hydraulic CylindersJerry ZhangNo ratings yet
- Brochure API 510 (150128)Document4 pagesBrochure API 510 (150128)wisnu_bayusaktiNo ratings yet
- Dutyies of Welding InspectorDocument30 pagesDutyies of Welding InspectorMorg Actus100% (1)
- Title Maintain Control Valve Actuators and Positioners Level 3 Credits 5Document4 pagesTitle Maintain Control Valve Actuators and Positioners Level 3 Credits 5Sarah Shibu ThomasNo ratings yet
- Type Approval ProgrammesDocument7 pagesType Approval ProgrammesFajar LuthNo ratings yet
- Heat Exchanger Inspection Checklist - QC, Inspection & Testing Engineering - Eng-TipsDocument2 pagesHeat Exchanger Inspection Checklist - QC, Inspection & Testing Engineering - Eng-TipsdileepNo ratings yet
- Interview QuestionDocument27 pagesInterview Questionsivacwi75% (4)
- Piping & Welding PDFDocument27 pagesPiping & Welding PDFTanveer Memon50% (2)
- Design and Manufacturing GuidelinesDocument10 pagesDesign and Manufacturing GuidelinesEdisson100% (1)
- CSWIP 3.1-2010 The Welding Inspection of SteelDocument317 pagesCSWIP 3.1-2010 The Welding Inspection of Steelapply19842371100% (1)
- Code, Standard, Specification and ProcedureDocument13 pagesCode, Standard, Specification and ProceduremangsureshNo ratings yet
- Practical Guidelines Inspect Repair HDG Coatings 2008Document24 pagesPractical Guidelines Inspect Repair HDG Coatings 2008forbeskaNo ratings yet
- British Standard 5289: 1976: Visual InspectionDocument10 pagesBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoNo ratings yet
- Practical Guidelines Inspect Repair HDG Coatings 2008 PDFDocument24 pagesPractical Guidelines Inspect Repair HDG Coatings 2008 PDFArul ChinnapillaiNo ratings yet
- Code, Standard, Specification and ProcedureDocument13 pagesCode, Standard, Specification and Proceduremangsuresh100% (1)
- Ekulama1 Hydrostatic Testing Procedure - Rev 2Document15 pagesEkulama1 Hydrostatic Testing Procedure - Rev 2eke23No ratings yet
- Chapter 2 - Visual Inspection - 2016 - Applied Welding EngineeringDocument4 pagesChapter 2 - Visual Inspection - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
- Jphil Bolting and Unbolting Procedure Rev 1Document21 pagesJphil Bolting and Unbolting Procedure Rev 1Mark Darrel AranasNo ratings yet
- 1 Typical Duties of Welding InspectorsDocument7 pages1 Typical Duties of Welding InspectorspandimrNo ratings yet
- The Dow Chemical Company Engineering Specification Materials G8S-5002-00 Global 12-MAR-1997 Page 1 of 4Document4 pagesThe Dow Chemical Company Engineering Specification Materials G8S-5002-00 Global 12-MAR-1997 Page 1 of 4maheshNo ratings yet
- Welding InspectionDocument317 pagesWelding InspectionQualidade QualidadeNo ratings yet
- Industry Guidance For: Integrity, Obsolescence and Avoidance of Fatigue FailureDocument33 pagesIndustry Guidance For: Integrity, Obsolescence and Avoidance of Fatigue FailureSnezana Vulovic100% (1)
- Chapter 8Document31 pagesChapter 8louie jay aguadoNo ratings yet
- NDT INTR - BIT Inspection TechnologyDocument138 pagesNDT INTR - BIT Inspection Technologydaimahesh100% (5)
- Certification To Iso 3834 For Fabrication IndustryDocument9 pagesCertification To Iso 3834 For Fabrication IndustryvilukNo ratings yet
- Cswip 3.1 New BookDocument342 pagesCswip 3.1 New BookMohsin Rasul90% (52)
- 9 Cswip 3.1 Book 2010 Coloured BookDocument338 pages9 Cswip 3.1 Book 2010 Coloured BookBùi Công LộcNo ratings yet
- Visual Testing ProcedureDocument4 pagesVisual Testing ProcedureAnirban Sen Sharma100% (2)
- EE523: System Reliability & MaintainabilityDocument36 pagesEE523: System Reliability & MaintainabilityJames ojochegbNo ratings yet
- Guidance Manual For Repair of Surface / Dimension by Means of Metal CoatingDocument5 pagesGuidance Manual For Repair of Surface / Dimension by Means of Metal CoatingLACC50No ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1From EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Rating: 4.5 out of 5 stars4.5/5 (2)
- Modern Approaches to Discrete, Integrated Component and System Reliability Engineering: Reliability EngineeringFrom EverandModern Approaches to Discrete, Integrated Component and System Reliability Engineering: Reliability EngineeringNo ratings yet
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- Regulatory Oversight of Ageing Management and Long Term Operation Programme of Nuclear Power PlantsFrom EverandRegulatory Oversight of Ageing Management and Long Term Operation Programme of Nuclear Power PlantsNo ratings yet
- ReycooooDocument9 pagesReycooooDina BihaqqiNo ratings yet
- ReycooDocument12 pagesReycooDina BihaqqiNo ratings yet
- Triangle Steering SystemDocument1 pageTriangle Steering SystemDina BihaqqiNo ratings yet
- Centre BearingsDocument23 pagesCentre BearingsDina BihaqqiNo ratings yet
- 0901d19680a96c3b-670 722 RollerBearingUnits Catalog Mar 2020 TCM 12-556867Document30 pages0901d19680a96c3b-670 722 RollerBearingUnits Catalog Mar 2020 TCM 12-556867Dina BihaqqiNo ratings yet
- Centre Bearing Catalogue 2021 WebDocument32 pagesCentre Bearing Catalogue 2021 WebDina BihaqqiNo ratings yet
- Ehv Bladder ParkerDocument38 pagesEhv Bladder ParkerDina BihaqqiNo ratings yet
- Po Style Air Clutch Installation and Maintenance ManualDocument13 pagesPo Style Air Clutch Installation and Maintenance ManualDina BihaqqiNo ratings yet
- Power Gri P: Installation & Maintenance ManualDocument36 pagesPower Gri P: Installation & Maintenance ManualDina Bihaqqi0% (1)
- Motor ListrikDocument19 pagesMotor ListrikDina BihaqqiNo ratings yet
- Jurnal Pendidikan: Serambi IlmuDocument69 pagesJurnal Pendidikan: Serambi IlmuDina BihaqqiNo ratings yet
- Underwater Welding 2Document26 pagesUnderwater Welding 2Mohammad IsmailNo ratings yet
- Tugas 2 WeldingDocument9 pagesTugas 2 WeldingMuhammad AndriNo ratings yet
- Design of Steel Structures To EurocodesDocument46 pagesDesign of Steel Structures To EurocodesFlorin VladNo ratings yet
- Gymcol Adhezive IdeasDocument68 pagesGymcol Adhezive Ideasdanalin_ursu_8976885No ratings yet
- MCQ'ScswipDocument29 pagesMCQ'ScswipAkhilesh KumarNo ratings yet
- G.Jothinathan Scientific Officer Gr.I Department of Metallurgical and Materials Engineering I I T M, Chennai 600 036Document36 pagesG.Jothinathan Scientific Officer Gr.I Department of Metallurgical and Materials Engineering I I T M, Chennai 600 036koib789No ratings yet
- Hirarc Form: 1.hazard Identification 2.risk Analysis 3.risk ControlDocument2 pagesHirarc Form: 1.hazard Identification 2.risk Analysis 3.risk ControlAiman HakimiNo ratings yet
- SOP CranfieldDocument1 pageSOP CranfieldShyam KrishnanNo ratings yet
- SOP - 03 - Shop FabricationDocument23 pagesSOP - 03 - Shop FabricationSuci YatiningtiyasNo ratings yet
- W47.1 CWBDocument2 pagesW47.1 CWBSangam JonNo ratings yet
- CPM300 MetallurgyDocument70 pagesCPM300 MetallurgyhadiNo ratings yet
- Welding Operations & DefectsDocument15 pagesWelding Operations & Defectsklawsis83% (6)
- 06 - Chapter 1 PDFDocument38 pages06 - Chapter 1 PDFdinosaur x-drakeNo ratings yet
- DIGITIG 200 Welder-Rev3Document1 pageDIGITIG 200 Welder-Rev3NicoNo ratings yet
- 4G Fcaw WPSDocument3 pages4G Fcaw WPSdjafourNo ratings yet
- 09-00 - Shell and Tube Heat Exchangers For Routine ServiceDocument17 pages09-00 - Shell and Tube Heat Exchangers For Routine ServiceFolayemiNo ratings yet
- Hard Facing OverlayDocument2 pagesHard Facing OverlayAmanSharmaNo ratings yet
- A 487Document6 pagesA 487arockia1977100% (2)
- Welding SymbolDocument26 pagesWelding SymboldhasdjNo ratings yet
- RR250 - C30 OmmDocument16 pagesRR250 - C30 OmmturboshaftNo ratings yet
- Backing Bar Tolerance PDFDocument2 pagesBacking Bar Tolerance PDFRajed MaglinteNo ratings yet
- CRAHF Weld OverlayDocument2 pagesCRAHF Weld OverlayGogulu KumarNo ratings yet
- IC141 Product Realization TechnologyDocument1 pageIC141 Product Realization Technologyparitoshjain01No ratings yet
- Performance of Upright Overfired Broilers: Standard Test Method ForDocument12 pagesPerformance of Upright Overfired Broilers: Standard Test Method ForFrancisco GuerraNo ratings yet
- Ccsviiid1 2029-3Document2 pagesCcsviiid1 2029-3DieguitoOmarMoralesNo ratings yet
- Definitive Guide Robot Welding Torches v1.0Document50 pagesDefinitive Guide Robot Welding Torches v1.0AlexgriNo ratings yet