Download as docx, pdf, or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- COSHH Risk Assessment FormDocument6 pagesCOSHH Risk Assessment FormHalimNo ratings yet
- Comparison Between ASME and RCCDocument22 pagesComparison Between ASME and RCClram70No ratings yet
- Project Risk ManagementDocument6 pagesProject Risk ManagementHalimNo ratings yet
- Asme BPVC Sec Ix WledingDocument15 pagesAsme BPVC Sec Ix WledingAkhilesh KumarNo ratings yet
- 20 Samss 001Document9 pages20 Samss 001asimazami690% (1)
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- P Number in Welding Application: Welding Procedure Specification Welding Performance QualificationDocument4 pagesP Number in Welding Application: Welding Procedure Specification Welding Performance QualificationAlok SinghNo ratings yet
- Tube To Tubesheet WeldingDocument8 pagesTube To Tubesheet WeldingManjadi Maverick100% (1)
- P Number, F Number and A Number in Welding (ASME Section IX) - Welding and NDTDocument3 pagesP Number, F Number and A Number in Welding (ASME Section IX) - Welding and NDTAshish Ghadiya100% (1)
- Tank Welding Details1Document5 pagesTank Welding Details1Dilip PatilNo ratings yet
- Asme Weld NumberDocument22 pagesAsme Weld NumberahmedNo ratings yet
- ASME Weld Number Tables (P, F, A)Document19 pagesASME Weld Number Tables (P, F, A)Osman GoneNo ratings yet
- Preparación de WPS SDocument10 pagesPreparación de WPS SPercyFloresNo ratings yet
- Summary of Changes in ASME Section IX, 1998 EditionDocument5 pagesSummary of Changes in ASME Section IX, 1998 EditionTeguh Setiono100% (1)
- 2009 Addenda PDFDocument6 pages2009 Addenda PDFKavin PrakashNo ratings yet
- Variables WeldingDocument18 pagesVariables WeldingJJNo ratings yet
- Experiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Document12 pagesExperiment No.: - Welding Procedure Specification (WPS) & Welder Performance Qualification (WPQ)Vandan GundaleNo ratings yet
- ASME P NumbersDocument6 pagesASME P NumbersAbdul KharisNo ratings yet
- KUALIFIKASI KAWAT LAS ASME A-NumbersDocument3 pagesKUALIFIKASI KAWAT LAS ASME A-NumbersAbdul KharisNo ratings yet
- ASME IX - 2019 - Addenda - ChangesDocument7 pagesASME IX - 2019 - Addenda - ChangeszaheerNo ratings yet
- Welding Jurnal PDFDocument6 pagesWelding Jurnal PDFAdam GrajewskiNo ratings yet
- Auditing Oof Welding Under ASME Section IXDocument21 pagesAuditing Oof Welding Under ASME Section IXsabahiraqNo ratings yet
- Summary of Changes in ASME Section IX, 2002 AddendaDocument6 pagesSummary of Changes in ASME Section IX, 2002 AddendaAnonymous 6LwW4qi6TiNo ratings yet
- QC Interview Questions IMPDocument10 pagesQC Interview Questions IMPAnonymous bIe9JSMphsNo ratings yet
- Welding Base Metal GroupingDocument5 pagesWelding Base Metal GroupingBN JadhavNo ratings yet
- A Comparison of ISO 15614 Part 1 and ASME IX - TWIDocument7 pagesA Comparison of ISO 15614 Part 1 and ASME IX - TWItreyX67No ratings yet
- P-Number F-Number and A-Number in Welding PDFDocument3 pagesP-Number F-Number and A-Number in Welding PDFAkansha SharmaNo ratings yet
- ASME IX OrganizationDocument14 pagesASME IX OrganizationemrullahNo ratings yet
- Asme Sec Ix 2007 - Addenda 2008Document5 pagesAsme Sec Ix 2007 - Addenda 2008Ernesto VillalobosNo ratings yet
- Asme 9Document11 pagesAsme 9H_DEBIANENo ratings yet
- ASME IX Changes 2003 PDFDocument5 pagesASME IX Changes 2003 PDFRaul Humberto Mora VillamizarNo ratings yet
- Asme Sec Ix - Short NotesDocument20 pagesAsme Sec Ix - Short NotesParvee K NakwalNo ratings yet
- Dokumen - Tips - A Comparison of Iso 15614 Part 1 and Asme IxDocument2 pagesDokumen - Tips - A Comparison of Iso 15614 Part 1 and Asme Ixjuan carlos beltranNo ratings yet
- ASME IX ExplanationsDocument13 pagesASME IX ExplanationsManju Juno100% (4)
- A Comparison of ISO 15614 Part 1 and ASME IXDocument2 pagesA Comparison of ISO 15614 Part 1 and ASME IXtuanNo ratings yet
- Alloy 52MDocument11 pagesAlloy 52Mharan2000No ratings yet
- Brief of Variables: Smaw Gtaw Gmaw SawDocument3 pagesBrief of Variables: Smaw Gtaw Gmaw SawAdilMunirNo ratings yet
- SISGuide WPS & PQTDocument11 pagesSISGuide WPS & PQTjohnsonNo ratings yet
- Simbolizare Sarme de SuduraDocument4 pagesSimbolizare Sarme de SuduraTeodor EzaruNo ratings yet
- Section IX WeldingDocument6 pagesSection IX WeldingAhmedNo ratings yet
- Engineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining GWS 1-07 - Consumable MaterialsDocument3 pagesEngineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining GWS 1-07 - Consumable MaterialsshijinrajagopalNo ratings yet
- i-ASME-IX - DetailDocument13 pagesi-ASME-IX - DetailshisopiNo ratings yet
- Welding Procedure SpecificationDocument30 pagesWelding Procedure Specificationrahman196011100% (1)
- Partager WPS and PQRDocument94 pagesPartager WPS and PQRTahar DabbarNo ratings yet
- Boon Asme Ix NotesDocument31 pagesBoon Asme Ix NotesPRAVEENNo ratings yet
- Essential and Non-Essential Variables For WPS - PQRDocument4 pagesEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNo ratings yet
- Section IX Self StudyDocument325 pagesSection IX Self StudyMohamad Rezazade100% (19)
- Asme Sec Ix - Short Notes ReferenceDocument29 pagesAsme Sec Ix - Short Notes Referencekart_rl0% (1)
- Guide To Prepare The WPQR - ASME CODEDocument5 pagesGuide To Prepare The WPQR - ASME CODESebastian RajeshNo ratings yet
- Variable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aDocument7 pagesVariable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aSaut Maruli Tua SamosirNo ratings yet
- Asme Ix 2 PDFDocument34 pagesAsme Ix 2 PDFAli Ben AmorNo ratings yet
- Lesson 15 Wps PQR New2Document96 pagesLesson 15 Wps PQR New2Thomas CosensNo ratings yet
- Welder Qualifications and The ASME CodeDocument2 pagesWelder Qualifications and The ASME CodeWaqas WaqasNo ratings yet
- Wps PQR Spec IndexDocument1 pageWps PQR Spec IndexTridib DeyNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature ServiceDocument6 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Low-Temperature Servicerohit kumarNo ratings yet
- Commonly Asked Questions On WPS With Toughness RequirementDocument7 pagesCommonly Asked Questions On WPS With Toughness RequirementHalimNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Codification of Statements on Standards for Attestation Engagements, January 2018From EverandCodification of Statements on Standards for Attestation Engagements, January 2018No ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Wiley Practitioner's Guide to GAAS 2017: Covering all SASs, SSAEs, SSARSs, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2017: Covering all SASs, SSAEs, SSARSs, and InterpretationsNo ratings yet
- Comparison For Wps QualificationDocument2 pagesComparison For Wps QualificationHalimNo ratings yet
- Operation and Trouble Shooting in LP & Vacuum Section For MS. Saipem ProcessDocument22 pagesOperation and Trouble Shooting in LP & Vacuum Section For MS. Saipem ProcessHalim100% (1)
- Control - Statistical Process Control SPCDocument22 pagesControl - Statistical Process Control SPCHalimNo ratings yet
- Invoice 252541 PDFDocument1 pageInvoice 252541 PDFManju NathNo ratings yet
- Mon., May 23, 2011Document12 pagesMon., May 23, 2011The Delphos HeraldNo ratings yet
- 6 Dividend Icai PDFDocument27 pages6 Dividend Icai PDFsuksesNo ratings yet
- Couturier & Ors V Hastie & Anor (1856) UKHL J3 (26 June 1856)Document6 pagesCouturier & Ors V Hastie & Anor (1856) UKHL J3 (26 June 1856)Phillip KitulaNo ratings yet
- Eagle Software India PVT LTD - Google SearchDocument1 pageEagle Software India PVT LTD - Google Searchyuva siranNo ratings yet
- Updated Motor Write Up For Pe 2023 Ver 2.0 by Vishnu AggarwalDocument32 pagesUpdated Motor Write Up For Pe 2023 Ver 2.0 by Vishnu Aggarwalrishabhdev0007No ratings yet
- Reformation Part 1Document10 pagesReformation Part 1Alejandra Resendiz TorresNo ratings yet
- HINOGUIN V ECC and GSISDocument2 pagesHINOGUIN V ECC and GSISclarisse lyka hattonNo ratings yet
- Fiscal Measurement of Oil and GasDocument7 pagesFiscal Measurement of Oil and GasEyoma EtimNo ratings yet
- Driver-Logs - 2022-10-18T074510.887Document14 pagesDriver-Logs - 2022-10-18T074510.887HOS ManagesNo ratings yet
- Simulation and Design ToolsDocument63 pagesSimulation and Design ToolsJainamNo ratings yet
- PMC - Scope of ServicesDocument8 pagesPMC - Scope of ServicesAr Kajal GangilNo ratings yet
- Richard Reahard Ann P. Reahard v. Lee County, 30 F.3d 1412, 11th Cir. (1994)Document10 pagesRichard Reahard Ann P. Reahard v. Lee County, 30 F.3d 1412, 11th Cir. (1994)Scribd Government DocsNo ratings yet
- Omnibus Sworn StatementDocument2 pagesOmnibus Sworn StatementheheloveNo ratings yet
- Music Money Makeover Split SheetDocument3 pagesMusic Money Makeover Split Sheetace majestixxNo ratings yet
- Registration Form 2nd NABPLO ConventionDocument2 pagesRegistration Form 2nd NABPLO ConventionMecs NidNo ratings yet
- SPL CHAPTER 3 Question& AnswersDocument2 pagesSPL CHAPTER 3 Question& AnswersAstha KNo ratings yet
- SSF 3044 Sociology of DevelopmentDocument25 pagesSSF 3044 Sociology of DevelopmentKhairul AmriNo ratings yet
- More Evidence in Proof of Murder Committed by Nandikadal Kamal Gunaratne When He Was DepDocument5 pagesMore Evidence in Proof of Murder Committed by Nandikadal Kamal Gunaratne When He Was DepThavam RatnaNo ratings yet
- 1 Question Bank-1Document78 pages1 Question Bank-1Rutav DodiaNo ratings yet
- Charged ExpenditureDocument7 pagesCharged ExpendituremanojhunkNo ratings yet
- Canadian Business Law Today Canadian 1st Edition Breen Test BankDocument35 pagesCanadian Business Law Today Canadian 1st Edition Breen Test Bankpeanutsofteniscd1n100% (27)
- Unival™ Dmdg-6200 NT 7: High Density Polyethylene ResinDocument3 pagesUnival™ Dmdg-6200 NT 7: High Density Polyethylene Resinyesenia flores rosadoNo ratings yet
- Chapter 7 - 18may 2022Document51 pagesChapter 7 - 18may 2022Hazlina HusseinNo ratings yet
- Business Case - ACTPACO (ACCTBaefA2)Document4 pagesBusiness Case - ACTPACO (ACCTBaefA2)Lourfame Prieto NellasNo ratings yet
- Community and Resistance in Marie Clements' The Unnatural and AccidentalDocument29 pagesCommunity and Resistance in Marie Clements' The Unnatural and AccidentalAkshita BansalNo ratings yet
- SFT 05 00386Document2 pagesSFT 05 00386Suresh SharmaNo ratings yet
- Definition The Factories Act, 1934Document5 pagesDefinition The Factories Act, 1934UmairNo ratings yet
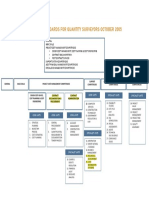
- Aiqs Competency Standards For Quantity SurveyorsDocument1 pageAiqs Competency Standards For Quantity SurveyorsTobyNo ratings yet
- B-Schools Granted Saqs AccreditationDocument3 pagesB-Schools Granted Saqs Accreditation170534.cheNo ratings yet