Download as pdf or txt
You might also like
- Lean ManagementDocument34 pagesLean ManagementPhoe MuNo ratings yet
- Single-Minute Exchange of Die (SMED), A State-Of-The-Art Literature Review PDFDocument19 pagesSingle-Minute Exchange of Die (SMED), A State-Of-The-Art Literature Review PDFRoberto Ramirez GomezNo ratings yet
- TA1 Visual Inspection Form Master - Wheel LoaderDocument12 pagesTA1 Visual Inspection Form Master - Wheel LoaderCarlosNo ratings yet
- # (Article) SALES & OPERATIONS PLANNING - BUILDING THE FOUNDATION (2008)Document7 pages# (Article) SALES & OPERATIONS PLANNING - BUILDING THE FOUNDATION (2008)AbusamraMousaNo ratings yet
- EU Parliament Study Integrated TicketingDocument116 pagesEU Parliament Study Integrated TicketingDodi Julianto فاصلNo ratings yet
- A Cost Model of Industrial Maintenance For Profitability Analysis and Benchmarking PDFDocument17 pagesA Cost Model of Industrial Maintenance For Profitability Analysis and Benchmarking PDFHugoCabanillasNo ratings yet
- Volvo Production System Anne May Engdahl PDFDocument34 pagesVolvo Production System Anne May Engdahl PDFShlok DixitNo ratings yet
- How To Check Root Cause Analysis On Oracle Cloud PortalDocument5 pagesHow To Check Root Cause Analysis On Oracle Cloud Portalnitinjain2020No ratings yet
- Bhasin - 2012 - Performance of Lean in Large OrganisationsDocument9 pagesBhasin - 2012 - Performance of Lean in Large OrganisationsDragan DragičevićNo ratings yet
- Final Report - Nilkamal-Bito Storage Systems PVT LTDDocument21 pagesFinal Report - Nilkamal-Bito Storage Systems PVT LTDdebendu nagNo ratings yet
- Lean Launchpad Educators Teaching Handbook January 2013 SmallDocument113 pagesLean Launchpad Educators Teaching Handbook January 2013 SmallAleksandar TasevNo ratings yet
- Construction Extension To The PMBOK ® Guide - Third Edition: by Project Management InstituteDocument1 pageConstruction Extension To The PMBOK ® Guide - Third Edition: by Project Management InstitutefaouziNo ratings yet
- QFD, Fmea, DfaDocument300 pagesQFD, Fmea, DfaMohammad Shazil HassanNo ratings yet
- MRP e MRP IIDocument9 pagesMRP e MRP IINatashaNo ratings yet
- Área Tecnológica de Gestão Da Produção & LogísticaDocument44 pagesÁrea Tecnológica de Gestão Da Produção & LogísticaSildinéia De Andrade RanghettiNo ratings yet
- Design Review Based On Failure Mode 1-Day Workshop by TetrahedronDocument2 pagesDesign Review Based On Failure Mode 1-Day Workshop by TetrahedrontetrahedronNo ratings yet
- Practical Procedure For Reducing Setup TimeDocument5 pagesPractical Procedure For Reducing Setup TimeManjunath GowdaNo ratings yet
- Process FMEA (Failure Mode and Effect Analysis)Document17 pagesProcess FMEA (Failure Mode and Effect Analysis)hendra100% (1)
- MMOG v4 Roll OutDocument1 pageMMOG v4 Roll Outdreyes130No ratings yet
- Raci ChartDocument2 pagesRaci ChartbayoubgoorNo ratings yet
- Investigating The Effect of Value Stream Mapping On Procurement Effectiveness A Case StudyDocument12 pagesInvestigating The Effect of Value Stream Mapping On Procurement Effectiveness A Case StudyJorge Alejandro Patron ChicanaNo ratings yet
- Leaf 7 Alain Pri OulDocument10 pagesLeaf 7 Alain Pri OulSunny DayNo ratings yet
- Lisa V5 PDFDocument20 pagesLisa V5 PDFRx DentviewNo ratings yet
- Welcome - Day 1 2012: Failure Mode and Effects AnalysisDocument63 pagesWelcome - Day 1 2012: Failure Mode and Effects AnalysisKaya Eralp AsanNo ratings yet
- DMAIC RoadmapDocument3 pagesDMAIC RoadmapEtienne VeronNo ratings yet
- Chris Wilson - Market Trends ChallengesDocument29 pagesChris Wilson - Market Trends ChallengesAnbazhagan Sulur RamasamyNo ratings yet
- CNH Industrial Supplier Portal Guidelines For SuppliersDocument8 pagesCNH Industrial Supplier Portal Guidelines For SuppliersSamuelsonLeiteNo ratings yet
- Fmea PDFDocument161 pagesFmea PDFManoj KumarNo ratings yet
- Logistics Evolution BallouDocument12 pagesLogistics Evolution BallouFábio OliveiraNo ratings yet
- EPCIS Healthcare GS1Document2 pagesEPCIS Healthcare GS1D0LLC123No ratings yet
- Drill DeepDocument9 pagesDrill DeepDiogo Andrade FonteneleNo ratings yet
- 5S Numbers GameDocument13 pages5S Numbers GameAnkurNo ratings yet
- FCA US LLC Customer-Specific Requirements - December 4 2015 ReleaseDocument48 pagesFCA US LLC Customer-Specific Requirements - December 4 2015 Releasemanune01No ratings yet
- 2015 TPM Award: Application OutlineDocument57 pages2015 TPM Award: Application OutlineGustavo Salguero MoralesNo ratings yet
- Lean in EducationDocument13 pagesLean in EducationVijayaganth SalemNo ratings yet
- Cycle Time vs. Lead TimeDocument2 pagesCycle Time vs. Lead TimeEsubalew GebrieNo ratings yet
- Process Improvement PlanDocument8 pagesProcess Improvement PlanEdwin G Garcia ChNo ratings yet
- 2020-04-08 A - B-Tests - Jasmin YayaDocument42 pages2020-04-08 A - B-Tests - Jasmin YayabeohlaiNo ratings yet
- Waze LogDocument1,040 pagesWaze LogazertyNo ratings yet
- Sae J4000Document6 pagesSae J4000Jorge Montforte0% (1)
- Lean SystemTOCDocument93 pagesLean SystemTOCbullfinch2No ratings yet
- World Class ManufacturingDocument23 pagesWorld Class ManufacturingSathish Babu KNo ratings yet
- Improving Operations PerformanceDocument31 pagesImproving Operations PerformanceSalih ErdemNo ratings yet
- Lean Concepts in Project MGMTDocument51 pagesLean Concepts in Project MGMTshan4600No ratings yet
- FMEA NC e BookDocument37 pagesFMEA NC e BookDiana GîngioveanuNo ratings yet
- Introduction To BPMN: IBM Software GroupDocument78 pagesIntroduction To BPMN: IBM Software GroupEmilsonwernerNo ratings yet
- Assessment - P06 - 26 - 7 - 2D - Rev 01-06-2015cópia-Portugues - Resp e PrazoDocument22 pagesAssessment - P06 - 26 - 7 - 2D - Rev 01-06-2015cópia-Portugues - Resp e PrazoGuilherme AugustoNo ratings yet
- Capital Project Planning Performance BlueprintDocument23 pagesCapital Project Planning Performance Blueprintwaheed_muhammad5392No ratings yet
- Logistica Empresarial Bowersox PDFDocument570 pagesLogistica Empresarial Bowersox PDFAna ClaudiaNo ratings yet
- 2017 - Thomas R. Dye - Understanding Public Policy (001-019)Document19 pages2017 - Thomas R. Dye - Understanding Public Policy (001-019)Lorenna Dantas LaraNo ratings yet
- IATF 16949 Requirement QMS Process (Sample)Document4 pagesIATF 16949 Requirement QMS Process (Sample)Chan NuNo ratings yet
- Boeing Digital Transformation Presentation 2018Document10 pagesBoeing Digital Transformation Presentation 2018putra briskaNo ratings yet
- DFMA MaterialsDocument19 pagesDFMA MaterialsdharmeshNo ratings yet
- Toyota Production SystemDocument3 pagesToyota Production SystemmehtazeelNo ratings yet
- Spray 2020 Corporate ProfilesDocument27 pagesSpray 2020 Corporate ProfilesMADHAVI BARIYANo ratings yet
- Ashdown Mag 300 ManualDocument6 pagesAshdown Mag 300 ManualTerry Morley100% (1)
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- AutomationAPI UserGuideDocument55 pagesAutomationAPI UserGuideHakim SabRiNo ratings yet
- Thebpmngraphichandbook SampleDocument50 pagesThebpmngraphichandbook SampleJasonNo ratings yet
- Sales Management CS 6Document4 pagesSales Management CS 6pavan gowdaNo ratings yet
- Leave Blank: Strengths - S Weaknesses - WDocument4 pagesLeave Blank: Strengths - S Weaknesses - Wraj8882No ratings yet
- Igcse Esl 6ed TR Unit4 Test AudioscriptDocument2 pagesIgcse Esl 6ed TR Unit4 Test AudioscriptGrace Anndel Salamatin SantosNo ratings yet
- International Business Strategy: Chrysler in TroubleDocument6 pagesInternational Business Strategy: Chrysler in TroubleMinting ShenNo ratings yet
- All About 4g EnginesDocument7 pagesAll About 4g Enginesisaiahraj_izNo ratings yet
- Catalogue Range Cupra Formentor 2024Document60 pagesCatalogue Range Cupra Formentor 2024rbnscootNo ratings yet
- 9 9.4 Aoc Maintenance Requirements 9.4.1.1 ApplicabilityDocument12 pages9 9.4 Aoc Maintenance Requirements 9.4.1.1 ApplicabilityJoshua BarteNo ratings yet
- Up Brochure Pricelist p11dDocument38 pagesUp Brochure Pricelist p11derwerwerwerwewytiygNo ratings yet
- MBE4000 EGR Connector Pipe InstallationDocument6 pagesMBE4000 EGR Connector Pipe InstallationАндрейNo ratings yet
- Safety Code For Elevators and Escalators: ASME Al 7.1-2016/CSA B44-16Document595 pagesSafety Code For Elevators and Escalators: ASME Al 7.1-2016/CSA B44-16BradNo ratings yet
- PB TaguigDocument18 pagesPB Taguigmark angelo aguinaldoNo ratings yet
- Model: USF-54: Universal Single Width BlowerDocument2 pagesModel: USF-54: Universal Single Width BlowerJoseph DavidNo ratings yet
- Elkon Quick Master 35 Fully Automatic Concrete Batching Plant PDFDocument14 pagesElkon Quick Master 35 Fully Automatic Concrete Batching Plant PDFAdom SamuelNo ratings yet
- Cheba, Saniuk - 2016 - Urban Mobility - Identification, Measurement and Evaluation (2) - AnnotatedDocument10 pagesCheba, Saniuk - 2016 - Urban Mobility - Identification, Measurement and Evaluation (2) - AnnotatedMauricio QuinteroNo ratings yet
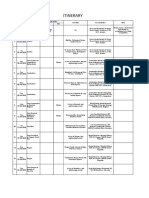
- 25 Days in Europe Itinerary1Document22 pages25 Days in Europe Itinerary1Kobashi WibowoNo ratings yet
- Case Study Metals Use of AlloysDocument8 pagesCase Study Metals Use of AlloysNamrata MaheshwariNo ratings yet
- ELC Week 8 Student Activity SheetDocument16 pagesELC Week 8 Student Activity SheetAngelica Mae De LeonNo ratings yet
- Karunabeli 1Document11 pagesKarunabeli 1vishalg_4No ratings yet
- EPIC ManualDocument24 pagesEPIC Manualcleitonunes100% (1)
- Articulated Rollers: RW 1800 / RW 3005 / RW 5005Document8 pagesArticulated Rollers: RW 1800 / RW 3005 / RW 5005Bilal VURALNo ratings yet
- Electronic Reservation Slip (ERS) : # Name Age Gender Booking Status Current StatusDocument3 pagesElectronic Reservation Slip (ERS) : # Name Age Gender Booking Status Current StatusTrilok TripathiNo ratings yet
- At The Airport: Vocabulary Vocabulary More WordsDocument2 pagesAt The Airport: Vocabulary Vocabulary More WordsAyelén HawryNo ratings yet
- UTILIZATION OF PLASTICS IN ROAD CONSTRUCTION Ijariie3263Document6 pagesUTILIZATION OF PLASTICS IN ROAD CONSTRUCTION Ijariie3263Syalva TaskiaNo ratings yet
- CV Mateus Beno ATT 4 Management 2nd EngineerDocument2 pagesCV Mateus Beno ATT 4 Management 2nd EngineerSanjayaNo ratings yet
- SOAL ASA Bahasa Inggris KELAS X GanjilDocument5 pagesSOAL ASA Bahasa Inggris KELAS X GanjilLisaNo ratings yet
- Toyota VS HondaDocument70 pagesToyota VS Hondaappkamubashar7364100% (5)
- StoreDot Short OverviewDocument30 pagesStoreDot Short OverviewОлег КарбышевNo ratings yet
- 2 Medical Record Keeping Offshore Medics Course Version1Document19 pages2 Medical Record Keeping Offshore Medics Course Version1Kevin Macintyre-StewartNo ratings yet
- Introduction To Bridge DesignDocument74 pagesIntroduction To Bridge DesignAbhishek Verma100% (1)
- 475 File3028826052Document306 pages475 File3028826052Randeep DadwalNo ratings yet