
Betong Labb
Betong Labb
You might also like
- Avtagning Av ? - Strålning Med Färdvägen I PapperDocument5 pagesAvtagning Av ? - Strålning Med Färdvägen I PapperMichaela BjörkNo ratings yet
- GADocument13 pagesGADavid HedströmNo ratings yet
- IET Forskningsrapporter NR 2Document164 pagesIET Forskningsrapporter NR 2Henrik SanderNo ratings yet
- Standard STD 185-0001: Adhesion of Elastic Adhesives Vidhäftning Hos Elastiska LimDocument6 pagesStandard STD 185-0001: Adhesion of Elastic Adhesives Vidhäftning Hos Elastiska LimReverson SantosNo ratings yet
- VCS 1024,7139Document5 pagesVCS 1024,7139Francesco VignaliNo ratings yet
- StoCrete GM1 Tds SEDocument3 pagesStoCrete GM1 Tds SEqsdpfyb2c5No ratings yet
- MDCchap 2 Granulats Part 2Document44 pagesMDCchap 2 Granulats Part 2Badr ChattahyNo ratings yet
- VCS 1024,7136 PDFDocument19 pagesVCS 1024,7136 PDFFrancesco VignaliNo ratings yet
- Se Plannja Combideck45 Tekniskinfo 2012 Dec - 294Document32 pagesSe Plannja Combideck45 Tekniskinfo 2012 Dec - 294Nuno MiguelNo ratings yet
- Åhörarkopior Fasta Orala BeredningarDocument41 pagesÅhörarkopior Fasta Orala BeredningarMehrdad AvestaNo ratings yet
- Corporate Standard STD 1024: Orientation OrienteringDocument9 pagesCorporate Standard STD 1024: Orientation OrienteringFrancesco VignaliNo ratings yet
- 73 Tryckrorssystem PE802017Document22 pages73 Tryckrorssystem PE802017ErSoravNo ratings yet
- Full Text 01Document32 pagesFull Text 01Nguyễn ĐạiNo ratings yet
- Fysik 1 Labb 1Document9 pagesFysik 1 Labb 1Nora SöderbergNo ratings yet
- Ltu Ex 2015 102359617Document144 pagesLtu Ex 2015 102359617Patrik AlfredssonNo ratings yet
- TVBK 5056 PDFDocument113 pagesTVBK 5056 PDFAndreas Gustafsson100% (1)
- VOLVO Ensaio de Tração 1014 2029Document17 pagesVOLVO Ensaio de Tração 1014 2029marcio de rossiNo ratings yet
- Wind Loading - MultystoryDocument73 pagesWind Loading - MultystoryPomijaNo ratings yet
- VCS1024,21219 12-2005 PDFDocument4 pagesVCS1024,21219 12-2005 PDFFrancesco VignaliNo ratings yet
- Examensarbete - Utvärdering Av Borrhålslagret I Vällingby CentrumDocument30 pagesExamensarbete - Utvärdering Av Borrhålslagret I Vällingby Centrumapi-3798186No ratings yet
- Nitrogen Removal in MBBRDocument77 pagesNitrogen Removal in MBBRKrishna WinxNo ratings yet
- Hallbjörn, Betongplattor, 2015Document218 pagesHallbjörn, Betongplattor, 2015Filip StenströmNo ratings yet
- Rab Gambar LabDocument4 pagesRab Gambar Labdadi lenyayNo ratings yet
- Synthesis of NylonDocument9 pagesSynthesis of NylonblobloblaNo ratings yet
- Fyslab5 2023 HWDocument10 pagesFyslab5 2023 HWYasmine SajidNo ratings yet
- Monitoring of Mechanical Seals in Process PumpsDocument74 pagesMonitoring of Mechanical Seals in Process PumpsUsman Bayu WinarjiNo ratings yet
- Se Plannja Combideck 45 Teknisk Info 2020 1 - 4910Document32 pagesSe Plannja Combideck 45 Teknisk Info 2020 1 - 4910Nuno MiguelNo ratings yet
- Lateral Stability of Pile Groups Old Timber Piles in Clay DepositDocument71 pagesLateral Stability of Pile Groups Old Timber Piles in Clay Depositد.م. محمد الطاهرNo ratings yet
- YBG-broschyr 2003Document36 pagesYBG-broschyr 2003jhell9477No ratings yet
- VOLVO - Teste de Adesão H2O Spray - 1029 - 5463Document2 pagesVOLVO - Teste de Adesão H2O Spray - 1029 - 5463marcio de rossiNo ratings yet
- Rab Renu KarangmanguDocument2 pagesRab Renu Karangmanguyudhi ugmNo ratings yet
- Evaluation of A Production Route For Cold Drawn Nitinol WiresDocument36 pagesEvaluation of A Production Route For Cold Drawn Nitinol WiresRestu SihotangNo ratings yet
- FULLTEXT01Document85 pagesFULLTEXT01hazem.ahmed01No ratings yet
- FULLTEXT01Document43 pagesFULLTEXT01idrissimedsalah1No ratings yet
- Kapillärlabb Sadagopan&DahlbyDocument15 pagesKapillärlabb Sadagopan&DahlbymadumitaNo ratings yet
- Labb TransmissionDocument13 pagesLabb Transmissionamirhussain akbariNo ratings yet
- Provtagare StandardkolvDocument58 pagesProvtagare StandardkolvolsiNo ratings yet
- Characterizing Flowability ofDocument30 pagesCharacterizing Flowability ofdeajust4uNo ratings yet
- Obrada PlastikeDocument17 pagesObrada PlastikeMirjana Dumić CepNo ratings yet
- Mi Tesis Pero en SuecoDocument69 pagesMi Tesis Pero en SuecoDani AntoñanzasNo ratings yet
- FULLTEXT01Document72 pagesFULLTEXT01Carol PerssonNo ratings yet
- VCS1024,31159 10-2005 PDFDocument18 pagesVCS1024,31159 10-2005 PDFFrancesco VignaliNo ratings yet
- Fysik - LabbrapportDocument8 pagesFysik - Labbrapportlukas.boll.2005No ratings yet
- Labb InstruktionerDocument34 pagesLabb InstruktionerDozuifyNo ratings yet
- RAB Bangunan Dan Alat PendidikanDocument4 pagesRAB Bangunan Dan Alat PendidikanPatran PamindoNo ratings yet
- Antibakteriell Effekt PDFDocument24 pagesAntibakteriell Effekt PDFLamin SonkoNo ratings yet
- Sketsa Green House 6 X 9Document3 pagesSketsa Green House 6 X 9SyarifNo ratings yet
- Remissversion MatmetoderDocument47 pagesRemissversion MatmetoderfredymademydayNo ratings yet
- BoQ BENOA SISI DARATDocument6 pagesBoQ BENOA SISI DARATBayu KurniawanNo ratings yet
- Examensarbete Numerical Analysis of Laterally Loaded Lime-Cement Columns Benjamin CharbitDocument71 pagesExamensarbete Numerical Analysis of Laterally Loaded Lime-Cement Columns Benjamin CharbitnumanNo ratings yet
- Bolte Og Møtrikker TeknikhandbokenDocument144 pagesBolte Og Møtrikker TeknikhandbokenBussborgNo ratings yet
- VvsguideDocument40 pagesVvsguideGustavNo ratings yet
- Föreläsning 1 - 2023-1Document47 pagesFöreläsning 1 - 2023-1johanskarin94No ratings yet
- Examensarbete. Hantering Av Ändrings - Och Tilläggsarbeten Inom Byggindustrin. Ändrings - Och Tilläggsarbeten 15 Hp. Byggingenjör 180 HPDocument40 pagesExamensarbete. Hantering Av Ändrings - Och Tilläggsarbeten Inom Byggindustrin. Ändrings - Och Tilläggsarbeten 15 Hp. Byggingenjör 180 HPRula EladamNo ratings yet
- Geoteknisk Fälthandbok Publicerad 2014Document214 pagesGeoteknisk Fälthandbok Publicerad 2014fdgdfNo ratings yet
- NullDocument4 pagesNullapi-25888481No ratings yet
- VCS1027,61319 12-2005 PDFDocument6 pagesVCS1027,61319 12-2005 PDFFrancesco VignaliNo ratings yet
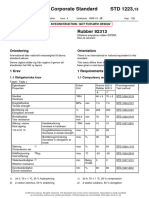
- Corporate Standard STD 1223: Orientering OrientationDocument2 pagesCorporate Standard STD 1223: Orientering OrientationIndiana Vendas1No ratings yet
- SWE-Montanv-Loftstugan - KopiaDocument27 pagesSWE-Montanv-Loftstugan - KopiaSören ÅkerlöfNo ratings yet

























































Download as pdf or txt
You might also like
- Avtagning Av ? - Strålning Med Färdvägen I PapperDocument5 pagesAvtagning Av ? - Strålning Med Färdvägen I PapperMichaela BjörkNo ratings yet
- GADocument13 pagesGADavid HedströmNo ratings yet
- IET Forskningsrapporter NR 2Document164 pagesIET Forskningsrapporter NR 2Henrik SanderNo ratings yet
- Standard STD 185-0001: Adhesion of Elastic Adhesives Vidhäftning Hos Elastiska LimDocument6 pagesStandard STD 185-0001: Adhesion of Elastic Adhesives Vidhäftning Hos Elastiska LimReverson SantosNo ratings yet
- VCS 1024,7139Document5 pagesVCS 1024,7139Francesco VignaliNo ratings yet
- StoCrete GM1 Tds SEDocument3 pagesStoCrete GM1 Tds SEqsdpfyb2c5No ratings yet
- MDCchap 2 Granulats Part 2Document44 pagesMDCchap 2 Granulats Part 2Badr ChattahyNo ratings yet
- VCS 1024,7136 PDFDocument19 pagesVCS 1024,7136 PDFFrancesco VignaliNo ratings yet
- Se Plannja Combideck45 Tekniskinfo 2012 Dec - 294Document32 pagesSe Plannja Combideck45 Tekniskinfo 2012 Dec - 294Nuno MiguelNo ratings yet
- Åhörarkopior Fasta Orala BeredningarDocument41 pagesÅhörarkopior Fasta Orala BeredningarMehrdad AvestaNo ratings yet
- Corporate Standard STD 1024: Orientation OrienteringDocument9 pagesCorporate Standard STD 1024: Orientation OrienteringFrancesco VignaliNo ratings yet
- 73 Tryckrorssystem PE802017Document22 pages73 Tryckrorssystem PE802017ErSoravNo ratings yet
- Full Text 01Document32 pagesFull Text 01Nguyễn ĐạiNo ratings yet
- Fysik 1 Labb 1Document9 pagesFysik 1 Labb 1Nora SöderbergNo ratings yet
- Ltu Ex 2015 102359617Document144 pagesLtu Ex 2015 102359617Patrik AlfredssonNo ratings yet
- TVBK 5056 PDFDocument113 pagesTVBK 5056 PDFAndreas Gustafsson100% (1)
- VOLVO Ensaio de Tração 1014 2029Document17 pagesVOLVO Ensaio de Tração 1014 2029marcio de rossiNo ratings yet
- Wind Loading - MultystoryDocument73 pagesWind Loading - MultystoryPomijaNo ratings yet
- VCS1024,21219 12-2005 PDFDocument4 pagesVCS1024,21219 12-2005 PDFFrancesco VignaliNo ratings yet
- Examensarbete - Utvärdering Av Borrhålslagret I Vällingby CentrumDocument30 pagesExamensarbete - Utvärdering Av Borrhålslagret I Vällingby Centrumapi-3798186No ratings yet
- Nitrogen Removal in MBBRDocument77 pagesNitrogen Removal in MBBRKrishna WinxNo ratings yet
- Hallbjörn, Betongplattor, 2015Document218 pagesHallbjörn, Betongplattor, 2015Filip StenströmNo ratings yet
- Rab Gambar LabDocument4 pagesRab Gambar Labdadi lenyayNo ratings yet
- Synthesis of NylonDocument9 pagesSynthesis of NylonblobloblaNo ratings yet
- Fyslab5 2023 HWDocument10 pagesFyslab5 2023 HWYasmine SajidNo ratings yet
- Monitoring of Mechanical Seals in Process PumpsDocument74 pagesMonitoring of Mechanical Seals in Process PumpsUsman Bayu WinarjiNo ratings yet
- Se Plannja Combideck 45 Teknisk Info 2020 1 - 4910Document32 pagesSe Plannja Combideck 45 Teknisk Info 2020 1 - 4910Nuno MiguelNo ratings yet
- Lateral Stability of Pile Groups Old Timber Piles in Clay DepositDocument71 pagesLateral Stability of Pile Groups Old Timber Piles in Clay Depositد.م. محمد الطاهرNo ratings yet
- YBG-broschyr 2003Document36 pagesYBG-broschyr 2003jhell9477No ratings yet
- VOLVO - Teste de Adesão H2O Spray - 1029 - 5463Document2 pagesVOLVO - Teste de Adesão H2O Spray - 1029 - 5463marcio de rossiNo ratings yet
- Rab Renu KarangmanguDocument2 pagesRab Renu Karangmanguyudhi ugmNo ratings yet
- Evaluation of A Production Route For Cold Drawn Nitinol WiresDocument36 pagesEvaluation of A Production Route For Cold Drawn Nitinol WiresRestu SihotangNo ratings yet
- FULLTEXT01Document85 pagesFULLTEXT01hazem.ahmed01No ratings yet
- FULLTEXT01Document43 pagesFULLTEXT01idrissimedsalah1No ratings yet
- Kapillärlabb Sadagopan&DahlbyDocument15 pagesKapillärlabb Sadagopan&DahlbymadumitaNo ratings yet
- Labb TransmissionDocument13 pagesLabb Transmissionamirhussain akbariNo ratings yet
- Provtagare StandardkolvDocument58 pagesProvtagare StandardkolvolsiNo ratings yet
- Characterizing Flowability ofDocument30 pagesCharacterizing Flowability ofdeajust4uNo ratings yet
- Obrada PlastikeDocument17 pagesObrada PlastikeMirjana Dumić CepNo ratings yet
- Mi Tesis Pero en SuecoDocument69 pagesMi Tesis Pero en SuecoDani AntoñanzasNo ratings yet
- FULLTEXT01Document72 pagesFULLTEXT01Carol PerssonNo ratings yet
- VCS1024,31159 10-2005 PDFDocument18 pagesVCS1024,31159 10-2005 PDFFrancesco VignaliNo ratings yet
- Fysik - LabbrapportDocument8 pagesFysik - Labbrapportlukas.boll.2005No ratings yet
- Labb InstruktionerDocument34 pagesLabb InstruktionerDozuifyNo ratings yet
- RAB Bangunan Dan Alat PendidikanDocument4 pagesRAB Bangunan Dan Alat PendidikanPatran PamindoNo ratings yet
- Antibakteriell Effekt PDFDocument24 pagesAntibakteriell Effekt PDFLamin SonkoNo ratings yet
- Sketsa Green House 6 X 9Document3 pagesSketsa Green House 6 X 9SyarifNo ratings yet
- Remissversion MatmetoderDocument47 pagesRemissversion MatmetoderfredymademydayNo ratings yet
- BoQ BENOA SISI DARATDocument6 pagesBoQ BENOA SISI DARATBayu KurniawanNo ratings yet
- Examensarbete Numerical Analysis of Laterally Loaded Lime-Cement Columns Benjamin CharbitDocument71 pagesExamensarbete Numerical Analysis of Laterally Loaded Lime-Cement Columns Benjamin CharbitnumanNo ratings yet
- Bolte Og Møtrikker TeknikhandbokenDocument144 pagesBolte Og Møtrikker TeknikhandbokenBussborgNo ratings yet
- VvsguideDocument40 pagesVvsguideGustavNo ratings yet
- Föreläsning 1 - 2023-1Document47 pagesFöreläsning 1 - 2023-1johanskarin94No ratings yet
- Examensarbete. Hantering Av Ändrings - Och Tilläggsarbeten Inom Byggindustrin. Ändrings - Och Tilläggsarbeten 15 Hp. Byggingenjör 180 HPDocument40 pagesExamensarbete. Hantering Av Ändrings - Och Tilläggsarbeten Inom Byggindustrin. Ändrings - Och Tilläggsarbeten 15 Hp. Byggingenjör 180 HPRula EladamNo ratings yet
- Geoteknisk Fälthandbok Publicerad 2014Document214 pagesGeoteknisk Fälthandbok Publicerad 2014fdgdfNo ratings yet
- NullDocument4 pagesNullapi-25888481No ratings yet
- VCS1027,61319 12-2005 PDFDocument6 pagesVCS1027,61319 12-2005 PDFFrancesco VignaliNo ratings yet
- Corporate Standard STD 1223: Orientering OrientationDocument2 pagesCorporate Standard STD 1223: Orientering OrientationIndiana Vendas1No ratings yet
- SWE-Montanv-Loftstugan - KopiaDocument27 pagesSWE-Montanv-Loftstugan - KopiaSören ÅkerlöfNo ratings yet