Download as pdf
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Certificate 2019.08.13Document10 pagesCertificate 2019.08.13M. Andri Ludfi FananiNo ratings yet
- RM4TR32 DATASHEET SG en-GBDocument9 pagesRM4TR32 DATASHEET SG en-GBM. Andri Ludfi FananiNo ratings yet
- TeSys LRD - LR3D086Document3 pagesTeSys LRD - LR3D086M. Andri Ludfi FananiNo ratings yet
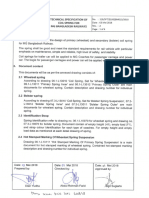
- 0899 - 119-SPT-E1002BM013-18 - CoilSpring - A - 20180516085320.601 - XDocument21 pages0899 - 119-SPT-E1002BM013-18 - CoilSpring - A - 20180516085320.601 - XM. Andri Ludfi FananiNo ratings yet
- Ut 0001Document10 pagesUt 0001M. Andri Ludfi FananiNo ratings yet
- 28. Effectiveness of Shot Peening 喷丸强度Document1 page28. Effectiveness of Shot Peening 喷丸强度M. Andri Ludfi FananiNo ratings yet
- Industry 4.0 Technology ImplementationDocument6 pagesIndustry 4.0 Technology ImplementationM. Andri Ludfi FananiNo ratings yet
- Approval Subtitusi MCCB 600A 4P REKADocument3 pagesApproval Subtitusi MCCB 600A 4P REKAM. Andri Ludfi FananiNo ratings yet
- Lesson IvDocument9 pagesLesson IvM. Andri Ludfi FananiNo ratings yet
- Booklet - Workshop Reading ProTEFLDocument10 pagesBooklet - Workshop Reading ProTEFLM. Andri Ludfi FananiNo ratings yet
- TM4 CO150 - Dana TM4 1Document2 pagesTM4 CO150 - Dana TM4 1M. Andri Ludfi FananiNo ratings yet
- 1 s2.0 S1474667015383245 MainDocument6 pages1 s2.0 S1474667015383245 MainM. Andri Ludfi FananiNo ratings yet
- Tyfon MKT 75-660Document2 pagesTyfon MKT 75-660M. Andri Ludfi FananiNo ratings yet
- Data Sheet2004-1301 21.05.2021Document20 pagesData Sheet2004-1301 21.05.2021M. Andri Ludfi FananiNo ratings yet
- Skywell - The Readiness of Skywell EBus Sept 8 2020Document14 pagesSkywell - The Readiness of Skywell EBus Sept 8 2020M. Andri Ludfi FananiNo ratings yet
- LX4FH110: Product Data SheetDocument2 pagesLX4FH110: Product Data SheetM. Andri Ludfi FananiNo ratings yet
- APTA-PR-CS-S-016-99 - Rev2 - Standard For Passenger SeatsDocument52 pagesAPTA-PR-CS-S-016-99 - Rev2 - Standard For Passenger SeatsM. Andri Ludfi FananiNo ratings yet
- Job Vacancy LRT JakartaDocument2 pagesJob Vacancy LRT JakartaM. Andri Ludfi FananiNo ratings yet
- Nova Electric CGL SeriesDocument18 pagesNova Electric CGL SeriesM. Andri Ludfi FananiNo ratings yet
- Siemens MotorDocument18 pagesSiemens MotorM. Andri Ludfi FananiNo ratings yet
- 5436 ZP 2240 Power Amplifier SpecificationDocument1 page5436 ZP 2240 Power Amplifier SpecificationM. Andri Ludfi Fanani100% (1)
- 2018 Lfse en RevDocument2 pages2018 Lfse en RevM. Andri Ludfi FananiNo ratings yet
- Penerbit, 009Document8 pagesPenerbit, 009M. Andri Ludfi FananiNo ratings yet
- Selecontrol® Mas: Tcp/Ip and UdpDocument26 pagesSelecontrol® Mas: Tcp/Ip and UdpM. Andri Ludfi FananiNo ratings yet
- Iris Guideline 4 - Rams-Lcc 4994enDocument11 pagesIris Guideline 4 - Rams-Lcc 4994enM. Andri Ludfi Fanani100% (2)
- 5586 ZM 380c As Chime Microphone Specification PDFDocument1 page5586 ZM 380c As Chime Microphone Specification PDFM. Andri Ludfi FananiNo ratings yet
- Krauss & Naimer KN100GBDocument60 pagesKrauss & Naimer KN100GBM. Andri Ludfi FananiNo ratings yet
- Weidmuller PROmax Datasheet PDFDocument2 pagesWeidmuller PROmax Datasheet PDFM. Andri Ludfi FananiNo ratings yet
- AA1-230 Shunt Trip: General InformationDocument3 pagesAA1-230 Shunt Trip: General InformationM. Andri Ludfi FananiNo ratings yet
- MPT 3000R - User Manual PDFDocument91 pagesMPT 3000R - User Manual PDFM. Andri Ludfi FananiNo ratings yet