Download as pdf or txt
You might also like
- Test A B and C PDFDocument25 pagesTest A B and C PDFPhumlani Zuma85% (27)
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Chapter-8: Sprinkler Location Requirements: Learning ObjectivesDocument10 pagesChapter-8: Sprinkler Location Requirements: Learning ObjectivesMEHBOOB SHAIKH100% (1)
- Grade Stress of TimberDocument5 pagesGrade Stress of Timberhiran peiris100% (2)
- Behavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated LoadingDocument21 pagesBehavior of High-Performance Concrete Beams Having Tension Lap Spliced Anchor-Ended Bars Under Repeated Loadingmohamed ellithyNo ratings yet
- Assessing Mechanical Properties and Microstructure of Fire-Damaged Engineered Cementitious CompositesDocument8 pagesAssessing Mechanical Properties and Microstructure of Fire-Damaged Engineered Cementitious CompositesLarissa KirchhofNo ratings yet
- Cracking in Autoclaved Aerated Concrete: Experimental Investigation and XFEM ModelingDocument12 pagesCracking in Autoclaved Aerated Concrete: Experimental Investigation and XFEM ModelingAmar BayatNo ratings yet
- Experimental Investigations of Power Actuated - 2023 - Developments in The BuiltDocument15 pagesExperimental Investigations of Power Actuated - 2023 - Developments in The BuiltHany RagabNo ratings yet
- Investig Behavior - HEGGER, VOSS - 2008Document7 pagesInvestig Behavior - HEGGER, VOSS - 2008Felipe MaestriNo ratings yet
- 612 - Aci Structural Journal by Wiryanto DewobrotoDocument168 pages612 - Aci Structural Journal by Wiryanto Dewobrotomavane25No ratings yet
- 6661 7914 1 PBDocument6 pages6661 7914 1 PBWilly SusantoNo ratings yet
- ACI SFC Slabs On GroundDocument8 pagesACI SFC Slabs On GroundAlvaro ArroyoNo ratings yet
- AM BridgeDocument386 pagesAM BridgeAnonymous LaUpxbxzFNo ratings yet
- Steel Fiber Reinforced Concrete ThesisDocument4 pagesSteel Fiber Reinforced Concrete Thesismariestarsnorthlasvegas100% (2)
- Analysis and Design of Ferrocement Panels An Experimental StudyDocument8 pagesAnalysis and Design of Ferrocement Panels An Experimental StudyNick CordetaNo ratings yet
- Experimental Study On The Ferrocement PanelsDocument8 pagesExperimental Study On The Ferrocement PanelsIJRASETPublicationsNo ratings yet
- Characterization of Lattice Structures For Additive Manufacturing of Lightweight Mechanical ComponentsDocument9 pagesCharacterization of Lattice Structures For Additive Manufacturing of Lightweight Mechanical ComponentsGunaseelanMurugesanNo ratings yet
- Nonlinear Finite Element Analysis of Fiber Reinforced Concrete SlabsDocument15 pagesNonlinear Finite Element Analysis of Fiber Reinforced Concrete Slabsaminashash95No ratings yet
- Comparative Study On Folded Ferrocement and Plain Ferrocement Panels Subjected To Axial LoadingDocument6 pagesComparative Study On Folded Ferrocement and Plain Ferrocement Panels Subjected To Axial LoadingWiwik Dwi PratiwiNo ratings yet
- Effect of Steel Fibers On Strength of ConcreteDocument8 pagesEffect of Steel Fibers On Strength of ConcreteBlack KaiserNo ratings yet
- I Have Chosen This Topic So That I Can Test The Strength and Behaviour of SFRSCDocument3 pagesI Have Chosen This Topic So That I Can Test The Strength and Behaviour of SFRSCKartik SainiNo ratings yet
- 1 s2.0 S2352012421002605 MainDocument16 pages1 s2.0 S2352012421002605 MainVinkaNo ratings yet
- Kartik's Thesis ProposalDocument3 pagesKartik's Thesis ProposalKartik SainiNo ratings yet
- Krishna Et Al 2021 FRP BeamsDocument7 pagesKrishna Et Al 2021 FRP BeamsHaytham BouzidNo ratings yet
- Analytical and Experimental Investigation For Bond Behaviour of Newly Developed Polystyrene Foam Particles' Lightweight ConcreteDocument11 pagesAnalytical and Experimental Investigation For Bond Behaviour of Newly Developed Polystyrene Foam Particles' Lightweight Concretetimtoihochoi1No ratings yet
- 8 II February 2020Document8 pages8 II February 2020ayyamperumalNo ratings yet
- Composite Structures: B.B. Yin, K.M. LiewDocument12 pagesComposite Structures: B.B. Yin, K.M. LiewSanket LotheNo ratings yet
- MINAFO Strenght Evaluation of RC CoumnsDocument8 pagesMINAFO Strenght Evaluation of RC Coumnsamanh7618No ratings yet
- 1 s2.0 S0950061816317093 Main PDFDocument11 pages1 s2.0 S0950061816317093 Main PDFDaniela Gonzalez BetancurNo ratings yet
- Design of Composite Slabs With Profiled Steel Deck PDFDocument16 pagesDesign of Composite Slabs With Profiled Steel Deck PDFsourabh mahanaNo ratings yet
- 1 s2.0 S2352012421007037 MainDocument19 pages1 s2.0 S2352012421007037 Maince22m101No ratings yet
- Investigation On Properties of Steel Fibre Reinforced Concrete IJERTV9IS120220Document4 pagesInvestigation On Properties of Steel Fibre Reinforced Concrete IJERTV9IS120220Ricky RickxNo ratings yet
- Meškėnas Et Al. - 2017 - Experimental Investigation of Cracking Behaviour oDocument6 pagesMeškėnas Et Al. - 2017 - Experimental Investigation of Cracking Behaviour oviolettaNo ratings yet
- Construction and Building Materials: Abhijit Mukherjee, Gopal L. RaiDocument7 pagesConstruction and Building Materials: Abhijit Mukherjee, Gopal L. Raisujay8307No ratings yet
- To Investigate How Well Industrial Waste Polymer Fibre Performs Physically and Mechanically When Utilised in Concrete MixturesDocument6 pagesTo Investigate How Well Industrial Waste Polymer Fibre Performs Physically and Mechanically When Utilised in Concrete MixturesIJRASETPublicationsNo ratings yet
- Thesis On Steel Fiber Reinforced ConcreteDocument5 pagesThesis On Steel Fiber Reinforced ConcreteBuyCustomEssayEverett100% (1)
- Buildings: FE Modelling of The Seismic Behavior of Wide Beam-Column Joints Strengthened With CFRP SystemsDocument14 pagesBuildings: FE Modelling of The Seismic Behavior of Wide Beam-Column Joints Strengthened With CFRP Systemslalitha kandikaNo ratings yet
- High Performance Repairing of Reinforced Concrete StructuresDocument7 pagesHigh Performance Repairing of Reinforced Concrete StructuresCarlos CalleNo ratings yet
- Non-Linear 3D Finite Element Analysis of Precast Reinforced Concrete Beam-Column Joint Under Monotonic Static Load - 2022Document12 pagesNon-Linear 3D Finite Element Analysis of Precast Reinforced Concrete Beam-Column Joint Under Monotonic Static Load - 2022JuanNo ratings yet
- Predicting Pull-Out Behaviour of 4D 5D Hooked End Fibres Embedded in Normal-High Strength ConcreteDocument14 pagesPredicting Pull-Out Behaviour of 4D 5D Hooked End Fibres Embedded in Normal-High Strength ConcreteChristopher KevinlyNo ratings yet
- Experimental Investigations of The Structural Behaviour of Simply SupportDocument13 pagesExperimental Investigations of The Structural Behaviour of Simply SupportAbdulkhaliq AbdulyimahNo ratings yet
- Ferrado Et Al - Mec Comput 2016 BDocument13 pagesFerrado Et Al - Mec Comput 2016 Bingenauta7282No ratings yet
- Design of Composite Slabs With Profiled Steel Deck PDFDocument16 pagesDesign of Composite Slabs With Profiled Steel Deck PDFPanha MenhNo ratings yet
- Hazrina - ICASET Paper - AIPDocument8 pagesHazrina - ICASET Paper - AIPEhsan WasimNo ratings yet
- 612 - ACI STRUCTURAL JOURNAL by Wiryanto Dewobroto PDFDocument168 pages612 - ACI STRUCTURAL JOURNAL by Wiryanto Dewobroto PDFchaval01No ratings yet
- Engineering Structures: Fabrizio Gara, Laura Ragni, Davide Roia, Luigino DeziDocument12 pagesEngineering Structures: Fabrizio Gara, Laura Ragni, Davide Roia, Luigino DeziJulio Cesar ValdiviesoNo ratings yet
- Strengthening of RC Beams With Large Openings in Shear by CFRP Laminates: Experiment and 2D Nonlinear Finite Element AnalysisDocument10 pagesStrengthening of RC Beams With Large Openings in Shear by CFRP Laminates: Experiment and 2D Nonlinear Finite Element AnalysisSoumya GoraiNo ratings yet
- ComposA Mertiny2002Document9 pagesComposA Mertiny2002Bhasker RamagiriNo ratings yet
- Effect of Duct Type On Shear Strength of Thin Webs: Aci Structural Journal Technical PaperDocument7 pagesEffect of Duct Type On Shear Strength of Thin Webs: Aci Structural Journal Technical PaperJitendraNo ratings yet
- An Experimental Study On Behaviour of FerrocementDocument10 pagesAn Experimental Study On Behaviour of FerrocementWiwik Dwi PratiwiNo ratings yet
- Cecotti - Behaviour of A Timber-Concrete Composite Beam With Glued ConnectionDocument9 pagesCecotti - Behaviour of A Timber-Concrete Composite Beam With Glued ConnectionEduardo DíezNo ratings yet
- Nonlinear Analysis of Beams Reinforced IDocument12 pagesNonlinear Analysis of Beams Reinforced IMike MatshonaNo ratings yet
- Shear Behaviour For Deep BeamsDocument17 pagesShear Behaviour For Deep BeamsMuhammad Hamza QadriNo ratings yet
- A Unified Macro-Modelling Approach For Masonry-Infilled RC FramesDocument11 pagesA Unified Macro-Modelling Approach For Masonry-Infilled RC FramesreskiainunbahriNo ratings yet
- Experimental Investigation On The Ferrocement Slabs With A Sifcon MatrixDocument16 pagesExperimental Investigation On The Ferrocement Slabs With A Sifcon MatrixswathiNo ratings yet
- Thesis On Steel Fibre Reinforced ConcreteDocument8 pagesThesis On Steel Fibre Reinforced Concretedenisemillerdesmoines100% (2)
- 01 - 2017 - Effects of Aggregate Grading On The Properties of Steel Fibrereinforced - LidoDocument11 pages01 - 2017 - Effects of Aggregate Grading On The Properties of Steel Fibrereinforced - LidoLúcio BarbozaNo ratings yet
- Shaheen 20 Et 20 AlDocument12 pagesShaheen 20 Et 20 AlRajitha SweetyNo ratings yet
- Poles DeignDocument24 pagesPoles DeignIbrahim TalaatNo ratings yet
- Gera Zeris KotsovosDocument15 pagesGera Zeris KotsovosJoseph HernándezNo ratings yet
- 99 s13 PDFDocument11 pages99 s13 PDFJessica CastriciniNo ratings yet
- Flexural and Impact Performance of Functionally Graded Reinforced Cementitious Composite (FGRCC) PanelsDocument12 pagesFlexural and Impact Performance of Functionally Graded Reinforced Cementitious Composite (FGRCC) PanelsMohamed YagoubNo ratings yet
- Multipurpose Toilet System To Reduce Water WastageDocument2 pagesMultipurpose Toilet System To Reduce Water WastageDiptanu MajumderNo ratings yet
- Course Contents MSC CivilDocument23 pagesCourse Contents MSC Civilusman javedNo ratings yet
- MajubaDocument37 pagesMajubanjabuloj357No ratings yet
- PKG - 26 - GadDocument110 pagesPKG - 26 - GadakhilNo ratings yet
- Construction Practises: Concrete: Production B. Bhattacharjee Civil Engineering Department Iit DelhiDocument19 pagesConstruction Practises: Concrete: Production B. Bhattacharjee Civil Engineering Department Iit DelhiSadatcharaMoorthi NNo ratings yet
- 2 Introduction To Structural Plan Review For Plan Evaluator-FinalDocument50 pages2 Introduction To Structural Plan Review For Plan Evaluator-FinalFreddie LargaNo ratings yet
- Third Party LetterDocument8 pagesThird Party LetterBscpl Repalle to EeppurpalemNo ratings yet
- MS Plate Bearing Test - PresentationDocument7 pagesMS Plate Bearing Test - PresentationWr Ar100% (1)
- Assignment 1 CFDDocument11 pagesAssignment 1 CFDAzmi Bin A MataliNo ratings yet
- 4 - Demarcation of WorkDocument7 pages4 - Demarcation of WorkchinitnNo ratings yet
- Perhitungan Penulangan Pile CapDocument4 pagesPerhitungan Penulangan Pile CapZulfikar N JoelNo ratings yet
- Civil TECH. SPECIFICATIONSDocument233 pagesCivil TECH. SPECIFICATIONSClint GarciaNo ratings yet
- RFI BBS For Drain - Cast In-Situ (950 MM)Document4 pagesRFI BBS For Drain - Cast In-Situ (950 MM)HegdeVenugopalNo ratings yet
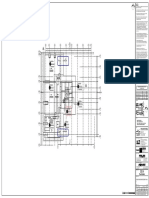
- Msar MHT Pa Ic Zn1 Bs04 b04 DWG STR 0402 03Document1 pageMsar MHT Pa Ic Zn1 Bs04 b04 DWG STR 0402 03柔道—Ibn MasudNo ratings yet
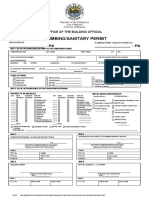
- Plumbing Sanitary Permit Front and BackDocument2 pagesPlumbing Sanitary Permit Front and BackJohn MoralesNo ratings yet
- Inspection Checklist Masonry WallDocument3 pagesInspection Checklist Masonry WallJonatan LopezNo ratings yet
- Aws Cross Tensile TestDocument8 pagesAws Cross Tensile TestDhandapani MetallionNo ratings yet
- 08-20 Geotechnical Consideration For River Diversion Arrangements of Punatsangchhu-I H E ProjecDocument17 pages08-20 Geotechnical Consideration For River Diversion Arrangements of Punatsangchhu-I H E Projecfrancysoft24No ratings yet
- PRPC Plate 3 Merged 1Document8 pagesPRPC Plate 3 Merged 1narutokamado01No ratings yet
- DP03HDocument1 pageDP03HDiadam SharmaNo ratings yet
- Types of Cement-1Document15 pagesTypes of Cement-1M.IDREES KhanNo ratings yet
- Ce569 ch6 7 8Document57 pagesCe569 ch6 7 8Anonymous ep7LE5ZdP5No ratings yet
- Civil Eng GeotechnicalDocument24 pagesCivil Eng GeotechnicalMuhammad Lebbeh SahibNo ratings yet
- 11J11A0145-Analysis and Design of An Industrial BuildingDocument150 pages11J11A0145-Analysis and Design of An Industrial BuildingRajat Aryan SharmaNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Hammerfix N: The Hammer-In Plug For A Simple, Fast and Economical InstallationDocument2 pagesHammerfix N: The Hammer-In Plug For A Simple, Fast and Economical InstallationrimshadtpNo ratings yet
- Flexible PavementDocument21 pagesFlexible PavementEugene Odullada MangaringNo ratings yet