
Dynamic Devulcanization and Dynamic Vulcanization For Re-Cycling of Crosslinked Rubber
Dynamic Devulcanization and Dynamic Vulcanization For Re-Cycling of Crosslinked Rubber
You might also like
- TM 9-2320-339-10Document1,104 pagesTM 9-2320-339-10Taira Mai100% (3)
- Fiat Kobelco w170 170pl w190 Wheel Loader Service ManualDocument20 pagesFiat Kobelco w170 170pl w190 Wheel Loader Service Manualchelsea100% (49)
- AS440S42T FP LT XP - Low-Chassis Tractor 4x2Document14 pagesAS440S42T FP LT XP - Low-Chassis Tractor 4x2Dan RosoiuNo ratings yet
- Devulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideDocument11 pagesDevulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideJose Perez100% (1)
- CAT Specalog - AP600D EnglishDocument12 pagesCAT Specalog - AP600D EnglishHector Dongo ArrayanNo ratings yet
- Human Exploration Rover ChallengeDocument14 pagesHuman Exploration Rover Challengepedro corralesNo ratings yet
- Danbury Flight School Cessna 172SP G1000 ChecklistDocument13 pagesDanbury Flight School Cessna 172SP G1000 ChecklistGeorge SandovalNo ratings yet
- Rubber RecyclingDocument9 pagesRubber RecyclingPoey ßongNo ratings yet
- Epdm de VulcanizationDocument30 pagesEpdm de Vulcanizationshalinda Anup RitigahapolaNo ratings yet
- Cradle-To-Cradle Approach To Waste Tyres and Development of Silica Based T Green Tyre CompositesDocument13 pagesCradle-To-Cradle Approach To Waste Tyres and Development of Silica Based T Green Tyre Compositesmartina.cirronis96No ratings yet
- Recycling of RubberDocument37 pagesRecycling of Rubberdivya arya100% (1)
- Design and Development of Railway Sleepers Using Recycled Waste Tyre Rubber SAROJ Et Al 2019Document4 pagesDesign and Development of Railway Sleepers Using Recycled Waste Tyre Rubber SAROJ Et Al 2019Nii DmNo ratings yet
- Environmental Pollution by Tire Manufacturing IndustryDocument2 pagesEnvironmental Pollution by Tire Manufacturing Industrywaleed azamNo ratings yet
- Energies: Reducing of Energy Consumption by Improving The Reclaiming Technology in Autoclave of A Rubber WastesDocument18 pagesEnergies: Reducing of Energy Consumption by Improving The Reclaiming Technology in Autoclave of A Rubber Wastesfirdha islamiNo ratings yet
- How To Devulcanize RubberDocument12 pagesHow To Devulcanize RubberVijayaraghavan Gonuguntla100% (3)
- PP Reinforced With Recycled and Treated Rubber Particles: ArticleDocument6 pagesPP Reinforced With Recycled and Treated Rubber Particles: ArticleCristina VladutaNo ratings yet
- Reclaimed Ground Rubber Tire ReinforecedDocument11 pagesReclaimed Ground Rubber Tire ReinforecedHani AlyyanNo ratings yet
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- Natural Rubber and Reclaimed Rubber Composites A Systematic ReviewDocument19 pagesNatural Rubber and Reclaimed Rubber Composites A Systematic ReviewalokaNo ratings yet
- Bagasse-Reinforced Cement CompositesDocument6 pagesBagasse-Reinforced Cement CompositesEdem CHABINo ratings yet
- AIPCP Article Template الاخير بعد ترتيب الصورDocument15 pagesAIPCP Article Template الاخير بعد ترتيب الصورAlyaa TahirNo ratings yet
- Effects of Peroxide and Gamma Radiation PDFDocument10 pagesEffects of Peroxide and Gamma Radiation PDFFocuNo ratings yet
- A Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures PDFDocument8 pagesA Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures PDFSarah Syamimi RozaliNo ratings yet
- J.conbuildmat.2011.10.026 - Questão 3Document7 pagesJ.conbuildmat.2011.10.026 - Questão 3Bruna GiovanniniNo ratings yet
- Comparison of Mechanical Properties of Natural Rubber Vulcanizates Filled With Hybrid Fillers (Carbon Black/Palm Kernel Shell and Palm Kernel Shell/Sandbox Seed Shell)Document6 pagesComparison of Mechanical Properties of Natural Rubber Vulcanizates Filled With Hybrid Fillers (Carbon Black/Palm Kernel Shell and Palm Kernel Shell/Sandbox Seed Shell)Aakash YadavNo ratings yet
- Synthetic Rubber Waste Management ShaukatDocument15 pagesSynthetic Rubber Waste Management ShaukatdaabgchiNo ratings yet
- Pub2 Bekhiti Trouzine 2014Document5 pagesPub2 Bekhiti Trouzine 2014ajiNo ratings yet
- Properties of Waste Tire Rubber Powder: Melik Bekhiti Habib Trouzine Aissa AsrounDocument4 pagesProperties of Waste Tire Rubber Powder: Melik Bekhiti Habib Trouzine Aissa AsrounIgbinwole Kehinde SolomonNo ratings yet
- Vulcanization Kinetics Study of Natural Rubber Compounds Having Different Formulation VariablesDocument9 pagesVulcanization Kinetics Study of Natural Rubber Compounds Having Different Formulation Variablesdiamante.valentina18No ratings yet
- Kamaruddin 2012 Effect Different Paraffin PDFDocument12 pagesKamaruddin 2012 Effect Different Paraffin PDFRubber TeamNo ratings yet
- Modelling of Mooney Viscosity Relaxation in Natural RubberDocument8 pagesModelling of Mooney Viscosity Relaxation in Natural RubberHadi HasanNo ratings yet
- Some - Tribological - Characterization - of - EPDM - Rubber REODocument8 pagesSome - Tribological - Characterization - of - EPDM - Rubber REObobur.ikromovNo ratings yet
- Technical PaperDocument4 pagesTechnical PaperkiranaimhighNo ratings yet
- Capstone Project 2Document7 pagesCapstone Project 2Samuelle RammiscesNo ratings yet
- Module 2 Activity No. 4 Chapter 2 and References BasianoDocument14 pagesModule 2 Activity No. 4 Chapter 2 and References BasianoRYNANDREW BASIANONo ratings yet
- Compatibilization Efficiency of Carboxylated Nitrile Rubber and Epoxy Pre-Polymer in Nitrile/Acrylic Rubber BlendsDocument7 pagesCompatibilization Efficiency of Carboxylated Nitrile Rubber and Epoxy Pre-Polymer in Nitrile/Acrylic Rubber BlendsHuỳnh TGNo ratings yet
- Coconut Fibre FllerDocument8 pagesCoconut Fibre FllerAshok Kumar BharathidasanNo ratings yet
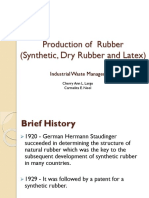
- Production of RubberDocument25 pagesProduction of RubberCarmel100% (1)
- Materials 12 04130Document16 pagesMaterials 12 04130Durga prasadNo ratings yet
- Roger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingDocument10 pagesRoger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingAyushRajNo ratings yet
- University of The East College of Engineering: Plate No. 6 RubberDocument17 pagesUniversity of The East College of Engineering: Plate No. 6 RubberJOHNEDERSON PABLONo ratings yet
- ApprovedmanuscriptDocument18 pagesApprovedmanuscriptJia En TanNo ratings yet
- PDFDocument7 pagesPDFRaka AdityaNo ratings yet
- Natural RubberDocument28 pagesNatural RubberHafis PuzhakkalNo ratings yet
- RN32Document6 pagesRN32Fairmont Ind Quality DivisionNo ratings yet
- Rubber: D. F. GravesDocument15 pagesRubber: D. F. GravespapsaNo ratings yet
- Effects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesDocument9 pagesEffects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesabiliovieiraNo ratings yet
- JersaDocument12 pagesJersaGanciarov MihaelaNo ratings yet
- Natural rubber as a renewable and sustainable bio-modifier forDocument16 pagesNatural rubber as a renewable and sustainable bio-modifier foranonymousdi3noNo ratings yet
- Re-Use of Scrap Polyurethane in Manufacturing of New Product ApplicationsDocument7 pagesRe-Use of Scrap Polyurethane in Manufacturing of New Product ApplicationsMironNo ratings yet
- Rubber Processing Is Detrimental To Environment A Case StudyDocument8 pagesRubber Processing Is Detrimental To Environment A Case StudyJohn Bert LuisNo ratings yet
- J of Applied Polymer Sci - 2023 - Cui - Systematic Investigation On The Effect of Processing Procedures On The PerformanceDocument12 pagesJ of Applied Polymer Sci - 2023 - Cui - Systematic Investigation On The Effect of Processing Procedures On The PerformancejeevaNo ratings yet
- SAMPLE PAGES - DickDocument7 pagesSAMPLE PAGES - DickUlan choosiriNo ratings yet
- Effect of Stress Levels and Temperatures On Stress Recovery of Asphalt BindersDocument10 pagesEffect of Stress Levels and Temperatures On Stress Recovery of Asphalt BindersIJRASETPublicationsNo ratings yet
- Zaiby 2018 IOP Conf. Ser. Mater. Sci. Eng. 432 012014Document7 pagesZaiby 2018 IOP Conf. Ser. Mater. Sci. Eng. 432 012014Gemblung01No ratings yet
- Reuse of RubberDocument3 pagesReuse of RubberGanesh ShivaleNo ratings yet
- Life Cycle AnalysisDocument1 pageLife Cycle AnalysisRS MANIKANDANNo ratings yet
- s10965 021 02678 9Document16 pagess10965 021 02678 9Rodrigo José RibeiroNo ratings yet
- Additives For Surface ModificationDocument2 pagesAdditives For Surface ModificationAtul SarafNo ratings yet
- RCT 13 87899Document16 pagesRCT 13 87899jeevaNo ratings yet
- Hispida Denst Extract Prepared by LatexDocument8 pagesHispida Denst Extract Prepared by LatexAmina DinariNo ratings yet
- 7d99a2412877 PDFDocument8 pages7d99a2412877 PDFHadi HasanNo ratings yet
- Cure Characteristics and Vulcanizate ProDocument15 pagesCure Characteristics and Vulcanizate ProSangeetha RangarajanNo ratings yet
- 1 s2.0 S2542504822000239 MainDocument14 pages1 s2.0 S2542504822000239 MainYogesh DewangNo ratings yet
- Acknowledgement: G.H. BasavarajappaDocument13 pagesAcknowledgement: G.H. BasavarajappaSanthu AyanurNo ratings yet
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- LubBlendQA (1)Document5 pagesLubBlendQA (1)Nima FakherNo ratings yet
- Lubricant Selection - Function and Composition - TLT Article - April08Document11 pagesLubricant Selection - Function and Composition - TLT Article - April08Mai Duy GiapNo ratings yet
- LubBlendQA (1)Document5 pagesLubBlendQA (1)Nima FakherNo ratings yet
- mcguiggan0101.pdfDocument5 pagesmcguiggan0101.pdfNima FakherNo ratings yet
- Chaala 1996Document15 pagesChaala 1996Nima FakherNo ratings yet
- SDB 8746 Ie enDocument18 pagesSDB 8746 Ie enNima FakherNo ratings yet
- gadkari2015Document10 pagesgadkari2015Nima FakherNo ratings yet
- HandlerDocument63 pagesHandlerNima FakherNo ratings yet
- WP 004-2020 Governance Challenges in Small Scale Mining in GhanaDocument34 pagesWP 004-2020 Governance Challenges in Small Scale Mining in GhanaNima FakherNo ratings yet
- SSIVegetable Methyl Ester SDSDocument5 pagesSSIVegetable Methyl Ester SDSNima FakherNo ratings yet
- Dunn 1997Document12 pagesDunn 1997Nima FakherNo ratings yet
- Industrial Chemicals Technology Hand BookDocument8 pagesIndustrial Chemicals Technology Hand BookGulfam ShahzadNo ratings yet
- High Temperature Heat Transfer Fluids Dowtherm Syltherm Selection GuideDocument12 pagesHigh Temperature Heat Transfer Fluids Dowtherm Syltherm Selection GuideNima FakherNo ratings yet
- Material Safety Data Sheet: Nalco 73202Document6 pagesMaterial Safety Data Sheet: Nalco 73202Nima Fakher0% (1)
- SidewallPropeller Catalog PDFDocument44 pagesSidewallPropeller Catalog PDFVontrex EngrNo ratings yet
- Caster, Camber, ToeDocument6 pagesCaster, Camber, ToeASHUTOSH KUMARNo ratings yet
- Alldrill Drilling Manual PDFDocument29 pagesAlldrill Drilling Manual PDFSenoNo ratings yet
- Business Case - Tyre (Questionnaire)Document3 pagesBusiness Case - Tyre (Questionnaire)Reyaz Siddiqui0% (1)
- Auto Chassis NotesDocument70 pagesAuto Chassis NotesSrinivas NadellaNo ratings yet
- Wheel Tyre BalancingDocument12 pagesWheel Tyre BalancingKrishna Mohan T.RNo ratings yet
- Drivers Training PPT BMP Download DriversDocument26 pagesDrivers Training PPT BMP Download DriversPramod Bodne100% (1)
- MY21 - E Coupe - OMDocument446 pagesMY21 - E Coupe - OMovisandreNo ratings yet
- Am 09 601 Vehicle DynamicsDocument104 pagesAm 09 601 Vehicle DynamicsMuhammed HussainNo ratings yet
- Vexcolt CatalogueDocument204 pagesVexcolt CatalogueHendrid TanNo ratings yet
- Monthly Vehicle Safety Inspection ChecklistDocument1 pageMonthly Vehicle Safety Inspection ChecklistMatthewBennettNo ratings yet
- Diagram Jlg1350sjpDocument1 pageDiagram Jlg1350sjpjvpc154777No ratings yet
- General Motors Regular Production Options (Rpo) CodesDocument58 pagesGeneral Motors Regular Production Options (Rpo) CodeskallekuhlaNo ratings yet
- Mullineaux, Neil-Light Vehicle Tyres-iSmithers Rapra Publishing (2010-02-09) PDFDocument132 pagesMullineaux, Neil-Light Vehicle Tyres-iSmithers Rapra Publishing (2010-02-09) PDFSanthosh Kumar100% (1)
- Manual Minimoto Sport RacerDocument20 pagesManual Minimoto Sport RacerMike NickersonNo ratings yet
- Fek Glasner1 0Document33 pagesFek Glasner1 0Állex SanderNo ratings yet
- Design and Fabrication of Race Spec Go-KartDocument6 pagesDesign and Fabrication of Race Spec Go-KartAJER JOURNALNo ratings yet
- Design and Analysis of Wheel Rim Using CATIA & ANSYSDocument7 pagesDesign and Analysis of Wheel Rim Using CATIA & ANSYSankitsinghal54No ratings yet
- Impressions and Tool Marks - 2Document112 pagesImpressions and Tool Marks - 2Akoo Si EarlNo ratings yet
- 2011 MCC Baja SAE Design ReportDocument14 pages2011 MCC Baja SAE Design ReportRonald George100% (3)
- TM 5 3810 306 10Document193 pagesTM 5 3810 306 10Денис ЧерныйNo ratings yet
- FSAE Stab Rig DataDocument37 pagesFSAE Stab Rig DataahmadNo ratings yet
- Consumer Reports Buying Guide 2010 - AutoDocument89 pagesConsumer Reports Buying Guide 2010 - Autodesijnk100% (4)
- Class A Pre Trip InspectionDocument7 pagesClass A Pre Trip InspectionLemlem100% (1)




































































































Download as pdf or txt
You might also like
- TM 9-2320-339-10Document1,104 pagesTM 9-2320-339-10Taira Mai100% (3)
- Fiat Kobelco w170 170pl w190 Wheel Loader Service ManualDocument20 pagesFiat Kobelco w170 170pl w190 Wheel Loader Service Manualchelsea100% (49)
- AS440S42T FP LT XP - Low-Chassis Tractor 4x2Document14 pagesAS440S42T FP LT XP - Low-Chassis Tractor 4x2Dan RosoiuNo ratings yet
- Devulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideDocument11 pagesDevulcanization of Recycled Tire Rubber Using Supercritical Carbon DioxideJose Perez100% (1)
- CAT Specalog - AP600D EnglishDocument12 pagesCAT Specalog - AP600D EnglishHector Dongo ArrayanNo ratings yet
- Human Exploration Rover ChallengeDocument14 pagesHuman Exploration Rover Challengepedro corralesNo ratings yet
- Danbury Flight School Cessna 172SP G1000 ChecklistDocument13 pagesDanbury Flight School Cessna 172SP G1000 ChecklistGeorge SandovalNo ratings yet
- Rubber RecyclingDocument9 pagesRubber RecyclingPoey ßongNo ratings yet
- Epdm de VulcanizationDocument30 pagesEpdm de Vulcanizationshalinda Anup RitigahapolaNo ratings yet
- Cradle-To-Cradle Approach To Waste Tyres and Development of Silica Based T Green Tyre CompositesDocument13 pagesCradle-To-Cradle Approach To Waste Tyres and Development of Silica Based T Green Tyre Compositesmartina.cirronis96No ratings yet
- Recycling of RubberDocument37 pagesRecycling of Rubberdivya arya100% (1)
- Design and Development of Railway Sleepers Using Recycled Waste Tyre Rubber SAROJ Et Al 2019Document4 pagesDesign and Development of Railway Sleepers Using Recycled Waste Tyre Rubber SAROJ Et Al 2019Nii DmNo ratings yet
- Environmental Pollution by Tire Manufacturing IndustryDocument2 pagesEnvironmental Pollution by Tire Manufacturing Industrywaleed azamNo ratings yet
- Energies: Reducing of Energy Consumption by Improving The Reclaiming Technology in Autoclave of A Rubber WastesDocument18 pagesEnergies: Reducing of Energy Consumption by Improving The Reclaiming Technology in Autoclave of A Rubber Wastesfirdha islamiNo ratings yet
- How To Devulcanize RubberDocument12 pagesHow To Devulcanize RubberVijayaraghavan Gonuguntla100% (3)
- PP Reinforced With Recycled and Treated Rubber Particles: ArticleDocument6 pagesPP Reinforced With Recycled and Treated Rubber Particles: ArticleCristina VladutaNo ratings yet
- Reclaimed Ground Rubber Tire ReinforecedDocument11 pagesReclaimed Ground Rubber Tire ReinforecedHani AlyyanNo ratings yet
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- Natural Rubber and Reclaimed Rubber Composites A Systematic ReviewDocument19 pagesNatural Rubber and Reclaimed Rubber Composites A Systematic ReviewalokaNo ratings yet
- Bagasse-Reinforced Cement CompositesDocument6 pagesBagasse-Reinforced Cement CompositesEdem CHABINo ratings yet
- AIPCP Article Template الاخير بعد ترتيب الصورDocument15 pagesAIPCP Article Template الاخير بعد ترتيب الصورAlyaa TahirNo ratings yet
- Effects of Peroxide and Gamma Radiation PDFDocument10 pagesEffects of Peroxide and Gamma Radiation PDFFocuNo ratings yet
- A Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures PDFDocument8 pagesA Review of Crumb Rubber Modification in Dry Mixed Rubberised Asphalt Mixtures PDFSarah Syamimi RozaliNo ratings yet
- J.conbuildmat.2011.10.026 - Questão 3Document7 pagesJ.conbuildmat.2011.10.026 - Questão 3Bruna GiovanniniNo ratings yet
- Comparison of Mechanical Properties of Natural Rubber Vulcanizates Filled With Hybrid Fillers (Carbon Black/Palm Kernel Shell and Palm Kernel Shell/Sandbox Seed Shell)Document6 pagesComparison of Mechanical Properties of Natural Rubber Vulcanizates Filled With Hybrid Fillers (Carbon Black/Palm Kernel Shell and Palm Kernel Shell/Sandbox Seed Shell)Aakash YadavNo ratings yet
- Synthetic Rubber Waste Management ShaukatDocument15 pagesSynthetic Rubber Waste Management ShaukatdaabgchiNo ratings yet
- Pub2 Bekhiti Trouzine 2014Document5 pagesPub2 Bekhiti Trouzine 2014ajiNo ratings yet
- Properties of Waste Tire Rubber Powder: Melik Bekhiti Habib Trouzine Aissa AsrounDocument4 pagesProperties of Waste Tire Rubber Powder: Melik Bekhiti Habib Trouzine Aissa AsrounIgbinwole Kehinde SolomonNo ratings yet
- Vulcanization Kinetics Study of Natural Rubber Compounds Having Different Formulation VariablesDocument9 pagesVulcanization Kinetics Study of Natural Rubber Compounds Having Different Formulation Variablesdiamante.valentina18No ratings yet
- Kamaruddin 2012 Effect Different Paraffin PDFDocument12 pagesKamaruddin 2012 Effect Different Paraffin PDFRubber TeamNo ratings yet
- Modelling of Mooney Viscosity Relaxation in Natural RubberDocument8 pagesModelling of Mooney Viscosity Relaxation in Natural RubberHadi HasanNo ratings yet
- Some - Tribological - Characterization - of - EPDM - Rubber REODocument8 pagesSome - Tribological - Characterization - of - EPDM - Rubber REObobur.ikromovNo ratings yet
- Technical PaperDocument4 pagesTechnical PaperkiranaimhighNo ratings yet
- Capstone Project 2Document7 pagesCapstone Project 2Samuelle RammiscesNo ratings yet
- Module 2 Activity No. 4 Chapter 2 and References BasianoDocument14 pagesModule 2 Activity No. 4 Chapter 2 and References BasianoRYNANDREW BASIANONo ratings yet
- Compatibilization Efficiency of Carboxylated Nitrile Rubber and Epoxy Pre-Polymer in Nitrile/Acrylic Rubber BlendsDocument7 pagesCompatibilization Efficiency of Carboxylated Nitrile Rubber and Epoxy Pre-Polymer in Nitrile/Acrylic Rubber BlendsHuỳnh TGNo ratings yet
- Coconut Fibre FllerDocument8 pagesCoconut Fibre FllerAshok Kumar BharathidasanNo ratings yet
- Production of RubberDocument25 pagesProduction of RubberCarmel100% (1)
- Materials 12 04130Document16 pagesMaterials 12 04130Durga prasadNo ratings yet
- Roger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingDocument10 pagesRoger Rowell and Jane O'Dell R. K. Basak and M. Sarkar: Applications of Jute in Resin Transfer MoldingAyushRajNo ratings yet
- University of The East College of Engineering: Plate No. 6 RubberDocument17 pagesUniversity of The East College of Engineering: Plate No. 6 RubberJOHNEDERSON PABLONo ratings yet
- ApprovedmanuscriptDocument18 pagesApprovedmanuscriptJia En TanNo ratings yet
- PDFDocument7 pagesPDFRaka AdityaNo ratings yet
- Natural RubberDocument28 pagesNatural RubberHafis PuzhakkalNo ratings yet
- RN32Document6 pagesRN32Fairmont Ind Quality DivisionNo ratings yet
- Rubber: D. F. GravesDocument15 pagesRubber: D. F. GravespapsaNo ratings yet
- Effects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesDocument9 pagesEffects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesabiliovieiraNo ratings yet
- JersaDocument12 pagesJersaGanciarov MihaelaNo ratings yet
- Natural rubber as a renewable and sustainable bio-modifier forDocument16 pagesNatural rubber as a renewable and sustainable bio-modifier foranonymousdi3noNo ratings yet
- Re-Use of Scrap Polyurethane in Manufacturing of New Product ApplicationsDocument7 pagesRe-Use of Scrap Polyurethane in Manufacturing of New Product ApplicationsMironNo ratings yet
- Rubber Processing Is Detrimental To Environment A Case StudyDocument8 pagesRubber Processing Is Detrimental To Environment A Case StudyJohn Bert LuisNo ratings yet
- J of Applied Polymer Sci - 2023 - Cui - Systematic Investigation On The Effect of Processing Procedures On The PerformanceDocument12 pagesJ of Applied Polymer Sci - 2023 - Cui - Systematic Investigation On The Effect of Processing Procedures On The PerformancejeevaNo ratings yet
- SAMPLE PAGES - DickDocument7 pagesSAMPLE PAGES - DickUlan choosiriNo ratings yet
- Effect of Stress Levels and Temperatures On Stress Recovery of Asphalt BindersDocument10 pagesEffect of Stress Levels and Temperatures On Stress Recovery of Asphalt BindersIJRASETPublicationsNo ratings yet
- Zaiby 2018 IOP Conf. Ser. Mater. Sci. Eng. 432 012014Document7 pagesZaiby 2018 IOP Conf. Ser. Mater. Sci. Eng. 432 012014Gemblung01No ratings yet
- Reuse of RubberDocument3 pagesReuse of RubberGanesh ShivaleNo ratings yet
- Life Cycle AnalysisDocument1 pageLife Cycle AnalysisRS MANIKANDANNo ratings yet
- s10965 021 02678 9Document16 pagess10965 021 02678 9Rodrigo José RibeiroNo ratings yet
- Additives For Surface ModificationDocument2 pagesAdditives For Surface ModificationAtul SarafNo ratings yet
- RCT 13 87899Document16 pagesRCT 13 87899jeevaNo ratings yet
- Hispida Denst Extract Prepared by LatexDocument8 pagesHispida Denst Extract Prepared by LatexAmina DinariNo ratings yet
- 7d99a2412877 PDFDocument8 pages7d99a2412877 PDFHadi HasanNo ratings yet
- Cure Characteristics and Vulcanizate ProDocument15 pagesCure Characteristics and Vulcanizate ProSangeetha RangarajanNo ratings yet
- 1 s2.0 S2542504822000239 MainDocument14 pages1 s2.0 S2542504822000239 MainYogesh DewangNo ratings yet
- Acknowledgement: G.H. BasavarajappaDocument13 pagesAcknowledgement: G.H. BasavarajappaSanthu AyanurNo ratings yet
- Highly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesFrom EverandHighly Efficient Methods for Sulfur Vulcanization Techniques, Results and Implications: Selection and Management of Rubber CurativesNo ratings yet
- LubBlendQA (1)Document5 pagesLubBlendQA (1)Nima FakherNo ratings yet
- Lubricant Selection - Function and Composition - TLT Article - April08Document11 pagesLubricant Selection - Function and Composition - TLT Article - April08Mai Duy GiapNo ratings yet
- LubBlendQA (1)Document5 pagesLubBlendQA (1)Nima FakherNo ratings yet
- mcguiggan0101.pdfDocument5 pagesmcguiggan0101.pdfNima FakherNo ratings yet
- Chaala 1996Document15 pagesChaala 1996Nima FakherNo ratings yet
- SDB 8746 Ie enDocument18 pagesSDB 8746 Ie enNima FakherNo ratings yet
- gadkari2015Document10 pagesgadkari2015Nima FakherNo ratings yet
- HandlerDocument63 pagesHandlerNima FakherNo ratings yet
- WP 004-2020 Governance Challenges in Small Scale Mining in GhanaDocument34 pagesWP 004-2020 Governance Challenges in Small Scale Mining in GhanaNima FakherNo ratings yet
- SSIVegetable Methyl Ester SDSDocument5 pagesSSIVegetable Methyl Ester SDSNima FakherNo ratings yet
- Dunn 1997Document12 pagesDunn 1997Nima FakherNo ratings yet
- Industrial Chemicals Technology Hand BookDocument8 pagesIndustrial Chemicals Technology Hand BookGulfam ShahzadNo ratings yet
- High Temperature Heat Transfer Fluids Dowtherm Syltherm Selection GuideDocument12 pagesHigh Temperature Heat Transfer Fluids Dowtherm Syltherm Selection GuideNima FakherNo ratings yet
- Material Safety Data Sheet: Nalco 73202Document6 pagesMaterial Safety Data Sheet: Nalco 73202Nima Fakher0% (1)
- SidewallPropeller Catalog PDFDocument44 pagesSidewallPropeller Catalog PDFVontrex EngrNo ratings yet
- Caster, Camber, ToeDocument6 pagesCaster, Camber, ToeASHUTOSH KUMARNo ratings yet
- Alldrill Drilling Manual PDFDocument29 pagesAlldrill Drilling Manual PDFSenoNo ratings yet
- Business Case - Tyre (Questionnaire)Document3 pagesBusiness Case - Tyre (Questionnaire)Reyaz Siddiqui0% (1)
- Auto Chassis NotesDocument70 pagesAuto Chassis NotesSrinivas NadellaNo ratings yet
- Wheel Tyre BalancingDocument12 pagesWheel Tyre BalancingKrishna Mohan T.RNo ratings yet
- Drivers Training PPT BMP Download DriversDocument26 pagesDrivers Training PPT BMP Download DriversPramod Bodne100% (1)
- MY21 - E Coupe - OMDocument446 pagesMY21 - E Coupe - OMovisandreNo ratings yet
- Am 09 601 Vehicle DynamicsDocument104 pagesAm 09 601 Vehicle DynamicsMuhammed HussainNo ratings yet
- Vexcolt CatalogueDocument204 pagesVexcolt CatalogueHendrid TanNo ratings yet
- Monthly Vehicle Safety Inspection ChecklistDocument1 pageMonthly Vehicle Safety Inspection ChecklistMatthewBennettNo ratings yet
- Diagram Jlg1350sjpDocument1 pageDiagram Jlg1350sjpjvpc154777No ratings yet
- General Motors Regular Production Options (Rpo) CodesDocument58 pagesGeneral Motors Regular Production Options (Rpo) CodeskallekuhlaNo ratings yet
- Mullineaux, Neil-Light Vehicle Tyres-iSmithers Rapra Publishing (2010-02-09) PDFDocument132 pagesMullineaux, Neil-Light Vehicle Tyres-iSmithers Rapra Publishing (2010-02-09) PDFSanthosh Kumar100% (1)
- Manual Minimoto Sport RacerDocument20 pagesManual Minimoto Sport RacerMike NickersonNo ratings yet
- Fek Glasner1 0Document33 pagesFek Glasner1 0Állex SanderNo ratings yet
- Design and Fabrication of Race Spec Go-KartDocument6 pagesDesign and Fabrication of Race Spec Go-KartAJER JOURNALNo ratings yet
- Design and Analysis of Wheel Rim Using CATIA & ANSYSDocument7 pagesDesign and Analysis of Wheel Rim Using CATIA & ANSYSankitsinghal54No ratings yet
- Impressions and Tool Marks - 2Document112 pagesImpressions and Tool Marks - 2Akoo Si EarlNo ratings yet
- 2011 MCC Baja SAE Design ReportDocument14 pages2011 MCC Baja SAE Design ReportRonald George100% (3)
- TM 5 3810 306 10Document193 pagesTM 5 3810 306 10Денис ЧерныйNo ratings yet
- FSAE Stab Rig DataDocument37 pagesFSAE Stab Rig DataahmadNo ratings yet
- Consumer Reports Buying Guide 2010 - AutoDocument89 pagesConsumer Reports Buying Guide 2010 - Autodesijnk100% (4)
- Class A Pre Trip InspectionDocument7 pagesClass A Pre Trip InspectionLemlem100% (1)