Download as pdf or txt
You might also like
- Impregnated Melamine Paper Coated Film OverlayDocument47 pagesImpregnated Melamine Paper Coated Film OverlaykingshimbuNo ratings yet
- Degree of Substitution ExplanationDocument2 pagesDegree of Substitution ExplanationSkolastika ErnaNo ratings yet
- Thermal Paper CoatingDocument4 pagesThermal Paper CoatingSintong Leonardo Situngkir100% (1)
- Product Information Sheet: Amiclean Ap 1817 Acidic Foam CleanerDocument1 pageProduct Information Sheet: Amiclean Ap 1817 Acidic Foam CleanerAdriel KurniawanNo ratings yet
- Selvol - Polyvinyl AlcoholDocument12 pagesSelvol - Polyvinyl AlcoholJuanNo ratings yet
- Developing Composites From Waste Plastic and SawdustDocument68 pagesDeveloping Composites From Waste Plastic and SawdustSamuel SambasNo ratings yet
- Should The United States Have Annexed The Philippines?Document3 pagesShould The United States Have Annexed The Philippines?John Cramerus100% (3)
- Matlab TutorialDocument31 pagesMatlab TutorialShiyeng CharmaineNo ratings yet
- Commercial Paper Making With KenafDocument7 pagesCommercial Paper Making With KenafSang Ka KalaNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 01Document18 pagesBiermann's Handbook of Pulp and Paper - Cap 01chau_riberNo ratings yet
- Sustainable Coating Solutions For Paper & Paper BoardDocument27 pagesSustainable Coating Solutions For Paper & Paper BoardLarsNo ratings yet
- Synthesis of Polyurethane Acrylate OligomerDocument9 pagesSynthesis of Polyurethane Acrylate Oligomerdevang asherNo ratings yet
- Thick ChemicalDocument2 pagesThick Chemicalsushant_jhawerNo ratings yet
- Paper & PulpDocument18 pagesPaper & PulpDr-Sheetanshu PandeyNo ratings yet
- Water Glass Compound Starch Used As Suface Sizing AgentDocument11 pagesWater Glass Compound Starch Used As Suface Sizing AgentRoxana FloresNo ratings yet
- Distillery Processing and Products: Title of ProjectDocument13 pagesDistillery Processing and Products: Title of ProjectRahul PatelNo ratings yet
- Chemicals Used in Pulp & Paper Manufacturing and CoatingDocument3 pagesChemicals Used in Pulp & Paper Manufacturing and CoatingELben RescoberNo ratings yet
- BentoniteDocument4 pagesBentoniteSihanu SubasinghaNo ratings yet
- Paper Ind IndiaDocument362 pagesPaper Ind IndiaLord SumeetNo ratings yet
- Valmetadvancedcalendertechnologies JapaneseJournalofPaperTechnology PDFDocument21 pagesValmetadvancedcalendertechnologies JapaneseJournalofPaperTechnology PDFsukallan dharNo ratings yet
- Types of Defoamer or DeaeratorDocument3 pagesTypes of Defoamer or DeaeratorMr. JahirNo ratings yet
- Project Report On Stone Paper Manufacturing Cap: 1400 Ton/yearDocument7 pagesProject Report On Stone Paper Manufacturing Cap: 1400 Ton/yearEIRI Board of Consultants and Publishers100% (2)
- Standard Ink Types Report (PDF Copy)Document64 pagesStandard Ink Types Report (PDF Copy)Kevin AnosNo ratings yet
- Impact of Conductivity On Paper and Board Machine PerformanceDocument40 pagesImpact of Conductivity On Paper and Board Machine PerformanceNilton AlmeidaNo ratings yet
- The Chemistry of Paper - MakingDocument548 pagesThe Chemistry of Paper - MakingVendula BazalováNo ratings yet
- Control of Tacky Deposits On Paper Machines - A Review PDFDocument18 pagesControl of Tacky Deposits On Paper Machines - A Review PDFBiantoroKunartoNo ratings yet
- USP Glycerin 99 5% PDSDocument2 pagesUSP Glycerin 99 5% PDStomassuquilloNo ratings yet
- Sartomer CD570 To 572Document6 pagesSartomer CD570 To 572cesghongNo ratings yet
- TG3Film PDFDocument64 pagesTG3Film PDFLubomirBenicek0% (1)
- Grades of PaperDocument25 pagesGrades of PaperRohit SinghNo ratings yet
- Evaporation RateDocument2 pagesEvaporation RateLê Tiến100% (1)
- Dry Strength Alternatives - CMC and Guar GumDocument13 pagesDry Strength Alternatives - CMC and Guar Gum郭哲宏No ratings yet
- Rules of Sustainable PackagingDocument19 pagesRules of Sustainable PackagingSamuel AngelusNo ratings yet
- TDS - KemFoamX 2550 - ENDocument2 pagesTDS - KemFoamX 2550 - ENSteven CoultonNo ratings yet
- Paper and Pulp ProcessingDocument21 pagesPaper and Pulp ProcessingJeff FernandezNo ratings yet
- Rupa FlexiPOLYDocument1 pageRupa FlexiPOLYSaravvanan RajendranNo ratings yet
- Green Chemistry and Sustainabiity Pulp & PaperDocument273 pagesGreen Chemistry and Sustainabiity Pulp & Papergilson cardoso100% (1)
- Kemasan Kertas 2011Document51 pagesKemasan Kertas 2011Tim BarkaNo ratings yet
- BagasseDocument5 pagesBagasseAle HZaNo ratings yet
- Bioresources.: Greaseproof Paper Products: A Review Emphasizing Ecofriendly ApproachesDocument27 pagesBioresources.: Greaseproof Paper Products: A Review Emphasizing Ecofriendly ApproachesavgpaulNo ratings yet
- Shrink Sleeve Flexo InksDocument10 pagesShrink Sleeve Flexo Inksdammy888100% (1)
- Hombright S-Id (WD)Document6 pagesHombright S-Id (WD)何恭彥No ratings yet
- 101 Processes To Decorate or Surface Treat Plastics 2012 PDFDocument9 pages101 Processes To Decorate or Surface Treat Plastics 2012 PDFstevierayoNo ratings yet
- Processing Aid: AdditivesDocument7 pagesProcessing Aid: AdditivestadyNo ratings yet
- Wilmar Oleo BrochureDocument24 pagesWilmar Oleo BrochureabsahkahNo ratings yet
- Shisha Charcoal and Honeycomb Process FlowDocument12 pagesShisha Charcoal and Honeycomb Process FlowDhiangga JauharyNo ratings yet
- Lva1 App6891 PDFDocument53 pagesLva1 App6891 PDFjjccmmaa100% (1)
- Dilip Industries BrochureDocument4 pagesDilip Industries BrochurePratik GaglaniNo ratings yet
- Printing Inks - Issues, Guidance and RegulationsDocument93 pagesPrinting Inks - Issues, Guidance and RegulationsDinesh RajputNo ratings yet
- Polypropylene Resins - Chemical Economics Handbook (CEH) - IHS MarkitDocument8 pagesPolypropylene Resins - Chemical Economics Handbook (CEH) - IHS Markitarman0% (1)
- Clariant. MineralsDocument4 pagesClariant. MineralsLulu LcsNo ratings yet
- Collapsible Tube For PharmaDocument8 pagesCollapsible Tube For PharmaAbhishek Singh100% (1)
- New Additive With Low Environmental Impact: Improves SoftnessDocument4 pagesNew Additive With Low Environmental Impact: Improves SoftnessJasmainiNo ratings yet
- Hot Melt Adhesives - 2Document8 pagesHot Melt Adhesives - 2QUALITY CONTROL100% (1)
- AzodicarbonamideDocument1 pageAzodicarbonamideBos KayuNo ratings yet
- Densodrin ENS eDocument4 pagesDensodrin ENS eLuthfi SanNo ratings yet
- Engineers India - EIRI HiTech Magazine - May 2018Document17 pagesEngineers India - EIRI HiTech Magazine - May 2018Sunesh SharmaNo ratings yet
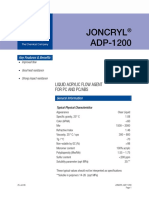
- 1200 TDSDocument2 pages1200 TDSRoxana LencinaNo ratings yet
- Paperboard Cartons 22 11 07Document71 pagesPaperboard Cartons 22 11 07iiphyd2403No ratings yet
- Maize Production Growers GuideDocument5 pagesMaize Production Growers GuideJames AdideNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 08Document9 pagesBiermann's Handbook of Pulp and Paper - Cap 08chau_riberNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 14Document13 pagesBiermann's Handbook of Pulp and Paper - Cap 14chau_riberNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 10Document30 pagesBiermann's Handbook of Pulp and Paper - Cap 10chau_riberNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 03Document12 pagesBiermann's Handbook of Pulp and Paper - Cap 03chau_riberNo ratings yet
- Icorr Ba BC - Bandy1980Document12 pagesIcorr Ba BC - Bandy1980chau_riberNo ratings yet
- Biermann's Handbook of Pulp and Paper - Cap 01Document18 pagesBiermann's Handbook of Pulp and Paper - Cap 01chau_riberNo ratings yet
- Gas-Phase Hydrogen Permeation and - Gadgeel1979Document9 pagesGas-Phase Hydrogen Permeation and - Gadgeel1979chau_riberNo ratings yet
- Mechanical Strength and Removal of A Protective Iron Carbonate Layer Formed On Mild Steel in CO 2 CorrosionDocument20 pagesMechanical Strength and Removal of A Protective Iron Carbonate Layer Formed On Mild Steel in CO 2 Corrosionchau_riberNo ratings yet
- Effect of Flow and Steel Microstructure On The Formation of Iron CarbonateDocument11 pagesEffect of Flow and Steel Microstructure On The Formation of Iron Carbonatechau_riberNo ratings yet
- Stefan On I 2020Document11 pagesStefan On I 2020chau_riberNo ratings yet
- The Melodic Bass Library PDFDocument135 pagesThe Melodic Bass Library PDFchau_riber100% (2)
- Clase Modulacion y SistemasDocument61 pagesClase Modulacion y Sistemaschau_riberNo ratings yet
- Invoice 2 PDFDocument4 pagesInvoice 2 PDFjeevanNo ratings yet
- Lesson 11 An Earnest ParableDocument3 pagesLesson 11 An Earnest ParableKing Cajayon33% (3)
- "Put Out Into The Deep": A Reflection On John Paul II's Apostolic Letter Novo Millennio IneunteDocument13 pages"Put Out Into The Deep": A Reflection On John Paul II's Apostolic Letter Novo Millennio IneunteTimothy HerrmanNo ratings yet
- Optimum Insulation-Thickness For Thermal and Freezing ProtectionDocument11 pagesOptimum Insulation-Thickness For Thermal and Freezing Protectionjrri16No ratings yet
- Reed-Merrill and Greville Methods: Abridged Life TableDocument1 pageReed-Merrill and Greville Methods: Abridged Life TableYogesh RanaNo ratings yet
- 9-12sept2020 DC Motor DONEDocument9 pages9-12sept2020 DC Motor DONEKaushik KunaleNo ratings yet
- Q3 - ARTS8 - LAS2 - MELC2 From Capiz To RO 12921 Pages DeletedDocument9 pagesQ3 - ARTS8 - LAS2 - MELC2 From Capiz To RO 12921 Pages DeletedJohn Rey Manolo BaylosisNo ratings yet
- Momentuminanutshell 170220094913Document29 pagesMomentuminanutshell 170220094913Melerose Dela SernaNo ratings yet
- Initial Vertical Static Load Test: AgencyDocument5 pagesInitial Vertical Static Load Test: AgencyRavi kumarNo ratings yet
- Hybrid Robot Design - PBenTzviDocument13 pagesHybrid Robot Design - PBenTzviIvan AvramovNo ratings yet
- Asymmetric Half Bridge (AHB) Converters - by FairchildDocument19 pagesAsymmetric Half Bridge (AHB) Converters - by FairchildahsansadaqatNo ratings yet
- TT2 - 2.8 OptimizersDocument63 pagesTT2 - 2.8 OptimizershalodosNo ratings yet
- 11.TBL Training Participant Manual 2021Document253 pages11.TBL Training Participant Manual 2021Adebabay DessieNo ratings yet
- Organic Chemistry ChartsDocument84 pagesOrganic Chemistry ChartsPRIYANSHU KUMARNo ratings yet
- ANSI Flange CatalogueDocument28 pagesANSI Flange CatalogueSandeep SinghNo ratings yet
- Deep Learning-Based Feature Extraction in Iris Recognition: Use Existing Models, Fine-Tune or Train From Scratch?Document9 pagesDeep Learning-Based Feature Extraction in Iris Recognition: Use Existing Models, Fine-Tune or Train From Scratch?Satyanarayan GuptaNo ratings yet
- Literature Review On Alcohol Abuse in KenyaDocument5 pagesLiterature Review On Alcohol Abuse in Kenyagw0ttn7j100% (1)
- Diploma in Cruise Ship Management-SynopsisDocument4 pagesDiploma in Cruise Ship Management-Synopsiszoltan2014No ratings yet
- Workshop Equipment MM 2013 PDFDocument86 pagesWorkshop Equipment MM 2013 PDFBaciu NicolaeNo ratings yet
- Business Guide 2020Document68 pagesBusiness Guide 2020Elenca KyweNo ratings yet
- Timcard 12 IDocument5 pagesTimcard 12 Ifaizan.kareemNo ratings yet
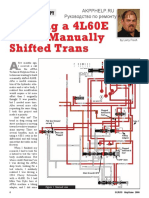
- 4l60e Manual Shift ConversionDocument10 pages4l60e Manual Shift ConversionSalvador PinedaNo ratings yet
- Sequentially-Coupled Thermal-Structural AnalysisDocument9 pagesSequentially-Coupled Thermal-Structural AnalysisOns MarzouguiNo ratings yet
- 212 Lesson PlanDocument3 pages212 Lesson Planapi-286158995No ratings yet
- Chapter 10 Quality AssuranceDocument8 pagesChapter 10 Quality AssuranceDiana Ahmad ZaidanNo ratings yet
- (1997) in The Name of Society, or Three Thesis On The History of Social ThoughtDocument18 pages(1997) in The Name of Society, or Three Thesis On The History of Social Thoughtsashadam815812No ratings yet
- Perfect Picture SummaryDocument3 pagesPerfect Picture SummaryReiaNo ratings yet