Download as pdf or txt
You might also like
- Installation EVC E E2 Electronic Vessel Control D3, D4, D6, D11, D13, D16 and Gas Engines Aquamatic PDFDocument216 pagesInstallation EVC E E2 Electronic Vessel Control D3, D4, D6, D11, D13, D16 and Gas Engines Aquamatic PDFGiangDo92% (12)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Ade 422 423 424 Workshop Manual Abby PDFDocument184 pagesAde 422 423 424 Workshop Manual Abby PDFahmed89% (18)
- Ge PG6531B Gas Turbine PDFDocument460 pagesGe PG6531B Gas Turbine PDFjefrie_butarNo ratings yet
- Alignment of Diesel Generator Sets With The Two-Bearing GeneratorDocument10 pagesAlignment of Diesel Generator Sets With The Two-Bearing Generatorwillian100% (3)
- Schlumberger Motor Hand Book CompleteDocument139 pagesSchlumberger Motor Hand Book Completewaheed2286100% (3)
- Partial Rewinding 5 MW VPI Generator WindingDocument6 pagesPartial Rewinding 5 MW VPI Generator WindingrendroyokoNo ratings yet
- Handbook on Battery Energy Storage SystemFrom EverandHandbook on Battery Energy Storage SystemRating: 4.5 out of 5 stars4.5/5 (2)
- WPS PQR Smaw + Fcaw D1.1Document8 pagesWPS PQR Smaw + Fcaw D1.1Yhuto W. Putra100% (3)
- 1 OkDocument9 pages1 Okm tpNo ratings yet
- Success-Story TurbineAlignment With ROTAtouch enDocument4 pagesSuccess-Story TurbineAlignment With ROTAtouch enKABRET EnidderuonNo ratings yet
- GT2012 69617Document9 pagesGT2012 69617luca.bozzi74No ratings yet
- JPI Installation ManualDocument52 pagesJPI Installation Manualianmcnultywork83No ratings yet
- Andritz Hydro 2015 Om Pelton Mnto.Document7 pagesAndritz Hydro 2015 Om Pelton Mnto.Christian Daniel Vivero100% (1)
- Alignment PDFDocument61 pagesAlignment PDFSumedh SinghNo ratings yet
- Generator Set Installation Manual: OlympianDocument37 pagesGenerator Set Installation Manual: OlympianManretyNo ratings yet
- Irjet V9i3271Document4 pagesIrjet V9i3271scdindar3838No ratings yet
- ZHF XPXN 0SS02 Omi 101-1Document71 pagesZHF XPXN 0SS02 Omi 101-1Online 4-lifeNo ratings yet
- Engine Air Inlet SystemDocument8 pagesEngine Air Inlet Systemmmorkee.19No ratings yet
- Alignment With Target Values Reduces Vibrations PDFDocument4 pagesAlignment With Target Values Reduces Vibrations PDFSantyagoNo ratings yet
- Van Dyk 2006Document2 pagesVan Dyk 2006ashpaxNo ratings yet
- GOOD WORK DONE Up To 31 - 3 - 21Document36 pagesGOOD WORK DONE Up To 31 - 3 - 21divisional electrical enggNo ratings yet
- AlignmentDocument0 pagesAlignmentcharzree100% (4)
- PSI - 10 AND 15 HP LPM2A RIGHT ANGLE MANUAL (Agitator) Manual BookDocument19 pagesPSI - 10 AND 15 HP LPM2A RIGHT ANGLE MANUAL (Agitator) Manual Bookedisahputra845No ratings yet
- Wind Turbine Gearbox Technologies: April 2010Document19 pagesWind Turbine Gearbox Technologies: April 2010Adarsh ShindeNo ratings yet
- A1 - Full Papers PS2 10741 2022Document7 pagesA1 - Full Papers PS2 10741 2022DmitryNo ratings yet
- Cowes Condition AssessDocument17 pagesCowes Condition AssessMuhammad Imran NasirNo ratings yet
- Final Technical Report: Ultra-Efficient and Power Dense Electric Motors For U. S. IndustryDocument33 pagesFinal Technical Report: Ultra-Efficient and Power Dense Electric Motors For U. S. Industryselim4karmaNo ratings yet
- Lecture 3 Energy Requirement For Size ReductionDocument32 pagesLecture 3 Energy Requirement For Size ReductionMuhammad RifkiNo ratings yet
- Lecture 3 Energy Requirement For Size ReductionDocument32 pagesLecture 3 Energy Requirement For Size ReductionMuhammad RifkiNo ratings yet
- Hydrogenerator Loose Rim Detection: Presented at Hydrovision July 28, 2016, Minneapolis, MNDocument17 pagesHydrogenerator Loose Rim Detection: Presented at Hydrovision July 28, 2016, Minneapolis, MNKAVITANo ratings yet
- Mr. Usma 5.450x6kWDocument7 pagesMr. Usma 5.450x6kWAbdul Rehman100% (1)
- Pioneer Gm-A6604 Crt5455Document31 pagesPioneer Gm-A6604 Crt5455boroda2410No ratings yet
- Central or Girth Gear Drive For Ball Mills - 1Document26 pagesCentral or Girth Gear Drive For Ball Mills - 1Vishnu Vardhan . C100% (3)
- Enhancement of Energy Efficiency in SquiDocument10 pagesEnhancement of Energy Efficiency in Squirohith26894No ratings yet
- Fault-Tolerant Control of Wind Turbines - A Benchmark ModelDocument15 pagesFault-Tolerant Control of Wind Turbines - A Benchmark ModelThe ThinkerNo ratings yet
- Design and Fabrication of Motorized Cranking DeviceDocument2 pagesDesign and Fabrication of Motorized Cranking DeviceGIRIMURUGAN RNo ratings yet
- Aerodynamic Optimization and Open Field Testing of A 1 KW Vertical-Axis Wind TurbineDocument12 pagesAerodynamic Optimization and Open Field Testing of A 1 KW Vertical-Axis Wind TurbineaenergieNo ratings yet
- Some Case Histories of Site Efficiency and Index Testing of Hydraulic TurbinesDocument10 pagesSome Case Histories of Site Efficiency and Index Testing of Hydraulic Turbinesherique matiasNo ratings yet
- VC-040 - ParkerDocument10 pagesVC-040 - ParkerwagnerNo ratings yet
- Hydro Media Media Center Iron Gates eDocument16 pagesHydro Media Media Center Iron Gates eShweta SankhlaNo ratings yet
- Manual of 725HP 10KV MotorDocument12 pagesManual of 725HP 10KV MotorduongthetinhqbNo ratings yet
- 1998 AEMT Repair of Induction Motors Best Practices To Maintain Energy EfficiencyDocument50 pages1998 AEMT Repair of Induction Motors Best Practices To Maintain Energy EfficiencySing Yew LamNo ratings yet
- VZ19-02282 RevA 1xC40 OVH Fuel Valve UpgradeDocument18 pagesVZ19-02282 RevA 1xC40 OVH Fuel Valve Upgradeluis100% (1)
- Til 1937-R1Document12 pagesTil 1937-R1BouazzaNo ratings yet
- Company ProfileDocument8 pagesCompany Profileengjam3No ratings yet
- Diagnostics: Parts RepairDocument4 pagesDiagnostics: Parts RepairEdwin juanito gamarra serranoNo ratings yet
- C8a UK - windPRO4.0 Layout OPTIMIZATIONDocument24 pagesC8a UK - windPRO4.0 Layout OPTIMIZATIONHugoNo ratings yet
- Guidelines For Renovation and Modernisation RM of Hydro Power StationsDocument45 pagesGuidelines For Renovation and Modernisation RM of Hydro Power Stationskodandapani_55561857No ratings yet
- Casing Optimization of A SavoniusDocument6 pagesCasing Optimization of A SavoniusBattle SagaNo ratings yet
- Generator Sizing Guide: Technical Data TD00405018EDocument16 pagesGenerator Sizing Guide: Technical Data TD00405018EGiann CarlosNo ratings yet
- Generator Sizing Guide: Technical Data TD00405018EDocument16 pagesGenerator Sizing Guide: Technical Data TD00405018EComsip400No ratings yet
- Generator Sizing Guide: Technical Data TD00405018EDocument16 pagesGenerator Sizing Guide: Technical Data TD00405018EYasmine ياسمينNo ratings yet
- Art 12 Design and Performance Evaluation of A Pump-As-turbineDocument6 pagesArt 12 Design and Performance Evaluation of A Pump-As-turbineEdilson Valderrama0% (1)
- InTech-Wind Turbine Gearbox TechnologiesDocument18 pagesInTech-Wind Turbine Gearbox TechnologieshamdimouhhiNo ratings yet
- PT AAI Maintenance Record & Rootcause AnalysisDocument11 pagesPT AAI Maintenance Record & Rootcause AnalysisRicardo Wan AgueroNo ratings yet
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- Dynamometer: Theory and Application to Engine TestingFrom EverandDynamometer: Theory and Application to Engine TestingNo ratings yet
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Specifying and Measuring Slope Error of Optical SurfaceDocument3 pagesSpecifying and Measuring Slope Error of Optical SurfacenitsilcharassamNo ratings yet
- Global SchoolDocument15 pagesGlobal SchoolMaria C.No ratings yet
- Performance of Heat ExchangersDocument10 pagesPerformance of Heat ExchangersJusztinAquinoNo ratings yet
- Bolted, Sleeve-Type Couplings For Plain-End Pipe: Awwa StandardDocument28 pagesBolted, Sleeve-Type Couplings For Plain-End Pipe: Awwa Standardl_aguilar_m100% (1)
- Plate Type Heat Exchanger Project Report 5Document26 pagesPlate Type Heat Exchanger Project Report 5Siliziwe DipaNo ratings yet
- Broadcasting 1 Spring 2018 Lecture Quiz 3Document2 pagesBroadcasting 1 Spring 2018 Lecture Quiz 3nguyen leNo ratings yet
- Catalog of Throttle Body: Omp# Picture Oem No. Ref No. ApplicationDocument16 pagesCatalog of Throttle Body: Omp# Picture Oem No. Ref No. ApplicationLuiscas52No ratings yet
- Hogans NN Project2 7472Document16 pagesHogans NN Project2 7472api-374548902No ratings yet
- Chapter Three EarthingDocument33 pagesChapter Three EarthingKorsa Korsa100% (1)
- Analysis of Ethanol in Gasoline by Gas Chromatography and Infrared SpectrosDocument10 pagesAnalysis of Ethanol in Gasoline by Gas Chromatography and Infrared Spectrosapi-253994289No ratings yet
- Fsd2u2p14 01 PDFDocument1 pageFsd2u2p14 01 PDFPhan AnNo ratings yet
- Accenture Strategy Digital Innovation HubDocument9 pagesAccenture Strategy Digital Innovation HubBhoga Brahma100% (1)
- Compressor PDFDocument57 pagesCompressor PDFAhmad Wildan Zakawali100% (1)
- Setting Co-Ordination Chart & Graph Relay Setting Calculation 0.415 KV Panel - Ecr-2Document90 pagesSetting Co-Ordination Chart & Graph Relay Setting Calculation 0.415 KV Panel - Ecr-2susovan bIswasNo ratings yet
- TSQRDocument2 pagesTSQRMelinda MillerNo ratings yet
- F IMP GuidelinesenDocument28 pagesF IMP GuidelinesenDia ZallaNo ratings yet
- Statement - Tue Nov 30 2021 19-18-05 GMT+0200 (South Africa Standard Time)Document2 pagesStatement - Tue Nov 30 2021 19-18-05 GMT+0200 (South Africa Standard Time)Yewena Meli KaveNo ratings yet
- Rakesh Ranjan Yadav Sbi NoticeDocument8 pagesRakesh Ranjan Yadav Sbi NoticeRajveer ParmarNo ratings yet
- Crisis Management - Air-Con FailureDocument2 pagesCrisis Management - Air-Con Failuremonica dwimandhaniNo ratings yet
- Abstract - : (Type Text)Document43 pagesAbstract - : (Type Text)Roshanil kambleNo ratings yet
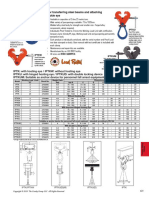
- For Transferring Steel Beams and Attaching Tackle Eye: IptkuDocument1 pageFor Transferring Steel Beams and Attaching Tackle Eye: IptkuKonstantinos SynodinosNo ratings yet
- Vortex Breakers in Practice - 201606Document2 pagesVortex Breakers in Practice - 201606JQuest229100% (4)
- How Does Cockroft Walton Voltage Multiplier Circuit Work?: 2 AnswersDocument5 pagesHow Does Cockroft Walton Voltage Multiplier Circuit Work?: 2 AnswersSrinjay DasNo ratings yet
- Physical Inventory - Fast Moving Warehouse 011020Document513 pagesPhysical Inventory - Fast Moving Warehouse 011020Demy LucenoNo ratings yet
- Hdfs - Using Hadoop For Storing Stock Market Tick Data - Stack OverflowDocument2 pagesHdfs - Using Hadoop For Storing Stock Market Tick Data - Stack OverflowPronod BharatiyaNo ratings yet
- Lifting and Tying Down Teh Machine D10RDocument4 pagesLifting and Tying Down Teh Machine D10Rpedro cNo ratings yet
- CrossWord ProjectDocument20 pagesCrossWord ProjectwaqarNo ratings yet
- Smart MeterDocument3 pagesSmart MeterprasanthvvNo ratings yet