
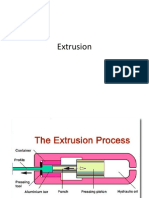
Extrusion
Extrusion
You might also like
- WCH15 01 2024 Jan QPDocument36 pagesWCH15 01 2024 Jan QPbmaniafu100% (1)
- Post Lab 26-31Document8 pagesPost Lab 26-31Christian Paulo D. PichayNo ratings yet
- ExtrusionDocument34 pagesExtrusionzubbbuNo ratings yet
- RollingDocument17 pagesRollingAnonymous Zx7EG1PaNo ratings yet
- RollingDocument17 pagesRollingAnonymous Zx7EG1PaNo ratings yet
- 10 - Fundamentals of Metal Forming (Chapter 14)Document37 pages10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiNo ratings yet
- MosDocument42 pagesMosSajjan Kumar100% (2)
- Forging Analysis DILDocument35 pagesForging Analysis DILharrywilliam6945No ratings yet
- Basics of FormingDocument19 pagesBasics of Formingmohd danishNo ratings yet
- Linear Elastic Fracture Mechanics (LEFM)Document19 pagesLinear Elastic Fracture Mechanics (LEFM)Chimwemwe KaongaNo ratings yet
- Thin WalledDocument28 pagesThin Wallednotekeeper34No ratings yet
- Lecture Notes - Forging CalculationDocument21 pagesLecture Notes - Forging CalculationFabiano, Jr. BarcenalNo ratings yet
- 1.3-Combined LoadingDocument17 pages1.3-Combined LoadingShuhang ChenNo ratings yet
- Mechanical Working of Metals (Rolling and Forging)Document59 pagesMechanical Working of Metals (Rolling and Forging)Michael Vincent MirafuentesNo ratings yet
- Strenght of Materials: DR As Shote DR Ob OlatundeDocument60 pagesStrenght of Materials: DR As Shote DR Ob OlatundeTimothy PromiseNo ratings yet
- 02 Stress-Strain and Mechanical Properties HCMUT 2022Document37 pages02 Stress-Strain and Mechanical Properties HCMUT 2022Bảo Tín TrầnNo ratings yet
- Chapter3 LectureDocument48 pagesChapter3 LectureAlaaNo ratings yet
- PLASTIC-THEORY Shape Factor PDFDocument69 pagesPLASTIC-THEORY Shape Factor PDFAashika Singh100% (1)
- Lecture 5 PlasticityDocument18 pagesLecture 5 Plasticitydvenu2541No ratings yet
- Lecture 26: Plane Strain Bending of Strips: Dept. of Mechanical Engg., NIT CalicutDocument12 pagesLecture 26: Plane Strain Bending of Strips: Dept. of Mechanical Engg., NIT CalicutprasannaNo ratings yet
- Sheet Metal FormingDocument106 pagesSheet Metal Formingmaruthi aremandaNo ratings yet
- 1 Stress & StrainsDocument55 pages1 Stress & StrainsTechnautsNo ratings yet
- Metal Forming 2Document5 pagesMetal Forming 2aksgupta24No ratings yet
- Deber 1 Superficies Extendidas-JácomeDocument16 pagesDeber 1 Superficies Extendidas-JácomeJuan Francisco JácomeNo ratings yet
- Machining MechAnalysis CHPT 2Document53 pagesMachining MechAnalysis CHPT 2Brahim MouchaneNo ratings yet
- Fe School CodesDocument6 pagesFe School Codesvzimak2355No ratings yet
- Ch04-Thin-Walled Pressure Vessel - LectureDocument22 pagesCh04-Thin-Walled Pressure Vessel - LectureLeo WongNo ratings yet
- TL SM 3 1Document24 pagesTL SM 3 1이기현No ratings yet
- Simulation and ModelingDocument23 pagesSimulation and ModelingVincent Lasconia Jr.No ratings yet
- Torsion ShaftDocument6 pagesTorsion ShaftmichaelNo ratings yet
- Assignment SolutionDocument4 pagesAssignment SolutionosamaNo ratings yet
- Mechanical Working of Metals (Rolling and Forging)Document59 pagesMechanical Working of Metals (Rolling and Forging)Alvin Garcia Palanca100% (1)
- Simple StressDocument28 pagesSimple StressRaven ShadeNo ratings yet
- 7th Sem Abhijit - Suvam - Project - ReportDocument31 pages7th Sem Abhijit - Suvam - Project - ReportAbhijit NathNo ratings yet
- Bulk Forming 2Document2 pagesBulk Forming 2Anish PalNo ratings yet
- SOP For Bolt Qualification: Prepared by Hemanth M. SDocument12 pagesSOP For Bolt Qualification: Prepared by Hemanth M. Ssandhya mNo ratings yet
- Helical Springs (Civil Engg. For AUST EEE 1/1)Document21 pagesHelical Springs (Civil Engg. For AUST EEE 1/1)Fazlay ElahiNo ratings yet
- McENG 6218 Ch3Document12 pagesMcENG 6218 Ch3yemane gebremichalNo ratings yet
- Extrusion Included MaterialDocument19 pagesExtrusion Included MaterialFaris TarawnehNo ratings yet
- L5-Heat Transfer From FinsDocument21 pagesL5-Heat Transfer From FinsskNo ratings yet
- Lecture 24: Rolling: Dept. of Mechanical Engg., NIT CalicutDocument15 pagesLecture 24: Rolling: Dept. of Mechanical Engg., NIT CalicutManoj MallickNo ratings yet
- (PPT) Drawing 1Document29 pages(PPT) Drawing 1AXELNo ratings yet
- L14 20 T7 9 MOS With SolutionsDocument115 pagesL14 20 T7 9 MOS With SolutionsJithin SreeshanNo ratings yet
- Smith ChartDocument47 pagesSmith Chartharika ganjiNo ratings yet
- Mechanics of Materials: Uniaxial Stress-StrainDocument7 pagesMechanics of Materials: Uniaxial Stress-StrainHugoSalidoNo ratings yet
- Controlled Rectifiers: DR Keshav PatidarDocument38 pagesControlled Rectifiers: DR Keshav PatidarManav JainNo ratings yet
- Lecture 5Document8 pagesLecture 5ali9991014No ratings yet
- Torsion 03 PDFDocument17 pagesTorsion 03 PDFAnonymous yyjpEsydasNo ratings yet
- Torsi PDFDocument54 pagesTorsi PDFcaesarchadmaNo ratings yet
- Chapter 7 ColumnDocument38 pagesChapter 7 Columnsp-ahmadfareedmohdkarimNo ratings yet
- TorsionDocument58 pagesTorsionAizat Sera SuwandiNo ratings yet
- Extrusion ProcessesDocument20 pagesExtrusion ProcessesNur AiniNo ratings yet
- Section III: Load and Stress AnalysisDocument29 pagesSection III: Load and Stress Analysisrameshaarya99No ratings yet
- Production Techniques 46 50Document5 pagesProduction Techniques 46 50MNo ratings yet
- 【9501材料力學】chapter3Document25 pages【9501材料力學】chapter3fanj631No ratings yet
- 08 Practical Application Press FitDocument6 pages08 Practical Application Press Fitenrico.michelatoNo ratings yet
- Torsion Test Lab Report: Submitted by Student Name/Roll NumberDocument12 pagesTorsion Test Lab Report: Submitted by Student Name/Roll NumberMuhammad AqibNo ratings yet
- Mechanics of Solids-I: Module-3Document29 pagesMechanics of Solids-I: Module-3zohaibkhanluckNo ratings yet
- DrawingDocument12 pagesDrawingOmar AbdullahNo ratings yet
- Dail IndecatorsDocument12 pagesDail IndecatorsSa RaNo ratings yet
- Limts&fitsDocument48 pagesLimts&fitsSa RaNo ratings yet
- Acknowledgements - 2013 - Manufacturing Process Selection HandbookDocument1 pageAcknowledgements - 2013 - Manufacturing Process Selection HandbookSa RaNo ratings yet
- Chapter 15: Metal Extrusion and Drawing Processes and EquipmentDocument34 pagesChapter 15: Metal Extrusion and Drawing Processes and EquipmentSa RaNo ratings yet
- A Cold Forging Process For Producing Thin-Walled HDocument18 pagesA Cold Forging Process For Producing Thin-Walled HSa RaNo ratings yet
- Cycle Parking Guide For New Residential DevelopmentsDocument49 pagesCycle Parking Guide For New Residential DevelopmentsSa RaNo ratings yet
- ForgingDocument58 pagesForgingSa RaNo ratings yet
- Ni Aisi 9014 SelectionuseDocument55 pagesNi Aisi 9014 SelectionuseSa RaNo ratings yet
- 'Cold Forming BasicsDocument10 pages'Cold Forming BasicsSa RaNo ratings yet
- Span Variations in Cold FormingDocument30 pagesSpan Variations in Cold FormingSa RaNo ratings yet
- Alloy Selectionfor Cold Forming Part 1Document4 pagesAlloy Selectionfor Cold Forming Part 1Sa RaNo ratings yet
- DrivesDocument12 pagesDrivesSa RaNo ratings yet
- Preface - 2013 - Manufacturing Process Selection HandbookDocument2 pagesPreface - 2013 - Manufacturing Process Selection HandbookSa Ra0% (1)
- Case Study On The Optimum Cold Forging PDocument72 pagesCase Study On The Optimum Cold Forging PSa RaNo ratings yet
- Lecture3 FitsDocument24 pagesLecture3 FitsSa RaNo ratings yet
- Applsci 13 06299 v2Document12 pagesApplsci 13 06299 v2Sa RaNo ratings yet
- Pumps and DriversDocument37 pagesPumps and DriversSa RaNo ratings yet
- Sayed 2Document18 pagesSayed 2Sa RaNo ratings yet
- Solutions For Metal Forming: Innovative CarbideDocument2 pagesSolutions For Metal Forming: Innovative CarbideSa RaNo ratings yet
- Forming BasicsDocument11 pagesForming BasicsSa RaNo ratings yet
- Itmconf Cmes-17 07014Document7 pagesItmconf Cmes-17 07014Sa RaNo ratings yet
- HeaderDocument2 pagesHeaderSa RaNo ratings yet
- DS Cold Forming White PaperDocument4 pagesDS Cold Forming White PaperSa RaNo ratings yet
- Charging - System - ModelDocument1 pageCharging - System - ModelSa RaNo ratings yet
- 01 Hydraulic Fundamentals V 3.0Document100 pages01 Hydraulic Fundamentals V 3.0Sa RaNo ratings yet
- Chen Etal IJMS2017 A Forging Method For Reducing Process Steps in The FormingDocument32 pagesChen Etal IJMS2017 A Forging Method For Reducing Process Steps in The FormingSa RaNo ratings yet
- The Cold Hard Facts of Cold Heading SemblexDocument8 pagesThe Cold Hard Facts of Cold Heading SemblexSa RaNo ratings yet
- Multi-Station Parts Forming: How Does A Parts Former Differ From A Nut Former?Document3 pagesMulti-Station Parts Forming: How Does A Parts Former Differ From A Nut Former?Sa RaNo ratings yet
- Bonga University: Engineering Material (Meng2091)Document32 pagesBonga University: Engineering Material (Meng2091)Mul'isaa JireenyaaNo ratings yet
- Explosion Proof CCTVDocument4 pagesExplosion Proof CCTVAhmad AjiNo ratings yet
- Materials Engineering: Dr. Aneela Wakeel (Lec-1)Document61 pagesMaterials Engineering: Dr. Aneela Wakeel (Lec-1)Ammad NadeemNo ratings yet
- Ball Valve FCTDocument16 pagesBall Valve FCTAnggi SujiwoNo ratings yet
- ALFA LAVAL Compact Heat Exchangers in HVAC SystemsDocument27 pagesALFA LAVAL Compact Heat Exchangers in HVAC SystemsvickersNo ratings yet
- 5 PDFDocument27 pages5 PDFamoghaNo ratings yet
- Wa QLD NSW Vic: Toro HomesDocument16 pagesWa QLD NSW Vic: Toro HomesMichelle KieraNo ratings yet
- Mechanics of Material Lab ReportDocument47 pagesMechanics of Material Lab ReportMuhammad Junaid Tabassum50% (2)
- Soap and DetergentsDocument28 pagesSoap and DetergentsVenkata RathnamNo ratings yet
- Ground Improvement PDFDocument31 pagesGround Improvement PDFGeorge KinaNo ratings yet
- Characteristics of g3 - An Alternative To SF6Document5 pagesCharacteristics of g3 - An Alternative To SF6Abdul MoizNo ratings yet
- A1 Ch19studyguideDocument3 pagesA1 Ch19studyguideJana Aldour100% (2)
- PA Asia Product LineDocument2 pagesPA Asia Product LineDuc NguyenNo ratings yet
- ABS Approved Foundries May 12 2014Document64 pagesABS Approved Foundries May 12 2014Joe ClarkeNo ratings yet
- Chemistry Worksheet 1 Year 11Document8 pagesChemistry Worksheet 1 Year 11fatma.darghouth2No ratings yet
- Use of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas StreamsDocument15 pagesUse of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas Streamsfika putriNo ratings yet
- USP Limit Test For LeadDocument2 pagesUSP Limit Test For LeadAbby MataNo ratings yet
- An Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelDocument18 pagesAn Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelRodrigo MarinNo ratings yet
- Astm b160Document6 pagesAstm b160Kevin Almeida100% (1)
- Gaseous StateDocument23 pagesGaseous StateSiddhartha KumarNo ratings yet
- Product Data: Refratherm - AceDocument7 pagesProduct Data: Refratherm - AceMuntandwe georgeNo ratings yet
- Seminar PPT NanoDocument21 pagesSeminar PPT NanosagarNo ratings yet
- Detail Section of Corridor Railing Spot DetailDocument9 pagesDetail Section of Corridor Railing Spot DetaildawitgggNo ratings yet
- Henderson Hasselbalch EquationDocument5 pagesHenderson Hasselbalch EquationLuna MaldonadoNo ratings yet
- Adel ELsayed Ghoraba .... Calculation Sheet PDFDocument194 pagesAdel ELsayed Ghoraba .... Calculation Sheet PDFSabih Hashim AlzuhairyNo ratings yet
- 05may P2 ME2103 Materials Eng and ManufactureDocument6 pages05may P2 ME2103 Materials Eng and ManufactureW GangenathNo ratings yet
- Physical States of Matter: Long Answers QuestionsDocument7 pagesPhysical States of Matter: Long Answers QuestionsMussadiq RehmanNo ratings yet



















































































































Download as pdf or txt
You might also like
- WCH15 01 2024 Jan QPDocument36 pagesWCH15 01 2024 Jan QPbmaniafu100% (1)
- Post Lab 26-31Document8 pagesPost Lab 26-31Christian Paulo D. PichayNo ratings yet
- ExtrusionDocument34 pagesExtrusionzubbbuNo ratings yet
- RollingDocument17 pagesRollingAnonymous Zx7EG1PaNo ratings yet
- RollingDocument17 pagesRollingAnonymous Zx7EG1PaNo ratings yet
- 10 - Fundamentals of Metal Forming (Chapter 14)Document37 pages10 - Fundamentals of Metal Forming (Chapter 14)Taher al suhamiNo ratings yet
- MosDocument42 pagesMosSajjan Kumar100% (2)
- Forging Analysis DILDocument35 pagesForging Analysis DILharrywilliam6945No ratings yet
- Basics of FormingDocument19 pagesBasics of Formingmohd danishNo ratings yet
- Linear Elastic Fracture Mechanics (LEFM)Document19 pagesLinear Elastic Fracture Mechanics (LEFM)Chimwemwe KaongaNo ratings yet
- Thin WalledDocument28 pagesThin Wallednotekeeper34No ratings yet
- Lecture Notes - Forging CalculationDocument21 pagesLecture Notes - Forging CalculationFabiano, Jr. BarcenalNo ratings yet
- 1.3-Combined LoadingDocument17 pages1.3-Combined LoadingShuhang ChenNo ratings yet
- Mechanical Working of Metals (Rolling and Forging)Document59 pagesMechanical Working of Metals (Rolling and Forging)Michael Vincent MirafuentesNo ratings yet
- Strenght of Materials: DR As Shote DR Ob OlatundeDocument60 pagesStrenght of Materials: DR As Shote DR Ob OlatundeTimothy PromiseNo ratings yet
- 02 Stress-Strain and Mechanical Properties HCMUT 2022Document37 pages02 Stress-Strain and Mechanical Properties HCMUT 2022Bảo Tín TrầnNo ratings yet
- Chapter3 LectureDocument48 pagesChapter3 LectureAlaaNo ratings yet
- PLASTIC-THEORY Shape Factor PDFDocument69 pagesPLASTIC-THEORY Shape Factor PDFAashika Singh100% (1)
- Lecture 5 PlasticityDocument18 pagesLecture 5 Plasticitydvenu2541No ratings yet
- Lecture 26: Plane Strain Bending of Strips: Dept. of Mechanical Engg., NIT CalicutDocument12 pagesLecture 26: Plane Strain Bending of Strips: Dept. of Mechanical Engg., NIT CalicutprasannaNo ratings yet
- Sheet Metal FormingDocument106 pagesSheet Metal Formingmaruthi aremandaNo ratings yet
- 1 Stress & StrainsDocument55 pages1 Stress & StrainsTechnautsNo ratings yet
- Metal Forming 2Document5 pagesMetal Forming 2aksgupta24No ratings yet
- Deber 1 Superficies Extendidas-JácomeDocument16 pagesDeber 1 Superficies Extendidas-JácomeJuan Francisco JácomeNo ratings yet
- Machining MechAnalysis CHPT 2Document53 pagesMachining MechAnalysis CHPT 2Brahim MouchaneNo ratings yet
- Fe School CodesDocument6 pagesFe School Codesvzimak2355No ratings yet
- Ch04-Thin-Walled Pressure Vessel - LectureDocument22 pagesCh04-Thin-Walled Pressure Vessel - LectureLeo WongNo ratings yet
- TL SM 3 1Document24 pagesTL SM 3 1이기현No ratings yet
- Simulation and ModelingDocument23 pagesSimulation and ModelingVincent Lasconia Jr.No ratings yet
- Torsion ShaftDocument6 pagesTorsion ShaftmichaelNo ratings yet
- Assignment SolutionDocument4 pagesAssignment SolutionosamaNo ratings yet
- Mechanical Working of Metals (Rolling and Forging)Document59 pagesMechanical Working of Metals (Rolling and Forging)Alvin Garcia Palanca100% (1)
- Simple StressDocument28 pagesSimple StressRaven ShadeNo ratings yet
- 7th Sem Abhijit - Suvam - Project - ReportDocument31 pages7th Sem Abhijit - Suvam - Project - ReportAbhijit NathNo ratings yet
- Bulk Forming 2Document2 pagesBulk Forming 2Anish PalNo ratings yet
- SOP For Bolt Qualification: Prepared by Hemanth M. SDocument12 pagesSOP For Bolt Qualification: Prepared by Hemanth M. Ssandhya mNo ratings yet
- Helical Springs (Civil Engg. For AUST EEE 1/1)Document21 pagesHelical Springs (Civil Engg. For AUST EEE 1/1)Fazlay ElahiNo ratings yet
- McENG 6218 Ch3Document12 pagesMcENG 6218 Ch3yemane gebremichalNo ratings yet
- Extrusion Included MaterialDocument19 pagesExtrusion Included MaterialFaris TarawnehNo ratings yet
- L5-Heat Transfer From FinsDocument21 pagesL5-Heat Transfer From FinsskNo ratings yet
- Lecture 24: Rolling: Dept. of Mechanical Engg., NIT CalicutDocument15 pagesLecture 24: Rolling: Dept. of Mechanical Engg., NIT CalicutManoj MallickNo ratings yet
- (PPT) Drawing 1Document29 pages(PPT) Drawing 1AXELNo ratings yet
- L14 20 T7 9 MOS With SolutionsDocument115 pagesL14 20 T7 9 MOS With SolutionsJithin SreeshanNo ratings yet
- Smith ChartDocument47 pagesSmith Chartharika ganjiNo ratings yet
- Mechanics of Materials: Uniaxial Stress-StrainDocument7 pagesMechanics of Materials: Uniaxial Stress-StrainHugoSalidoNo ratings yet
- Controlled Rectifiers: DR Keshav PatidarDocument38 pagesControlled Rectifiers: DR Keshav PatidarManav JainNo ratings yet
- Lecture 5Document8 pagesLecture 5ali9991014No ratings yet
- Torsion 03 PDFDocument17 pagesTorsion 03 PDFAnonymous yyjpEsydasNo ratings yet
- Torsi PDFDocument54 pagesTorsi PDFcaesarchadmaNo ratings yet
- Chapter 7 ColumnDocument38 pagesChapter 7 Columnsp-ahmadfareedmohdkarimNo ratings yet
- TorsionDocument58 pagesTorsionAizat Sera SuwandiNo ratings yet
- Extrusion ProcessesDocument20 pagesExtrusion ProcessesNur AiniNo ratings yet
- Section III: Load and Stress AnalysisDocument29 pagesSection III: Load and Stress Analysisrameshaarya99No ratings yet
- Production Techniques 46 50Document5 pagesProduction Techniques 46 50MNo ratings yet
- 【9501材料力學】chapter3Document25 pages【9501材料力學】chapter3fanj631No ratings yet
- 08 Practical Application Press FitDocument6 pages08 Practical Application Press Fitenrico.michelatoNo ratings yet
- Torsion Test Lab Report: Submitted by Student Name/Roll NumberDocument12 pagesTorsion Test Lab Report: Submitted by Student Name/Roll NumberMuhammad AqibNo ratings yet
- Mechanics of Solids-I: Module-3Document29 pagesMechanics of Solids-I: Module-3zohaibkhanluckNo ratings yet
- DrawingDocument12 pagesDrawingOmar AbdullahNo ratings yet
- Dail IndecatorsDocument12 pagesDail IndecatorsSa RaNo ratings yet
- Limts&fitsDocument48 pagesLimts&fitsSa RaNo ratings yet
- Acknowledgements - 2013 - Manufacturing Process Selection HandbookDocument1 pageAcknowledgements - 2013 - Manufacturing Process Selection HandbookSa RaNo ratings yet
- Chapter 15: Metal Extrusion and Drawing Processes and EquipmentDocument34 pagesChapter 15: Metal Extrusion and Drawing Processes and EquipmentSa RaNo ratings yet
- A Cold Forging Process For Producing Thin-Walled HDocument18 pagesA Cold Forging Process For Producing Thin-Walled HSa RaNo ratings yet
- Cycle Parking Guide For New Residential DevelopmentsDocument49 pagesCycle Parking Guide For New Residential DevelopmentsSa RaNo ratings yet
- ForgingDocument58 pagesForgingSa RaNo ratings yet
- Ni Aisi 9014 SelectionuseDocument55 pagesNi Aisi 9014 SelectionuseSa RaNo ratings yet
- 'Cold Forming BasicsDocument10 pages'Cold Forming BasicsSa RaNo ratings yet
- Span Variations in Cold FormingDocument30 pagesSpan Variations in Cold FormingSa RaNo ratings yet
- Alloy Selectionfor Cold Forming Part 1Document4 pagesAlloy Selectionfor Cold Forming Part 1Sa RaNo ratings yet
- DrivesDocument12 pagesDrivesSa RaNo ratings yet
- Preface - 2013 - Manufacturing Process Selection HandbookDocument2 pagesPreface - 2013 - Manufacturing Process Selection HandbookSa Ra0% (1)
- Case Study On The Optimum Cold Forging PDocument72 pagesCase Study On The Optimum Cold Forging PSa RaNo ratings yet
- Lecture3 FitsDocument24 pagesLecture3 FitsSa RaNo ratings yet
- Applsci 13 06299 v2Document12 pagesApplsci 13 06299 v2Sa RaNo ratings yet
- Pumps and DriversDocument37 pagesPumps and DriversSa RaNo ratings yet
- Sayed 2Document18 pagesSayed 2Sa RaNo ratings yet
- Solutions For Metal Forming: Innovative CarbideDocument2 pagesSolutions For Metal Forming: Innovative CarbideSa RaNo ratings yet
- Forming BasicsDocument11 pagesForming BasicsSa RaNo ratings yet
- Itmconf Cmes-17 07014Document7 pagesItmconf Cmes-17 07014Sa RaNo ratings yet
- HeaderDocument2 pagesHeaderSa RaNo ratings yet
- DS Cold Forming White PaperDocument4 pagesDS Cold Forming White PaperSa RaNo ratings yet
- Charging - System - ModelDocument1 pageCharging - System - ModelSa RaNo ratings yet
- 01 Hydraulic Fundamentals V 3.0Document100 pages01 Hydraulic Fundamentals V 3.0Sa RaNo ratings yet
- Chen Etal IJMS2017 A Forging Method For Reducing Process Steps in The FormingDocument32 pagesChen Etal IJMS2017 A Forging Method For Reducing Process Steps in The FormingSa RaNo ratings yet
- The Cold Hard Facts of Cold Heading SemblexDocument8 pagesThe Cold Hard Facts of Cold Heading SemblexSa RaNo ratings yet
- Multi-Station Parts Forming: How Does A Parts Former Differ From A Nut Former?Document3 pagesMulti-Station Parts Forming: How Does A Parts Former Differ From A Nut Former?Sa RaNo ratings yet
- Bonga University: Engineering Material (Meng2091)Document32 pagesBonga University: Engineering Material (Meng2091)Mul'isaa JireenyaaNo ratings yet
- Explosion Proof CCTVDocument4 pagesExplosion Proof CCTVAhmad AjiNo ratings yet
- Materials Engineering: Dr. Aneela Wakeel (Lec-1)Document61 pagesMaterials Engineering: Dr. Aneela Wakeel (Lec-1)Ammad NadeemNo ratings yet
- Ball Valve FCTDocument16 pagesBall Valve FCTAnggi SujiwoNo ratings yet
- ALFA LAVAL Compact Heat Exchangers in HVAC SystemsDocument27 pagesALFA LAVAL Compact Heat Exchangers in HVAC SystemsvickersNo ratings yet
- 5 PDFDocument27 pages5 PDFamoghaNo ratings yet
- Wa QLD NSW Vic: Toro HomesDocument16 pagesWa QLD NSW Vic: Toro HomesMichelle KieraNo ratings yet
- Mechanics of Material Lab ReportDocument47 pagesMechanics of Material Lab ReportMuhammad Junaid Tabassum50% (2)
- Soap and DetergentsDocument28 pagesSoap and DetergentsVenkata RathnamNo ratings yet
- Ground Improvement PDFDocument31 pagesGround Improvement PDFGeorge KinaNo ratings yet
- Characteristics of g3 - An Alternative To SF6Document5 pagesCharacteristics of g3 - An Alternative To SF6Abdul MoizNo ratings yet
- A1 Ch19studyguideDocument3 pagesA1 Ch19studyguideJana Aldour100% (2)
- PA Asia Product LineDocument2 pagesPA Asia Product LineDuc NguyenNo ratings yet
- ABS Approved Foundries May 12 2014Document64 pagesABS Approved Foundries May 12 2014Joe ClarkeNo ratings yet
- Chemistry Worksheet 1 Year 11Document8 pagesChemistry Worksheet 1 Year 11fatma.darghouth2No ratings yet
- Use of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas StreamsDocument15 pagesUse of Caustic in A Short Contact Time Approach To Selectively Scrub h2s From Co2 Contaminated Gas Streamsfika putriNo ratings yet
- USP Limit Test For LeadDocument2 pagesUSP Limit Test For LeadAbby MataNo ratings yet
- An Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelDocument18 pagesAn Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelRodrigo MarinNo ratings yet
- Astm b160Document6 pagesAstm b160Kevin Almeida100% (1)
- Gaseous StateDocument23 pagesGaseous StateSiddhartha KumarNo ratings yet
- Product Data: Refratherm - AceDocument7 pagesProduct Data: Refratherm - AceMuntandwe georgeNo ratings yet
- Seminar PPT NanoDocument21 pagesSeminar PPT NanosagarNo ratings yet
- Detail Section of Corridor Railing Spot DetailDocument9 pagesDetail Section of Corridor Railing Spot DetaildawitgggNo ratings yet
- Henderson Hasselbalch EquationDocument5 pagesHenderson Hasselbalch EquationLuna MaldonadoNo ratings yet
- Adel ELsayed Ghoraba .... Calculation Sheet PDFDocument194 pagesAdel ELsayed Ghoraba .... Calculation Sheet PDFSabih Hashim AlzuhairyNo ratings yet
- 05may P2 ME2103 Materials Eng and ManufactureDocument6 pages05may P2 ME2103 Materials Eng and ManufactureW GangenathNo ratings yet
- Physical States of Matter: Long Answers QuestionsDocument7 pagesPhysical States of Matter: Long Answers QuestionsMussadiq RehmanNo ratings yet