Download as xlsx, pdf, or txt
You might also like
- NRG Conservation of Energy - Maximize The Mechanical Energy of A Rollercoaster Lab Manual EnglishDocument7 pagesNRG Conservation of Energy - Maximize The Mechanical Energy of A Rollercoaster Lab Manual EnglishDISTOR, JOSH GABRIELNo ratings yet
- UNIU.S692 Boxes, NoncodedDocument1 pageUNIU.S692 Boxes, NoncodedJesús Morales IretaNo ratings yet
- Failure Mode and Effect Analysis of Centrifugal PumpDocument2 pagesFailure Mode and Effect Analysis of Centrifugal PumpHAFIZMUHAMMAD SAJID100% (4)
- Sun Auto Components PVT LTD: Supplier Part Quality StandardDocument44 pagesSun Auto Components PVT LTD: Supplier Part Quality StandardRS MANIKANDANNo ratings yet
- 210Nm Proto Control Plan - 19-02-24Document26 pages210Nm Proto Control Plan - 19-02-24Anbu SNo ratings yet
- JAPL-F-HE-019 Scraper CheckDocument1 pageJAPL-F-HE-019 Scraper CheckAli HassanNo ratings yet
- 96 Pete Crusie TestDocument10 pages96 Pete Crusie TestAbdelbagiNo ratings yet
- Potential Failure Mode and Effect Analysis (Process Fmea) : Opn - NoDocument1 pagePotential Failure Mode and Effect Analysis (Process Fmea) : Opn - Noprasad sapareNo ratings yet
- KR 16 - 2 PDFDocument8 pagesKR 16 - 2 PDFZabri ZakariaNo ratings yet
- Quality Plan - Incoming PaperDocument3 pagesQuality Plan - Incoming PaperSanjeev SharmaNo ratings yet
- 3 WH Drum Process ProjectDocument28 pages3 WH Drum Process ProjectBrandvision AdvertisementNo ratings yet
- Inhouse RegisterDocument1 pageInhouse Registerwww.pasupathimech080No ratings yet
- 2305-0-17142-Po 14520706Document4 pages2305-0-17142-Po 14520706Alfonso LopezNo ratings yet
- Without Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Document13 pagesWithout Punch Part Mix: Customer/Supplier / in Plant Quality Problem Analysis and Countermeasure Sheet (5 - Rule)Rohtash fastnerNo ratings yet
- 447 Final Inspn Edited PDFDocument3 pages447 Final Inspn Edited PDFATHIBAN VNo ratings yet
- Repport UT CS - 7Document1 pageRepport UT CS - 7daemsalNo ratings yet
- Set-Up Approval Report-Separator UpperDocument1 pageSet-Up Approval Report-Separator Upperswaran autoqaNo ratings yet
- Set-Up Approval Report-ABZA-XDocument1 pageSet-Up Approval Report-ABZA-Xswaran autoqaNo ratings yet
- Set-Up Approval Report-XYZDocument1 pageSet-Up Approval Report-XYZswaran autoqaNo ratings yet
- Inprocess Check Sheet (CWH Assy.)Document1 pageInprocess Check Sheet (CWH Assy.)swaran autoqaNo ratings yet
- ITP - Fire Hydrant InstallationDocument9 pagesITP - Fire Hydrant InstallationGultom Juliana LiliesNo ratings yet
- $RP0EVX9Document4 pages$RP0EVX9hemanth rompilliNo ratings yet
- Mindray BA 88ADocument38 pagesMindray BA 88Aanisa nur insani100% (1)
- Mindray BA-88A Chimie Diagnostique PDFDocument38 pagesMindray BA-88A Chimie Diagnostique PDFfffffffffNo ratings yet
- 2305-0-17130-Po 14523749Document3 pages2305-0-17130-Po 14523749Alfonso LopezNo ratings yet
- Anx 10 Process Flow Chart-FabricationDocument1 pageAnx 10 Process Flow Chart-Fabricationvipin vermaNo ratings yet
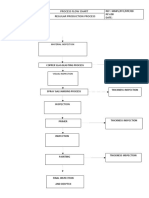
- Process Flow Chart Regular Production Process: Ref: Mmpl/Pfc/Rpp/00 REV:00 DateDocument1 pageProcess Flow Chart Regular Production Process: Ref: Mmpl/Pfc/Rpp/00 REV:00 DateCorrosion FactoryNo ratings yet
- NPI-F-02 Check Sheet For Stack AssyDocument3 pagesNPI-F-02 Check Sheet For Stack AssySuraj RawatNo ratings yet
- F-Qac-20 Sample Layout Inspection ReportDocument10 pagesF-Qac-20 Sample Layout Inspection Reportcer.qualityNo ratings yet
- Design Failure Mode and Effect Analysis (DFMEA) : Characteristics of Failure 1St Rating Action-Status 2Nd RatingDocument2 pagesDesign Failure Mode and Effect Analysis (DFMEA) : Characteristics of Failure 1St Rating Action-Status 2Nd RatingMani Kandan100% (1)
- Feasiblity Review 1 1 HD BucketDocument3 pagesFeasiblity Review 1 1 HD BucketSandeep KumarNo ratings yet
- Failure Mode and Effect Analysis of Centrifugal PumpDocument2 pagesFailure Mode and Effect Analysis of Centrifugal PumpHAFIZMUHAMMAD SAJID100% (1)
- Standard Operating ProcedureDocument4 pagesStandard Operating ProcedureJana VinayaNo ratings yet
- ITP - Fire Sprinkler InstallationDocument5 pagesITP - Fire Sprinkler InstallationGultom Juliana Lilies100% (1)
- Potential Failure Modes and Effects AnalysisDocument15 pagesPotential Failure Modes and Effects AnalysisPrakash RanjanNo ratings yet
- ITP - Fire Alarm System InstallationDocument7 pagesITP - Fire Alarm System InstallationGultom Juliana LiliesNo ratings yet
- Solar PV Checklist 2023Document4 pagesSolar PV Checklist 2023Jim Boy P RonquilloNo ratings yet
- Gpset Cluster Project Inspection and Test Summary (Piping Welding Works)Document5 pagesGpset Cluster Project Inspection and Test Summary (Piping Welding Works)amin talibinNo ratings yet
- LQC STDDocument2 pagesLQC STDAstronNo ratings yet
- Diagnostics ABS EBDDocument150 pagesDiagnostics ABS EBDTutoHack MasterNo ratings yet
- 01/10/2012 Ultrasonic Examination Certificate: in Salah Gas Sout Fields Developments ProjectDocument2 pages01/10/2012 Ultrasonic Examination Certificate: in Salah Gas Sout Fields Developments ProjectdaemsalNo ratings yet
- N-Butyl Acetate Column (Refining Column) : Presenter: Rashide Abd Rahman 2008289232Document6 pagesN-Butyl Acetate Column (Refining Column) : Presenter: Rashide Abd Rahman 2008289232ewan8607No ratings yet
- ARES Maintenance Manual: IndexDocument7 pagesARES Maintenance Manual: IndexGutmonarchNo ratings yet
- Ac Oqa 2014Document1 pageAc Oqa 2014pm9286vNo ratings yet
- CDE 17 3142 - Rev.03Document7 pagesCDE 17 3142 - Rev.03QUALITYNo ratings yet
- EAI-05 WarehouseDocument2 pagesEAI-05 WarehousePeter Sare WolloNo ratings yet
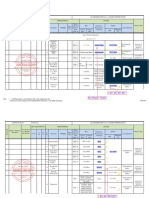
- Streamlined Control PlanDocument1 pageStreamlined Control PlanNatarajan RNo ratings yet
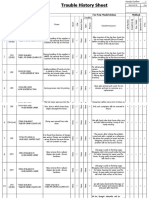
- Trouble HistoryDocument7 pagesTrouble HistoryShahzaibUsmanNo ratings yet
- Sembcorp Marine Integrated Yard PteDocument3 pagesSembcorp Marine Integrated Yard PteMd. Mizanur Rahaman100% (1)
- PQAPDocument1 pagePQAPMAngesh GadeNo ratings yet
- Uph New JigDocument9 pagesUph New Jigjammaruga40No ratings yet
- RBC PDI SSI - BDH NEW UpdatedDocument4 pagesRBC PDI SSI - BDH NEW UpdatedDurai SNo ratings yet
- Standard Operating Procedure / Work Instructions / Visual AidsDocument3 pagesStandard Operating Procedure / Work Instructions / Visual AidsSwapnil BachhavNo ratings yet
- Eye Bolt Inspection Report: Last of ExaminationDocument7 pagesEye Bolt Inspection Report: Last of ExaminationRonniNo ratings yet
- J-014 Loop Check Cover SheetDocument4 pagesJ-014 Loop Check Cover SheetAr RahmanNo ratings yet
- 15 Jidoka v20130530 PDFDocument22 pages15 Jidoka v20130530 PDFbhnodarNo ratings yet
- Process Sheet: Rev. No. 01 (19/10/2015)Document6 pagesProcess Sheet: Rev. No. 01 (19/10/2015)Suraj RawatNo ratings yet
- Collar 9.5X10Document1 pageCollar 9.5X10Preetam KumarNo ratings yet
- Gad PSVDocument1 pageGad PSVNARAYAN DESAINo ratings yet
- Machine PM Check SheetDocument4 pagesMachine PM Check Sheetcharul2298No ratings yet
- Collar Muff ProtectorDocument1 pageCollar Muff ProtectorPreetam KumarNo ratings yet
- Best Practice1Document3 pagesBest Practice1AstronNo ratings yet
- Best PracticeDocument2 pagesBest PracticeAstronNo ratings yet
- ComparisonDocument4 pagesComparisonAstronNo ratings yet
- Drain Hose Outer Cuff Assy. NG (Outer Cuff Location Out)Document1 pageDrain Hose Outer Cuff Assy. NG (Outer Cuff Location Out)AstronNo ratings yet
- Book 1Document4 pagesBook 1AstronNo ratings yet
- LQC STDDocument2 pagesLQC STDAstronNo ratings yet
- LS Maths 7 Learner Book Answers - PDF - Mathematics - Arithmetic 2Document8 pagesLS Maths 7 Learner Book Answers - PDF - Mathematics - Arithmetic 2sonnyteohNo ratings yet
- 10.000 BCDocument23 pages10.000 BCRheyas ErgsNo ratings yet
- Test Report Part 27 PDFDocument53 pagesTest Report Part 27 PDFPabl OrozkoNo ratings yet
- Intro To Ling. Module 7 BSITDocument9 pagesIntro To Ling. Module 7 BSITReyan BallasoNo ratings yet
- Slip Resistant Coating (R12) : Ferfa Type 2 SystemDocument2 pagesSlip Resistant Coating (R12) : Ferfa Type 2 SystemAlex BocicaNo ratings yet
- PDF 1Document302 pagesPDF 1LuckyNo ratings yet
- Mercadal Sanico Cabuslay Thesis TurnitinDocument19 pagesMercadal Sanico Cabuslay Thesis TurnitinLucy CabuslayNo ratings yet
- Scott Russell Mechanism-1 HJKDocument7 pagesScott Russell Mechanism-1 HJKSenthil Selvam0% (1)
- Non-Destructive Testing of Joints in Precast Element StructuresDocument10 pagesNon-Destructive Testing of Joints in Precast Element StructuresshakeebNo ratings yet
- Genbio Mod 2Document10 pagesGenbio Mod 2ScionNo ratings yet
- Natural Disasters VocabularyDocument1 pageNatural Disasters VocabularySabrina Gabriela50% (2)
- Emf PDFDocument225 pagesEmf PDFDivya KishorNo ratings yet
- Shadows of Your Mind 7Document56 pagesShadows of Your Mind 7Armando MorettNo ratings yet
- Full Chapter Repetition and Creation Poetics of Autotextuality 1St Edition Radosvet Kolarov PDFDocument53 pagesFull Chapter Repetition and Creation Poetics of Autotextuality 1St Edition Radosvet Kolarov PDFclarence.nance336100% (8)
- Thesis On Corporate Governance and Firm PerformanceDocument10 pagesThesis On Corporate Governance and Firm Performancegja8e2sv100% (2)
- 23-04-2021-1619175419-8-Ijans-4. Ijans - Impact of Climate Change On Flash Floods Using Hydrological Modelling and Gis Case Study Zarqa Ma'in AreaDocument24 pages23-04-2021-1619175419-8-Ijans-4. Ijans - Impact of Climate Change On Flash Floods Using Hydrological Modelling and Gis Case Study Zarqa Ma'in Areaiaset123No ratings yet
- Eigen Values of A Matrix by PowerDocument9 pagesEigen Values of A Matrix by PowerVarnika SinghNo ratings yet
- Format Soal Pas Online Kelas XI 2020Document35 pagesFormat Soal Pas Online Kelas XI 2020Retchi LuciaNo ratings yet
- PHP 8 BasicsDocument335 pagesPHP 8 BasicsIklan Buana Prima Mulia100% (2)
- Ikigai (Passion)Document10 pagesIkigai (Passion)Siti KhoirunnisaNo ratings yet
- Basic Mathematics-A3 PDFDocument3 pagesBasic Mathematics-A3 PDFJatin SinglaNo ratings yet
- Ques Ans Chem X Apr 28, 2021Document5 pagesQues Ans Chem X Apr 28, 2021Atif AnsariNo ratings yet
- SSVM Institutions Periodic Test 2 Mathematics: (Each Question Carries 1 Mark)Document3 pagesSSVM Institutions Periodic Test 2 Mathematics: (Each Question Carries 1 Mark)MidhunBhuvaneshB RWSNo ratings yet
- English 4 BAC: Nassime El MaataouiDocument52 pagesEnglish 4 BAC: Nassime El Maataouiayoub rhNo ratings yet
- Chapter 3 Brahmaputra River SystemDocument29 pagesChapter 3 Brahmaputra River SystemUpasmita DasNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument6 pagesEquivalents of Carbon Steel QualitiesTushar KasabeNo ratings yet
- Parallel Plate Capactior SimulationDocument8 pagesParallel Plate Capactior Simulationapi-300597191100% (1)
- Consultadd ServicesDocument56 pagesConsultadd ServicesRatan SrivastavaNo ratings yet