Download as pdf or txt
You might also like
- 4100XPB 4198 Grupo Mexico CananDocument758 pages4100XPB 4198 Grupo Mexico CananWalissonNo ratings yet
- A Review of Machine Learning and Deep Learning ApplicationsDocument6 pagesA Review of Machine Learning and Deep Learning Applicationsmustafa sertNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- CFRP CalculationDocument49 pagesCFRP Calculationmasud parveg100% (1)
- High Speed Machining of Aero-Engine AlloysDocument11 pagesHigh Speed Machining of Aero-Engine AlloysEng M G ElkhateebNo ratings yet
- 2015 Experimental Research on the Electrochemical Machinability of Selected Γ-TiAl Alloys for the Manufacture of Future Aero Engine ComponentsDocument5 pages2015 Experimental Research on the Electrochemical Machinability of Selected Γ-TiAl Alloys for the Manufacture of Future Aero Engine Componentsomkar dadiNo ratings yet
- Design and Modal Analysis of Turbine Compressor BladeDocument8 pagesDesign and Modal Analysis of Turbine Compressor BladeReynaldi PrakasaNo ratings yet
- Materials and Design: D.G. Thakur, B. Ramamoorthy, L. VijayaraghavanDocument8 pagesMaterials and Design: D.G. Thakur, B. Ramamoorthy, L. VijayaraghavanKavi ArasuNo ratings yet
- Machining Aerospace MaterialsDocument10 pagesMachining Aerospace MaterialsChetan DarshanNo ratings yet
- Tool Life When High Speed Ball Nose End Milling Inconel 718: Adrian Sharman, Richard C. Dewes, David K. AspinwallDocument7 pagesTool Life When High Speed Ball Nose End Milling Inconel 718: Adrian Sharman, Richard C. Dewes, David K. AspinwallKin HamzahNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Manufacturing of 3-Axis Machine Used For Cutting Ceramic Work PieceDocument3 pagesManufacturing of 3-Axis Machine Used For Cutting Ceramic Work Piecesumit kumarNo ratings yet
- The Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingDocument8 pagesThe Performance of Uncoated Tungsten Carbide Insert in End Milling Titanium Alloy Ti-6Al 4V Through Work Piece PreheatingRizal FahrezaNo ratings yet
- Optimization of Machining Parameters For Turning On CNC Machine of Inconel-718 AlloyDocument5 pagesOptimization of Machining Parameters For Turning On CNC Machine of Inconel-718 AlloyuniquetechvideosNo ratings yet
- Intermetallics: Volker Güther, Melissa Allen, Joachim Klose, Helmut Clemens TDocument11 pagesIntermetallics: Volker Güther, Melissa Allen, Joachim Klose, Helmut Clemens TSofiane TaaneNo ratings yet
- Wrought TiAl BladesDocument6 pagesWrought TiAl BladesamvitaNo ratings yet
- Electrochemical Machining - Special Equipment and Applications in Aircraft IndustryDocument8 pagesElectrochemical Machining - Special Equipment and Applications in Aircraft Industryvs.krishnakanthNo ratings yet
- Review On High Performance Nickel Based Super Alloy: ISSN (ONLINE) : 2250-0758, ISSN (PRINT) : 2394-6962Document6 pagesReview On High Performance Nickel Based Super Alloy: ISSN (ONLINE) : 2250-0758, ISSN (PRINT) : 2394-6962LUZ YADIRA ZAMORA CANONo ratings yet
- Analysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Document9 pagesAnalysis of Process Parameters Effect On Friction Stir Welding of Aluminium 5083 and 6082Sreeharan Nagamani BNo ratings yet
- Ti Based Alloys AmDocument20 pagesTi Based Alloys AmsahityasaripakaNo ratings yet
- Gas Turbine Blade Failure Scenario Due To Thermal Load 2021 Materials TodayDocument8 pagesGas Turbine Blade Failure Scenario Due To Thermal Load 2021 Materials TodayMusyaffa RaisaNo ratings yet
- Force and Wear Analysis of PVD Coated Cutting Tool A Review Ijariie1112Document8 pagesForce and Wear Analysis of PVD Coated Cutting Tool A Review Ijariie1112ntsuandihNo ratings yet
- AL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141Document22 pagesAL-Nafeay 2021 IOP Conf. Ser. Mater. Sci. Eng. 1094 012141hassan ghorbaniNo ratings yet
- PublishedMaaz-QamarAlum-Alloy10426914 2018 1512128Document9 pagesPublishedMaaz-QamarAlum-Alloy10426914 2018 1512128Oktavian Provalindo PutraNo ratings yet
- Wire Arc Additive Manufacturing WAAM ofDocument12 pagesWire Arc Additive Manufacturing WAAM ofFred BosmanNo ratings yet
- Advanced Plasma Nitriding For Aluminum and Aluminum AlloysDocument7 pagesAdvanced Plasma Nitriding For Aluminum and Aluminum AlloysPieter VeendersNo ratings yet
- Intermetallics PDFDocument4 pagesIntermetallics PDFgurudev001No ratings yet
- 2020-Machinability of Inconel 718 A Critical Review On The Impact of Cutting TemperaturesDocument40 pages2020-Machinability of Inconel 718 A Critical Review On The Impact of Cutting TemperaturesVikash SrivastvaNo ratings yet
- Nickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsDocument15 pagesNickel Based Superalloy Welding Practices For Industrial Gas Turbine ApplicationsrezaNo ratings yet
- The Machinability of Nickel-Based Alloys: A Review: E.O. Ezugwu, Z.M. Wang, A.R. MachadoDocument16 pagesThe Machinability of Nickel-Based Alloys: A Review: E.O. Ezugwu, Z.M. Wang, A.R. MachadosenthilNo ratings yet
- Machining of Shape Memory Alloys by Using WEDMDocument5 pagesMachining of Shape Memory Alloys by Using WEDMIJIRSTNo ratings yet
- Amirjan-Khodabandeh2021 Article DirectMetalDepositionOfIN625OnDocument10 pagesAmirjan-Khodabandeh2021 Article DirectMetalDepositionOfIN625OnDileep GangwarNo ratings yet
- Processes 08 00984 PDFDocument42 pagesProcesses 08 00984 PDFJOSE GARCIANo ratings yet
- Finite Element Indentation Analysis of AutomotiveDocument7 pagesFinite Element Indentation Analysis of AutomotiveytabakovNo ratings yet
- A Comparative Study of The Tool in Turning of Two Engineering Alloys For A Wide Range of Cutting SpeedsDocument11 pagesA Comparative Study of The Tool in Turning of Two Engineering Alloys For A Wide Range of Cutting SpeedsAbid HussainNo ratings yet
- Effect of Recast Layer Thickness On The Mechanical Characteristics of INCONEL 718 Machined by Spark EDM ProcessDocument7 pagesEffect of Recast Layer Thickness On The Mechanical Characteristics of INCONEL 718 Machined by Spark EDM Processhasib_07No ratings yet
- Case Study On Advanced Manufacturing and Quality Control of Compressor BladesDocument5 pagesCase Study On Advanced Manufacturing and Quality Control of Compressor BladesL...nNo ratings yet
- Laser Assisted MachiningDocument32 pagesLaser Assisted MachiningShreyansh ShuklaNo ratings yet
- Study of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V AlloysDocument15 pagesStudy of Microstructure, Mechanical Properties, and Corrosion Behavior of As-Cast Ni-Ti and Ti-6Al-4V Alloysfarhad alefNo ratings yet
- A Study On The Economics of Hypereutectic Aluminium-Silicon (Al-Si) Alloy MachiningDocument9 pagesA Study On The Economics of Hypereutectic Aluminium-Silicon (Al-Si) Alloy MachiningBrijesh KumarNo ratings yet
- Perez-Salinas-IN718-dry Cutting-Edge Tool Wear-Chip FormationDocument18 pagesPerez-Salinas-IN718-dry Cutting-Edge Tool Wear-Chip FormationRoNimportequoiNo ratings yet
- Analysis of Abrasive Wear Characterization and Its Correlation With Structure For Low and Medium Carbon SteelsDocument9 pagesAnalysis of Abrasive Wear Characterization and Its Correlation With Structure For Low and Medium Carbon SteelsDybillmgt 33No ratings yet
- Turbine Blade CoatingDocument31 pagesTurbine Blade CoatingPrakruthi GNo ratings yet
- Ti Metal Matrix CompositesDocument8 pagesTi Metal Matrix Compositesqwerk123No ratings yet
- Development of Blade Tip Repair For Sgt-700 Turbine Blade Stage 1, With Oxidation Resistant Weld AlloyDocument9 pagesDevelopment of Blade Tip Repair For Sgt-700 Turbine Blade Stage 1, With Oxidation Resistant Weld AlloymasoodkamaliNo ratings yet
- Recent Advances in The Machining of Titanium Alloys Using Minimum Quantity Lubrication (MQL) Based Techniques PDFDocument13 pagesRecent Advances in The Machining of Titanium Alloys Using Minimum Quantity Lubrication (MQL) Based Techniques PDFramakrishna09304No ratings yet
- Additive Manufacturing of Titanium Alloy For Aircraft ComponentsDocument6 pagesAdditive Manufacturing of Titanium Alloy For Aircraft Componentsnishanth124acharyaNo ratings yet
- Modeling and Optimization of Wire-EDM Parameters For Machining of Ni Ti Shape Memory Alloy Using Hybrid Approach of Taguchi and NSGA-IIDocument15 pagesModeling and Optimization of Wire-EDM Parameters For Machining of Ni Ti Shape Memory Alloy Using Hybrid Approach of Taguchi and NSGA-IIlarryNo ratings yet
- Gas Turbine MaterialsDocument15 pagesGas Turbine MaterialsTemesgen Debelo DesissaNo ratings yet
- Effect of Heat Treatment On The Ratcheting Behaviour of Additively Manufactured and Thermo-Mechanically Treated Ti-6Al-4V AlloyDocument14 pagesEffect of Heat Treatment On The Ratcheting Behaviour of Additively Manufactured and Thermo-Mechanically Treated Ti-6Al-4V Alloywillste7ensNo ratings yet
- Tanaka 1996 Development and Fabrication of CeraDocument8 pagesTanaka 1996 Development and Fabrication of Ceraabolfazl faramarziNo ratings yet
- EZUGWU - Key Improvements in The Machining of Difficult-To-cut Aerospace SuperalloysDocument15 pagesEZUGWU - Key Improvements in The Machining of Difficult-To-cut Aerospace SuperalloysLuis Fillipe Lopes TorresNo ratings yet
- A Review On Use of Aluminium Alloys in Aircraft Components: I-Manager's Journal On Material Science December 2015Document7 pagesA Review On Use of Aluminium Alloys in Aircraft Components: I-Manager's Journal On Material Science December 2015Rahul MandalNo ratings yet
- Application and Features of Titanium For The Aerospace IndustryDocument6 pagesApplication and Features of Titanium For The Aerospace IndustryCláudiaCardosoNo ratings yet
- Machining of Inconel 718 Alloy Using EDM-A Review: Vrushali Bunde, Dr. R. S. DaluDocument5 pagesMachining of Inconel 718 Alloy Using EDM-A Review: Vrushali Bunde, Dr. R. S. DaluuniquetechvideosNo ratings yet
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocument10 pagesMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkNo ratings yet
- Effects of wire-EDM Parameters On The Surface Integrity and Mechanical Characteristics of Additively Manufactured Inconel 939Document5 pagesEffects of wire-EDM Parameters On The Surface Integrity and Mechanical Characteristics of Additively Manufactured Inconel 939mustafa sertNo ratings yet
- SimulationDocument14 pagesSimulationram shyamNo ratings yet
- Production of Titanium Alloys For Advanced AerospaDocument5 pagesProduction of Titanium Alloys For Advanced AerospaAkhil vNo ratings yet
- 10.1007@s11665 021 05656 WDocument10 pages10.1007@s11665 021 05656 WSenthilkumar NNo ratings yet
- An Overview of The Machinability of Aeroengine Alloys: E.O. Ezugwu ", J. Bonney, Y. YamaneDocument1 pageAn Overview of The Machinability of Aeroengine Alloys: E.O. Ezugwu ", J. Bonney, Y. YamaneMiguel Roque VNo ratings yet
- Mat 120 TheoryDocument2 pagesMat 120 Theorymustafa sertNo ratings yet
- Mat 009 TheoryDocument1 pageMat 009 Theorymustafa sertNo ratings yet
- Mat 014 TheoryDocument1 pageMat 014 Theorymustafa sertNo ratings yet
- Mat 115 TheoryDocument1 pageMat 115 Theorymustafa sertNo ratings yet
- Mat 006 TheoryDocument1 pageMat 006 Theorymustafa sertNo ratings yet
- Mat 119 TheoryDocument2 pagesMat 119 Theorymustafa sertNo ratings yet
- Mat 090 TheoryDocument1 pageMat 090 Theorymustafa sertNo ratings yet
- Mat 110 TheoryDocument2 pagesMat 110 Theorymustafa sertNo ratings yet
- Mat 073 TheoryDocument2 pagesMat 073 Theorymustafa sertNo ratings yet
- Mat 079 TheoryDocument1 pageMat 079 Theorymustafa sertNo ratings yet
- Some Recent Developments in Modelling and Simulation in Manufacturing TechnologiesDocument8 pagesSome Recent Developments in Modelling and Simulation in Manufacturing Technologiesmustafa sertNo ratings yet
- Mat 067 TheoryDocument1 pageMat 067 Theorymustafa sertNo ratings yet
- Mat 003 TheoryDocument5 pagesMat 003 Theorymustafa sertNo ratings yet
- Mat 007 TheoryDocument1 pageMat 007 Theorymustafa sertNo ratings yet
- Quality Evaluation of Precision Micro Holes Drilled Using Pulsed ND YAG Laser On Aerospace Nickel-Based SuperalloyDocument8 pagesQuality Evaluation of Precision Micro Holes Drilled Using Pulsed ND YAG Laser On Aerospace Nickel-Based Superalloymustafa sertNo ratings yet
- Study On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 ReamingDocument6 pagesStudy On Effects of Cutting Fluids On Cutting Resistance and Tool Wear in Simple Method For Incoloy 825 Reamingmustafa sertNo ratings yet
- Numerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A SuperalloyDocument10 pagesNumerical and Experimental Investigation of Cutting Forces in Turning of Nimonic 80A Superalloymustafa sertNo ratings yet
- Machining of A Film-Cooling Hole in A Single-Crystal Superalloy by High-Speed Electrochemical Discharge DrillingDocument11 pagesMachining of A Film-Cooling Hole in A Single-Crystal Superalloy by High-Speed Electrochemical Discharge Drillingmustafa sertNo ratings yet
- Influence of Die-Sinking EDM Parameters On Machining Characteristics of Alloy 625 and Alloy 718 A Comparative AnalysisDocument7 pagesInfluence of Die-Sinking EDM Parameters On Machining Characteristics of Alloy 625 and Alloy 718 A Comparative Analysismustafa sertNo ratings yet
- Materials and Design: Xing Lu, Cunsheng Zhang, Guoqun Zhao, Yanjin Guan, Liang Chen, Anjiang GaoDocument1 pageMaterials and Design: Xing Lu, Cunsheng Zhang, Guoqun Zhao, Yanjin Guan, Liang Chen, Anjiang Gaomustafa sertNo ratings yet
- Pabuç-Burç Elemanlarında Çevrimsel Yük Altında Meydana Gelen Titreşimli Aşınma Hasarının Deneysel Ve Nümerik Olarak IncelenmesiDocument108 pagesPabuç-Burç Elemanlarında Çevrimsel Yük Altında Meydana Gelen Titreşimli Aşınma Hasarının Deneysel Ve Nümerik Olarak Incelenmesimustafa sertNo ratings yet
- A Novel Discharge Status Inspection Method For EDM of Thermal-barrier-Coated Nickel-Based SuperalloyDocument6 pagesA Novel Discharge Status Inspection Method For EDM of Thermal-barrier-Coated Nickel-Based Superalloymustafa sertNo ratings yet
- A Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718Document22 pagesA Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718mustafa sertNo ratings yet
- Science Citation Index Expanded 4Document434 pagesScience Citation Index Expanded 4mustafa sertNo ratings yet
- Practice Drawing Ebook (Second Edition)Document80 pagesPractice Drawing Ebook (Second Edition)mustafa sertNo ratings yet
- A Review of Machine Learning For The Optimization of Production ProcessDocument14 pagesA Review of Machine Learning For The Optimization of Production Processmustafa sertNo ratings yet
- Science Citation Index Expanded 2Document434 pagesScience Citation Index Expanded 2mustafa sertNo ratings yet
- Itopya-Kendin Topla 04.08.2022Document2 pagesItopya-Kendin Topla 04.08.2022mustafa sertNo ratings yet
- Science Citation Index Expanded 3Document434 pagesScience Citation Index Expanded 3mustafa sertNo ratings yet
- O E +Manufacturing+Pte+Ltd+T35+Promo+PDF PDFDocument4 pagesO E +Manufacturing+Pte+Ltd+T35+Promo+PDF PDFJayaprakashNo ratings yet
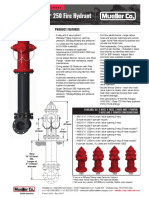
- Super Centurion HydrantDocument2 pagesSuper Centurion HydrantForum PompieriiNo ratings yet
- A Model Study of Thermal Characteristics of Decarburization Annealing Furnace For Silicon Steel Strip PDFDocument8 pagesA Model Study of Thermal Characteristics of Decarburization Annealing Furnace For Silicon Steel Strip PDFد. علا محمد حداويNo ratings yet
- We G Catalog CompleteDocument476 pagesWe G Catalog CompletePaul RamosNo ratings yet
- TRANE Chiller CGAH 020-060Document8 pagesTRANE Chiller CGAH 020-060Cornelius Toni KuswandiNo ratings yet
- Rev1Document92 pagesRev1RAFAEL RAMÍREZ JURADONo ratings yet
- Stacks and Breechings Basic PrinciplesDocument1 pageStacks and Breechings Basic PrinciplesHenry CoronadoNo ratings yet
- Kenmore InstructionsDocument76 pagesKenmore InstructionsElvin RodriguezNo ratings yet
- Boiler Types and ClassificationsDocument26 pagesBoiler Types and ClassificationshardikNo ratings yet
- Analysis of Fatigue Damage of Aluminium Alloy Under - 2018 - Procedia StructuraDocument6 pagesAnalysis of Fatigue Damage of Aluminium Alloy Under - 2018 - Procedia Structuraayman aliNo ratings yet
- Standard Specification For Carbon Steel Bolts and Studs, 60.000 PSI Tensile StrengthDocument5 pagesStandard Specification For Carbon Steel Bolts and Studs, 60.000 PSI Tensile StrengthEnrique BassNo ratings yet
- Bamberger Bapolene ® 2035 High Density Polyethylene, Blow Molding GradeDocument1 pageBamberger Bapolene ® 2035 High Density Polyethylene, Blow Molding GradedianaNo ratings yet
- Hotel Bath Exhaust SubductsDocument5 pagesHotel Bath Exhaust SubductsagitentNo ratings yet
- Copes Vulcan Valves StorageDocument8 pagesCopes Vulcan Valves StorageAdoBrodNo ratings yet
- Basement Finishing IdeasDocument3 pagesBasement Finishing IdeasRownok FerdousNo ratings yet
- HVOF-pump ImpellerDocument4 pagesHVOF-pump ImpellerjohnyNo ratings yet
- Worldautosteel Lmestudy Public Reports 20200603Document220 pagesWorldautosteel Lmestudy Public Reports 20200603LuisNo ratings yet
- Petra Steel Door E-BrochureDocument12 pagesPetra Steel Door E-Brochuresatyam.pulkam7490No ratings yet
- CBSE Class 3 EVS Practice WorksheetDocument2 pagesCBSE Class 3 EVS Practice WorksheetHEMANIDHI GUPTANo ratings yet
- Soil Dynamics and Earthquake Engineering: Niki D. Beskou, Stephanos V. Tsinopoulos, George D. HatzigeorgiouDocument4 pagesSoil Dynamics and Earthquake Engineering: Niki D. Beskou, Stephanos V. Tsinopoulos, George D. HatzigeorgiouSuryadi Soekiman RazakNo ratings yet
- Fly Ash Bricks PDFDocument46 pagesFly Ash Bricks PDFzilangamba_s4535100% (1)
- Course 463 Aircraft Structural Repair For Engineers Part I PDFDocument2 pagesCourse 463 Aircraft Structural Repair For Engineers Part I PDFSameera SrivathsaNo ratings yet
- Fiber Beam-Column Model For Diagonally Reinforced Concrete Coupling Beams Incorporating Shear and Reinforcement Slip EffectsDocument35 pagesFiber Beam-Column Model For Diagonally Reinforced Concrete Coupling Beams Incorporating Shear and Reinforcement Slip EffectsSinem Kocabaş ŞirikçiNo ratings yet
- Precast FlooringDocument20 pagesPrecast FlooringantonamxNo ratings yet
- Concrete Element Design 41-71 PDFDocument31 pagesConcrete Element Design 41-71 PDFselinaNo ratings yet
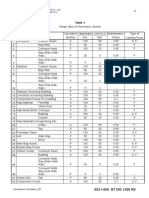
- Table - 1: Ishikawajima-Harima Heavy Industries Co., Ltd. Sharjah Cement Industrial Development CoDocument2 pagesTable - 1: Ishikawajima-Harima Heavy Industries Co., Ltd. Sharjah Cement Industrial Development Cokvinay2003No ratings yet
- 2.1 Classification of CorrosionDocument18 pages2.1 Classification of Corrosionأحمد شبر باجيNo ratings yet
- Composite Deck DesignDocument16 pagesComposite Deck DesignAhmad FitrahNo ratings yet