Download as docx, pdf, or txt
You might also like
- Milling Machine PDFDocument64 pagesMilling Machine PDFJhon Ashley NahibuanNo ratings yet
- Milling MachineDocument14 pagesMilling MachineAqib ZamanNo ratings yet
- Study of Dividing HeadsDocument10 pagesStudy of Dividing HeadsChandan SrivastavaNo ratings yet
- Milling MachineDocument8 pagesMilling Machinegirma workuNo ratings yet
- 6 Notes Milling Shaping & PlaningDocument14 pages6 Notes Milling Shaping & PlaningSanket KumarNo ratings yet
- Universal Milling MachineDocument6 pagesUniversal Milling MachineAhtisham AmjadNo ratings yet
- Production Technology Assignment1Document22 pagesProduction Technology Assignment1shah shakeel rssNo ratings yet
- GTTH Cư Khí5567777Document9 pagesGTTH Cư Khí5567777Trung HoàngNo ratings yet
- Lab MannualsDocument15 pagesLab MannualsJatin PahujaNo ratings yet
- Dys 1Document46 pagesDys 1Vinothchellappan VinothNo ratings yet
- New Microsoft Office Word DocumentDocument4 pagesNew Microsoft Office Word DocumentkalaimaniNo ratings yet
- Department of Mechanical EngineeringDocument11 pagesDepartment of Mechanical EngineeringMD Mahmudul Hasan MasudNo ratings yet
- MFT - II Lab ManualDocument33 pagesMFT - II Lab ManualMohan Prasad.M0% (1)
- Shaper, Slotter and PlanerDocument9 pagesShaper, Slotter and PlanerRenjith RajendraprasadNo ratings yet
- Milling Machine and OperationDocument11 pagesMilling Machine and OperationMostafizur Rahman SobujNo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- MillingDocument47 pagesMillingAvinash KankipatiNo ratings yet
- Slotting PDFDocument6 pagesSlotting PDFVignesh NayakNo ratings yet
- Lab Manual - Manufacturing TechnologyDocument79 pagesLab Manual - Manufacturing Technologyvelumani2003No ratings yet
- JJ 104 Workshop Technology 1 MillingDocument44 pagesJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- Lathe Machine: SpecificationsDocument4 pagesLathe Machine: SpecificationsTanish VermaNo ratings yet
- Lathe Machine: SpecificationsDocument28 pagesLathe Machine: SpecificationsTanish VermaNo ratings yet
- Naya Nangal UnitDocument24 pagesNaya Nangal UnitprabhjotbhangalNo ratings yet
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationDocument8 pagesMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickNo ratings yet
- Ex5 Milling MCDocument5 pagesEx5 Milling MCMuhammad RazaNo ratings yet
- Lathe Machine PrinciplesDocument15 pagesLathe Machine Principlesscratch89No ratings yet
- Unit - Iv: Milling MachineDocument74 pagesUnit - Iv: Milling MachineDevarakonda KondayyaNo ratings yet
- Machine Shop: Principal Parts of A LatheDocument7 pagesMachine Shop: Principal Parts of A LatheArchika YaduNo ratings yet
- Report 2 - MillingDocument34 pagesReport 2 - Millingمحمد طه100% (1)
- What Is Milling MachineDocument6 pagesWhat Is Milling MachineGlenn VergaraNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- KisarDocument15 pagesKisartgimranNo ratings yet
- Lab 7 Workshop Teacher VersionDocument4 pagesLab 7 Workshop Teacher Versionumar272No ratings yet
- Milling Machine and Process: BME - 2077 Group 5 S.N. Presenters Roll NoDocument16 pagesMilling Machine and Process: BME - 2077 Group 5 S.N. Presenters Roll NoTULSI SHRESTHANo ratings yet
- Module 5 PDFDocument28 pagesModule 5 PDFkaushal shivaprakashNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanNo ratings yet
- Milling Machine (Group 7)Document52 pagesMilling Machine (Group 7)Faisal Maqsood100% (1)
- Lathe Machine Ex. No. 4Document3 pagesLathe Machine Ex. No. 4Rodgie Christian CruzNo ratings yet
- BME 513 Lecture NotesDocument31 pagesBME 513 Lecture Noteschibuzorosinachi21No ratings yet
- Workshop ReportDocument22 pagesWorkshop ReportMian Abdullah Bashir100% (1)
- Module 2Document10 pagesModule 2Shamanth M BabuNo ratings yet
- Drilling Machine LecturerDocument32 pagesDrilling Machine LecturerS S PatelNo ratings yet
- Accessories and Attachments of Lathe MachineDocument6 pagesAccessories and Attachments of Lathe MachinejadeNo ratings yet
- Unit 3Document42 pagesUnit 3Viraja AmbatapudiNo ratings yet
- WORKSHOP PRACTICE-B.Tech IIDocument46 pagesWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020Yash MittalNo ratings yet
- What Is Milling ProcessDocument4 pagesWhat Is Milling ProcessRonnick De La TongaNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- Machine Tools - Milling MachineDocument11 pagesMachine Tools - Milling Machinejineesha p jNo ratings yet
- Geometry of Twist DrillDocument15 pagesGeometry of Twist Drillbest4reverNo ratings yet
- Lathe OperationsDocument28 pagesLathe OperationsKrunal PatilNo ratings yet
- Rajshahi University of Engineering & TechnologyDocument7 pagesRajshahi University of Engineering & TechnologyMD Mahmudul Hasan MasudNo ratings yet
- Study of Milling MachineDocument7 pagesStudy of Milling Machineসুবোধ বালক0% (1)
- Wa0007.Document19 pagesWa0007.gawadeom2012No ratings yet
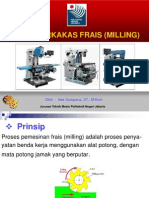
- Mesin Perkakas FraisDocument69 pagesMesin Perkakas FraisFauzi AkbarNo ratings yet
- Module 4 - Classification, Applications and Operations of MachinesDocument19 pagesModule 4 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Machine Shop: DefinitionDocument10 pagesMachine Shop: DefinitionAliNo ratings yet
- 3023 Machine Tools M3Document43 pages3023 Machine Tools M3arunsumesh.vfbvmNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- ElecticDocument4 pagesElecticzyrusgaming11No ratings yet
- MatteDocument10 pagesMattezyrusgaming11No ratings yet
- Flexural TestingDocument1 pageFlexural Testingzyrusgaming11No ratings yet
- AnemometerDocument5 pagesAnemometerzyrusgaming11No ratings yet
- BoilerDocument11 pagesBoilerzyrusgaming11No ratings yet
- Oil and Gas Plants Operation AspectsDocument36 pagesOil and Gas Plants Operation Aspectsvioflorex4100% (1)
- Ja Jf015e - VBLDocument1 pageJa Jf015e - VBLedgerNo ratings yet
- TGM 2.6.6 Cargo Care During VoyageDocument4 pagesTGM 2.6.6 Cargo Care During VoyageBoris PetrovicNo ratings yet
- Chapter 4 Kinematics of Fluid MotionDocument62 pagesChapter 4 Kinematics of Fluid Motionsishu21No ratings yet
- Midterm Exam Attempt Review PDFDocument15 pagesMidterm Exam Attempt Review PDFNiño Jose A. Flores (Onin)No ratings yet
- Creep QuestionDocument8 pagesCreep QuestionWaris Nawaz KhanNo ratings yet
- Stability Calculation For Channel Wall: X SGM XBDocument4 pagesStability Calculation For Channel Wall: X SGM XBMohammedNo ratings yet
- Concrete Cracking - From Diagnostics To Repair: JE - NUR 2021Document26 pagesConcrete Cracking - From Diagnostics To Repair: JE - NUR 2021dayoNo ratings yet
- Marley - Flow Control ValveDocument1 pageMarley - Flow Control ValveMehul BansalNo ratings yet
- Lto AO No Acl 2009-018Document10 pagesLto AO No Acl 2009-018Anonymous lYBiiLh75% (4)
- 2008 - 2 - Tube & PipeDocument7 pages2008 - 2 - Tube & PipecanettijNo ratings yet
- Arayat Solar EEDocument17 pagesArayat Solar EECarlo DungcaNo ratings yet
- Best Practice For The Assessment of Defects in Pipelines - CorrosionDocument21 pagesBest Practice For The Assessment of Defects in Pipelines - CorrosionGilletNo ratings yet
- Bridge DesignDocument11 pagesBridge DesignIyœ Møsisæ100% (1)
- Dam Engineering CIE 522 - Lecture 8Document7 pagesDam Engineering CIE 522 - Lecture 8Emmanuel MwabaNo ratings yet
- 08rr410306 Jet Propulsion and Rocket EngineeringDocument6 pages08rr410306 Jet Propulsion and Rocket EngineeringsmijusNo ratings yet
- Report On RefrigerationDocument3 pagesReport On RefrigerationaaronNo ratings yet
- A Self - Learning Guide For The Design Engineer To Build Competency in Product Design and DevelopmentDocument17 pagesA Self - Learning Guide For The Design Engineer To Build Competency in Product Design and DevelopmentBHAVESH JOSHINo ratings yet
- Goel TMT Physical Report-SignedDocument4 pagesGoel TMT Physical Report-Signedsitaramap10 sathupallyNo ratings yet
- Lecture 16 - Plastic Analysis and Design of Steel Structurs (Part II)Document33 pagesLecture 16 - Plastic Analysis and Design of Steel Structurs (Part II)basitNo ratings yet
- Gear Pump (Hoist and Rear Brake Cooling) Efficiency - Test: Pruebas y AjustesDocument3 pagesGear Pump (Hoist and Rear Brake Cooling) Efficiency - Test: Pruebas y AjustesLENIN JHAIR VALDERRAMA SEGURANo ratings yet
- Question Bank-IA-2 (MEC603-Turbo Machinery)Document1 pageQuestion Bank-IA-2 (MEC603-Turbo Machinery)Akanksha VichareNo ratings yet
- Experiment No 7 Pin Fin ApparatusDocument5 pagesExperiment No 7 Pin Fin Apparatusgaur123450% (2)
- Regenerative Heat ExchangerDocument4 pagesRegenerative Heat ExchangerSalehAfadlehNo ratings yet
- 311 110 Falk UltraMax Type FC, FZ Inline Drives CatalogDocument76 pages311 110 Falk UltraMax Type FC, FZ Inline Drives CatalogAndres Fdo Mora DNo ratings yet
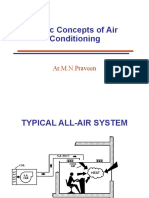
- Typical All Air System Explanation With SketchesDocument19 pagesTypical All Air System Explanation With SketchesMADHU MITHANo ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01Document8 pagesPROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01totongopNo ratings yet
- Zhong 91 PDFDocument279 pagesZhong 91 PDFPhạmHuyThắngNo ratings yet
- Solar Titan 130 Mobile1 PDFDocument2 pagesSolar Titan 130 Mobile1 PDFIl Il Il IlNo ratings yet
- Catálogo Cat Pump 230Document4 pagesCatálogo Cat Pump 230magliopatricioNo ratings yet