
Chap 1 On Board Maintenance Systems (Ata 45)
Chap 1 On Board Maintenance Systems (Ata 45)
You might also like
- Introduction To Robotics Mechanics and Control 4th Edition Solution Manual PDFDocument184 pagesIntroduction To Robotics Mechanics and Control 4th Edition Solution Manual PDFleon57% (7)
- TM 5-2410-241-24PDocument640 pagesTM 5-2410-241-24P"Rufus"100% (2)
- Onboard Maintenance Systems - BDocument11 pagesOnboard Maintenance Systems - BRiski ahmad riyadiNo ratings yet
- OT680 UsermanualDocument23 pagesOT680 Usermanualmauricio0% (1)
- Section 16 - TroubleshootingDocument35 pagesSection 16 - Troubleshootingripan thakurNo ratings yet
- 03 EicasDocument158 pages03 EicasTalita Cumi100% (1)
- Onboard Maintenance SystemsDocument61 pagesOnboard Maintenance SystemsCaroline Xiaoxi71% (7)
- How To Use TSMDocument26 pagesHow To Use TSMAhmed ElFekyNo ratings yet
- Central Control Unit User Manual Pr2 - UTS + ECSDocument34 pagesCentral Control Unit User Manual Pr2 - UTS + ECSkaasim_1100% (1)
- Std. Test Methods For Metal Powders & PM ProductsDocument12 pagesStd. Test Methods For Metal Powders & PM ProductschandiniNo ratings yet
- 20-On Board Maintenance SystemsDocument67 pages20-On Board Maintenance SystemsIshaq IshaqNo ratings yet
- Remember Always Refer To The AMMDocument6 pagesRemember Always Refer To The AMMucsrivastavaNo ratings yet
- Onboard Maintenance Systems - ADocument17 pagesOnboard Maintenance Systems - ARiski ahmad riyadiNo ratings yet
- Main Topics or Problems Are Clearly Defined Relevant and Interesting Examples Support All The PointsDocument5 pagesMain Topics or Problems Are Clearly Defined Relevant and Interesting Examples Support All The PointsFathen NajeeyaNo ratings yet
- CMCSDocument6 pagesCMCSYustiar ZulmiNo ratings yet
- On Board Maintenances, Ata 45Document15 pagesOn Board Maintenances, Ata 45yogagaNo ratings yet
- ATA45Document9 pagesATA45SheetalNo ratings yet
- 24 Onboard Maintenance Systems OCRDocument42 pages24 Onboard Maintenance Systems OCRIvan MilosevicNo ratings yet
- Aircraft Condition Monitoring SystemDocument5 pagesAircraft Condition Monitoring SystemAhmed ShahNo ratings yet
- Cuestionario Ingles M6 P3Document11 pagesCuestionario Ingles M6 P3Isra AckermanNo ratings yet
- S2 Error CodesDocument72 pagesS2 Error CodesHernan LopezNo ratings yet
- Ata 45Document10 pagesAta 45Guntur EkoNo ratings yet
- lp75 lp86Document7 pageslp75 lp86aeronautical rajasNo ratings yet
- AIRBUS A320/A330/A340 Electrical Flight Controls A Family of Fault-Tolerant SystemsDocument8 pagesAIRBUS A320/A330/A340 Electrical Flight Controls A Family of Fault-Tolerant SystemsNour El-Din SafwatNo ratings yet
- Atr72 CMSDocument6 pagesAtr72 CMSallen don100% (1)
- C Me Engine MopDocument16 pagesC Me Engine MopПетрNo ratings yet
- B737 FMC TroubleshootingDocument2 pagesB737 FMC TroubleshootingAhmed AmriNo ratings yet
- CMUDocument4 pagesCMUallan donNo ratings yet
- Kisi-Kisi Mechanical System 2Document3 pagesKisi-Kisi Mechanical System 2Alif Anwar4No ratings yet
- Recurrent A320Document49 pagesRecurrent A320Saiful Hidayat100% (1)
- Engine Vehicle Management SystemsDocument92 pagesEngine Vehicle Management Systemsprabahar jeevanandamNo ratings yet
- MAN B W ME-C-based Control of The Host AnalysisDocument11 pagesMAN B W ME-C-based Control of The Host AnalysisaloordominicNo ratings yet
- August PLCDocument15 pagesAugust PLCJavedNo ratings yet
- AIRBUS320: Ecam Display With Aircraft System FailureDocument9 pagesAIRBUS320: Ecam Display With Aircraft System FailureNoorul QuamarNo ratings yet
- Training Atr 21-90-01 Sma r03Document21 pagesTraining Atr 21-90-01 Sma r03Junior GuedesNo ratings yet
- Built-In Test Equipment,: I Believe It Refers ToDocument15 pagesBuilt-In Test Equipment,: I Believe It Refers ToAhmed ShahNo ratings yet
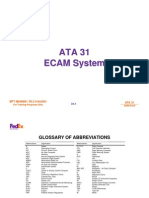
- A380-LEVEL I - ATA 31 Indicating - Recording SystemsDocument70 pagesA380-LEVEL I - ATA 31 Indicating - Recording SystemsAbolfazl Mazloomi100% (1)
- Eng-Design of Open Architecture Ship-M.S. ZaghloulDocument18 pagesEng-Design of Open Architecture Ship-M.S. ZaghloulImpact JournalsNo ratings yet
- Aimil LTD.,: The Troubleshooting Manual Compression Testing MachineDocument6 pagesAimil LTD.,: The Troubleshooting Manual Compression Testing Machinevasudeva yasasNo ratings yet
- Mark VI DescriptionDocument22 pagesMark VI Descriptionprasobh_mr100% (3)
- Electronic Centralised Aircraft MonitorDocument2 pagesElectronic Centralised Aircraft Monitors parasdNo ratings yet
- BWA Users ManualDocument14 pagesBWA Users ManualIrawan SetiawanNo ratings yet
- Control SystemsDocument38 pagesControl Systemsضياء محمدNo ratings yet
- M13.10 Onboard Maintenance Sys ATA45Document78 pagesM13.10 Onboard Maintenance Sys ATA45ameerah HilmiNo ratings yet
- BTEC HNC - Microprocessor Systems - Investigate Microprocessor Based SystemsDocument16 pagesBTEC HNC - Microprocessor Systems - Investigate Microprocessor Based SystemsBrendan BurrNo ratings yet
- A320 Flight Controls PaperDocument8 pagesA320 Flight Controls PaperVatsal VakhariaNo ratings yet
- Airbus 31 A300 A310 ECAM SystemDocument138 pagesAirbus 31 A300 A310 ECAM SystemElijah Paul Merto100% (5)
- CITY MULTI Equipment Start Up ProcessDocument16 pagesCITY MULTI Equipment Start Up ProcessRogelio VelezNo ratings yet
- Chap5 TroubleshootingDocument30 pagesChap5 TroubleshootingErichCastrejónRodriguezNo ratings yet
- F - 16 Turbofan EngineDocument13 pagesF - 16 Turbofan Engineadrianioantoma100% (1)
- EIS DisplayDocument52 pagesEIS DisplayTran ChrisNo ratings yet
- Electronic Instrument SystemDocument28 pagesElectronic Instrument Systemajay rNo ratings yet
- Electronics Cheat MergedDocument47 pagesElectronics Cheat MergedSameer RijalNo ratings yet
- Electronics CheatDocument41 pagesElectronics CheatSameer RijalNo ratings yet
- 1 2 Removed MergedDocument44 pages1 2 Removed MergedSameer RijalNo ratings yet
- IMPRES Fleet Management Features ConfigurationDocument21 pagesIMPRES Fleet Management Features ConfigurationAlan AdnanNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Automotive Electronic Diagnostics (Course 2)From EverandAutomotive Electronic Diagnostics (Course 2)Rating: 4 out of 5 stars4/5 (2)
- My Add Maths NotesDocument21 pagesMy Add Maths NotesliveelaughloveNo ratings yet
- 1 - Bal Vikas 3-2Document28 pages1 - Bal Vikas 3-2BhuvneshSoniNo ratings yet
- As400 QuestionsDocument6 pagesAs400 QuestionslakshmiNo ratings yet
- How - To - Write - An - Effective - Literature - ReviewDocument20 pagesHow - To - Write - An - Effective - Literature - ReviewNanda Pratiwi RapeleNo ratings yet
- Android Hacking: by Kyle B3nacDocument24 pagesAndroid Hacking: by Kyle B3nacElite Sack100% (2)
- GE G60 ManualDocument616 pagesGE G60 ManualZigor Larrabe UribeNo ratings yet
- DSAD Regular HODocument6 pagesDSAD Regular HODavidNo ratings yet
- 1 PBDocument20 pages1 PBYou IfkirnNo ratings yet
- Guid For Air Leak in VacuumDocument4 pagesGuid For Air Leak in Vacuumscranderi100% (1)
- CASE STUDY 1of2 FINANCIAL MODELLING BASICSDocument15 pagesCASE STUDY 1of2 FINANCIAL MODELLING BASICSUbaid DarNo ratings yet
- Lab Report 2 EE32200 - Ronny VintimillaDocument23 pagesLab Report 2 EE32200 - Ronny VintimillaRonny VintimillaNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFbrodieNo ratings yet
- Course Module 1 Intro NetworkingDocument2 pagesCourse Module 1 Intro NetworkingJonah Jatte MuñezNo ratings yet
- LG NeON® H BlackDocument4 pagesLG NeON® H BlackAdrian GhermanNo ratings yet
- Cpce - 41 - Help Manual Coral Point CountDocument48 pagesCpce - 41 - Help Manual Coral Point CountRoberto Hernandez-landaNo ratings yet
- Quad 405 Current Dumping Audio Amplifer DCDDocument3 pagesQuad 405 Current Dumping Audio Amplifer DCDmetinprivat01100% (1)
- CMOS Implemented VDTA Based Colpitt OscillatorDocument4 pagesCMOS Implemented VDTA Based Colpitt OscillatorijsretNo ratings yet
- 703 01Document124 pages703 01123adpNo ratings yet
- Silicon PNP Transistor in A SOT-89 Plastic Package.: DescriptionsDocument7 pagesSilicon PNP Transistor in A SOT-89 Plastic Package.: DescriptionsAbdallah EstambelliNo ratings yet
- Replace Capacitors On EcuDocument9 pagesReplace Capacitors On EcuHomar Mur100% (3)
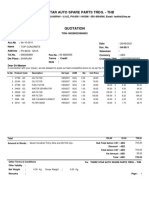
- Three Star Auto Spare Parts Trdg. - THB: 04-10-0011 26/08/2021 Top Concrete PO - BOX: 12515 050305999 06 8823055Document1 pageThree Star Auto Spare Parts Trdg. - THB: 04-10-0011 26/08/2021 Top Concrete PO - BOX: 12515 050305999 06 8823055syed ahmedNo ratings yet
- Creating A Lookup Table: (Includes Excel VLOOKUP Example File)Document64 pagesCreating A Lookup Table: (Includes Excel VLOOKUP Example File)leslieDulleNo ratings yet
- 1 Structure and Identification of Bacteria 2014 2 1 PDFDocument74 pages1 Structure and Identification of Bacteria 2014 2 1 PDFKaleem AfridiNo ratings yet
- 6CMH'04 6DMH'04 8CMH'04: 1C6M8-300F1 2C6M8-300F1Document36 pages6CMH'04 6DMH'04 8CMH'04: 1C6M8-300F1 2C6M8-300F1Bogdan SurgheNo ratings yet
- Artikel 2013 03 Period of AdjustmentDocument7 pagesArtikel 2013 03 Period of AdjustmentAdriano AngelicoNo ratings yet
- Photo Luminescence of Surfaces and InterfacesDocument25 pagesPhoto Luminescence of Surfaces and InterfacesNick KellerNo ratings yet
- Numerical Simulation of Ship Motion Due To Waves and ManoeuvringDocument48 pagesNumerical Simulation of Ship Motion Due To Waves and ManoeuvringHung NguyenNo ratings yet























































































Download as pdf or txt
You might also like
- Introduction To Robotics Mechanics and Control 4th Edition Solution Manual PDFDocument184 pagesIntroduction To Robotics Mechanics and Control 4th Edition Solution Manual PDFleon57% (7)
- TM 5-2410-241-24PDocument640 pagesTM 5-2410-241-24P"Rufus"100% (2)
- Onboard Maintenance Systems - BDocument11 pagesOnboard Maintenance Systems - BRiski ahmad riyadiNo ratings yet
- OT680 UsermanualDocument23 pagesOT680 Usermanualmauricio0% (1)
- Section 16 - TroubleshootingDocument35 pagesSection 16 - Troubleshootingripan thakurNo ratings yet
- 03 EicasDocument158 pages03 EicasTalita Cumi100% (1)
- Onboard Maintenance SystemsDocument61 pagesOnboard Maintenance SystemsCaroline Xiaoxi71% (7)
- How To Use TSMDocument26 pagesHow To Use TSMAhmed ElFekyNo ratings yet
- Central Control Unit User Manual Pr2 - UTS + ECSDocument34 pagesCentral Control Unit User Manual Pr2 - UTS + ECSkaasim_1100% (1)
- Std. Test Methods For Metal Powders & PM ProductsDocument12 pagesStd. Test Methods For Metal Powders & PM ProductschandiniNo ratings yet
- 20-On Board Maintenance SystemsDocument67 pages20-On Board Maintenance SystemsIshaq IshaqNo ratings yet
- Remember Always Refer To The AMMDocument6 pagesRemember Always Refer To The AMMucsrivastavaNo ratings yet
- Onboard Maintenance Systems - ADocument17 pagesOnboard Maintenance Systems - ARiski ahmad riyadiNo ratings yet
- Main Topics or Problems Are Clearly Defined Relevant and Interesting Examples Support All The PointsDocument5 pagesMain Topics or Problems Are Clearly Defined Relevant and Interesting Examples Support All The PointsFathen NajeeyaNo ratings yet
- CMCSDocument6 pagesCMCSYustiar ZulmiNo ratings yet
- On Board Maintenances, Ata 45Document15 pagesOn Board Maintenances, Ata 45yogagaNo ratings yet
- ATA45Document9 pagesATA45SheetalNo ratings yet
- 24 Onboard Maintenance Systems OCRDocument42 pages24 Onboard Maintenance Systems OCRIvan MilosevicNo ratings yet
- Aircraft Condition Monitoring SystemDocument5 pagesAircraft Condition Monitoring SystemAhmed ShahNo ratings yet
- Cuestionario Ingles M6 P3Document11 pagesCuestionario Ingles M6 P3Isra AckermanNo ratings yet
- S2 Error CodesDocument72 pagesS2 Error CodesHernan LopezNo ratings yet
- Ata 45Document10 pagesAta 45Guntur EkoNo ratings yet
- lp75 lp86Document7 pageslp75 lp86aeronautical rajasNo ratings yet
- AIRBUS A320/A330/A340 Electrical Flight Controls A Family of Fault-Tolerant SystemsDocument8 pagesAIRBUS A320/A330/A340 Electrical Flight Controls A Family of Fault-Tolerant SystemsNour El-Din SafwatNo ratings yet
- Atr72 CMSDocument6 pagesAtr72 CMSallen don100% (1)
- C Me Engine MopDocument16 pagesC Me Engine MopПетрNo ratings yet
- B737 FMC TroubleshootingDocument2 pagesB737 FMC TroubleshootingAhmed AmriNo ratings yet
- CMUDocument4 pagesCMUallan donNo ratings yet
- Kisi-Kisi Mechanical System 2Document3 pagesKisi-Kisi Mechanical System 2Alif Anwar4No ratings yet
- Recurrent A320Document49 pagesRecurrent A320Saiful Hidayat100% (1)
- Engine Vehicle Management SystemsDocument92 pagesEngine Vehicle Management Systemsprabahar jeevanandamNo ratings yet
- MAN B W ME-C-based Control of The Host AnalysisDocument11 pagesMAN B W ME-C-based Control of The Host AnalysisaloordominicNo ratings yet
- August PLCDocument15 pagesAugust PLCJavedNo ratings yet
- AIRBUS320: Ecam Display With Aircraft System FailureDocument9 pagesAIRBUS320: Ecam Display With Aircraft System FailureNoorul QuamarNo ratings yet
- Training Atr 21-90-01 Sma r03Document21 pagesTraining Atr 21-90-01 Sma r03Junior GuedesNo ratings yet
- Built-In Test Equipment,: I Believe It Refers ToDocument15 pagesBuilt-In Test Equipment,: I Believe It Refers ToAhmed ShahNo ratings yet
- A380-LEVEL I - ATA 31 Indicating - Recording SystemsDocument70 pagesA380-LEVEL I - ATA 31 Indicating - Recording SystemsAbolfazl Mazloomi100% (1)
- Eng-Design of Open Architecture Ship-M.S. ZaghloulDocument18 pagesEng-Design of Open Architecture Ship-M.S. ZaghloulImpact JournalsNo ratings yet
- Aimil LTD.,: The Troubleshooting Manual Compression Testing MachineDocument6 pagesAimil LTD.,: The Troubleshooting Manual Compression Testing Machinevasudeva yasasNo ratings yet
- Mark VI DescriptionDocument22 pagesMark VI Descriptionprasobh_mr100% (3)
- Electronic Centralised Aircraft MonitorDocument2 pagesElectronic Centralised Aircraft Monitors parasdNo ratings yet
- BWA Users ManualDocument14 pagesBWA Users ManualIrawan SetiawanNo ratings yet
- Control SystemsDocument38 pagesControl Systemsضياء محمدNo ratings yet
- M13.10 Onboard Maintenance Sys ATA45Document78 pagesM13.10 Onboard Maintenance Sys ATA45ameerah HilmiNo ratings yet
- BTEC HNC - Microprocessor Systems - Investigate Microprocessor Based SystemsDocument16 pagesBTEC HNC - Microprocessor Systems - Investigate Microprocessor Based SystemsBrendan BurrNo ratings yet
- A320 Flight Controls PaperDocument8 pagesA320 Flight Controls PaperVatsal VakhariaNo ratings yet
- Airbus 31 A300 A310 ECAM SystemDocument138 pagesAirbus 31 A300 A310 ECAM SystemElijah Paul Merto100% (5)
- CITY MULTI Equipment Start Up ProcessDocument16 pagesCITY MULTI Equipment Start Up ProcessRogelio VelezNo ratings yet
- Chap5 TroubleshootingDocument30 pagesChap5 TroubleshootingErichCastrejónRodriguezNo ratings yet
- F - 16 Turbofan EngineDocument13 pagesF - 16 Turbofan Engineadrianioantoma100% (1)
- EIS DisplayDocument52 pagesEIS DisplayTran ChrisNo ratings yet
- Electronic Instrument SystemDocument28 pagesElectronic Instrument Systemajay rNo ratings yet
- Electronics Cheat MergedDocument47 pagesElectronics Cheat MergedSameer RijalNo ratings yet
- Electronics CheatDocument41 pagesElectronics CheatSameer RijalNo ratings yet
- 1 2 Removed MergedDocument44 pages1 2 Removed MergedSameer RijalNo ratings yet
- IMPRES Fleet Management Features ConfigurationDocument21 pagesIMPRES Fleet Management Features ConfigurationAlan AdnanNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusFrom EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusNo ratings yet
- Automotive Electronic Diagnostics (Course 2)From EverandAutomotive Electronic Diagnostics (Course 2)Rating: 4 out of 5 stars4/5 (2)
- My Add Maths NotesDocument21 pagesMy Add Maths NotesliveelaughloveNo ratings yet
- 1 - Bal Vikas 3-2Document28 pages1 - Bal Vikas 3-2BhuvneshSoniNo ratings yet
- As400 QuestionsDocument6 pagesAs400 QuestionslakshmiNo ratings yet
- How - To - Write - An - Effective - Literature - ReviewDocument20 pagesHow - To - Write - An - Effective - Literature - ReviewNanda Pratiwi RapeleNo ratings yet
- Android Hacking: by Kyle B3nacDocument24 pagesAndroid Hacking: by Kyle B3nacElite Sack100% (2)
- GE G60 ManualDocument616 pagesGE G60 ManualZigor Larrabe UribeNo ratings yet
- DSAD Regular HODocument6 pagesDSAD Regular HODavidNo ratings yet
- 1 PBDocument20 pages1 PBYou IfkirnNo ratings yet
- Guid For Air Leak in VacuumDocument4 pagesGuid For Air Leak in Vacuumscranderi100% (1)
- CASE STUDY 1of2 FINANCIAL MODELLING BASICSDocument15 pagesCASE STUDY 1of2 FINANCIAL MODELLING BASICSUbaid DarNo ratings yet
- Lab Report 2 EE32200 - Ronny VintimillaDocument23 pagesLab Report 2 EE32200 - Ronny VintimillaRonny VintimillaNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFbrodieNo ratings yet
- Course Module 1 Intro NetworkingDocument2 pagesCourse Module 1 Intro NetworkingJonah Jatte MuñezNo ratings yet
- LG NeON® H BlackDocument4 pagesLG NeON® H BlackAdrian GhermanNo ratings yet
- Cpce - 41 - Help Manual Coral Point CountDocument48 pagesCpce - 41 - Help Manual Coral Point CountRoberto Hernandez-landaNo ratings yet
- Quad 405 Current Dumping Audio Amplifer DCDDocument3 pagesQuad 405 Current Dumping Audio Amplifer DCDmetinprivat01100% (1)
- CMOS Implemented VDTA Based Colpitt OscillatorDocument4 pagesCMOS Implemented VDTA Based Colpitt OscillatorijsretNo ratings yet
- 703 01Document124 pages703 01123adpNo ratings yet
- Silicon PNP Transistor in A SOT-89 Plastic Package.: DescriptionsDocument7 pagesSilicon PNP Transistor in A SOT-89 Plastic Package.: DescriptionsAbdallah EstambelliNo ratings yet
- Replace Capacitors On EcuDocument9 pagesReplace Capacitors On EcuHomar Mur100% (3)
- Three Star Auto Spare Parts Trdg. - THB: 04-10-0011 26/08/2021 Top Concrete PO - BOX: 12515 050305999 06 8823055Document1 pageThree Star Auto Spare Parts Trdg. - THB: 04-10-0011 26/08/2021 Top Concrete PO - BOX: 12515 050305999 06 8823055syed ahmedNo ratings yet
- Creating A Lookup Table: (Includes Excel VLOOKUP Example File)Document64 pagesCreating A Lookup Table: (Includes Excel VLOOKUP Example File)leslieDulleNo ratings yet
- 1 Structure and Identification of Bacteria 2014 2 1 PDFDocument74 pages1 Structure and Identification of Bacteria 2014 2 1 PDFKaleem AfridiNo ratings yet
- 6CMH'04 6DMH'04 8CMH'04: 1C6M8-300F1 2C6M8-300F1Document36 pages6CMH'04 6DMH'04 8CMH'04: 1C6M8-300F1 2C6M8-300F1Bogdan SurgheNo ratings yet
- Artikel 2013 03 Period of AdjustmentDocument7 pagesArtikel 2013 03 Period of AdjustmentAdriano AngelicoNo ratings yet
- Photo Luminescence of Surfaces and InterfacesDocument25 pagesPhoto Luminescence of Surfaces and InterfacesNick KellerNo ratings yet
- Numerical Simulation of Ship Motion Due To Waves and ManoeuvringDocument48 pagesNumerical Simulation of Ship Motion Due To Waves and ManoeuvringHung NguyenNo ratings yet