Download as pdf or txt
You might also like
- 대기종합설계 7Document154 pages대기종합설계 7thuyetle100% (1)
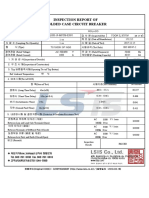
- Routine MCCB Test ReportDocument1 pageRoutine MCCB Test ReportYousif_AbdalhalimNo ratings yet
- Acoplamiento Rejilla WCH PDFDocument17 pagesAcoplamiento Rejilla WCH PDFRobert SimmonsNo ratings yet
- Storage TankDocument3 pagesStorage TanksigyeongNo ratings yet
- QD75P메뉴얼 실습 (한글) NDocument32 pagesQD75P메뉴얼 실습 (한글) NJinKi LeeNo ratings yet
- 04 CMP 1Document9 pages04 CMP 1왕짱셔영No ratings yet
- MSExp1 02Document18 pagesMSExp1 02이재훈No ratings yet
- Chapter 4.제어모터의 기초 PDFDocument22 pagesChapter 4.제어모터의 기초 PDFjinriNo ratings yet
- Ysfs C22 - M5Document8 pagesYsfs C22 - M5Mai Văn BáchNo ratings yet
- PID ControllerDocument42 pagesPID Controller060295No ratings yet
- 인버터 co2 용접기 사용설명서Document19 pages인버터 co2 용접기 사용설명서moviecinema1111No ratings yet
- CT 취급사양서Document6 pagesCT 취급사양서Edwin Santiago Villegas AuquesNo ratings yet
- LC (Ulkep-T002)Document16 pagesLC (Ulkep-T002)손선호No ratings yet
- (비파괴) 718전용기-서울23-5892 자분탐상 결과표-23년07월01일Document9 pages(비파괴) 718전용기-서울23-5892 자분탐상 결과표-23년07월01일ds2gobNo ratings yet
- 제09주차 Chapter05 리소그래피공정Document8 pages제09주차 Chapter05 리소그래피공정K SiriusNo ratings yet
- Acoplamiento Engranajes WCH PDFDocument18 pagesAcoplamiento Engranajes WCH PDFRobert SimmonsNo ratings yet
- Terminal Blocks 10Document10 pagesTerminal Blocks 10Nguyễn Anh TuấnNo ratings yet
- Elect Machines Note 3rd Year 2 PDFDocument149 pagesElect Machines Note 3rd Year 2 PDFOS ANo ratings yet
- Kasys Relay Socket - KoreaDocument44 pagesKasys Relay Socket - Koreatuanvutt0% (1)
- 화기감시자 교육자료 (신버전) -1Document7 pages화기감시자 교육자료 (신버전) -1Juhyung LeeNo ratings yet
- nde 결함의 종류Document9 pagesnde 결함의 종류kyeong cheol leeNo ratings yet
- co2용접Document47 pagesco2용접권태경No ratings yet
- 국내외설계기준비교분석 철근정착길이및겹침이음길이Document9 pages국내외설계기준비교분석 철근정착길이및겹침이음길이Dong-Yong KimNo ratings yet
- 비틀림 검토 참고자료Document49 pages비틀림 검토 참고자료김노루노루No ratings yet
- FAA METAR+&+RMK+Decode 230124 215602Document12 pagesFAA METAR+&+RMK+Decode 230124 215602koorely216No ratings yet
- 용접량 산출식Document9 pages용접량 산출식오성규No ratings yet
- 용기검사기준Document10 pages용기검사기준BS AhnNo ratings yet
- 06. TBM 터널설계Document88 pages06. TBM 터널설계박현도No ratings yet
- (à   à   à   à °â - Roc-1cDocument10 pages(à   à   à   à °â - Roc-1c박지훈No ratings yet
- Standard BLDC (Xba Xwa) KoDocument80 pagesStandard BLDC (Xba Xwa) KodurmazmedikalNo ratings yet
- Zimmer ClampDocument7 pagesZimmer ClampSoft IcecreamNo ratings yet
- Cam Switch 02Document70 pagesCam Switch 02Nguyễn Anh TuấnNo ratings yet
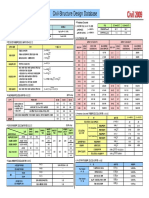
- Civil-Structure Design DatabaseDocument2 pagesCivil-Structure Design DatabaseWoongki ParkNo ratings yet
- LTF320HM01 SamsungDocument33 pagesLTF320HM01 Samsungmarius tanjalaNo ratings yet
- Oxy CFB 개론Document53 pagesOxy CFB 개론sihyeok kimNo ratings yet
- A1 501Document47 pagesA1 501fourier76100% (2)
- Acr 10 FDocument18 pagesAcr 10 FSangHak LeeNo ratings yet
- All Groove & Fillets: JOINT (QW-402) Postweld Heat Treatment (Qw-407)Document1 pageAll Groove & Fillets: JOINT (QW-402) Postweld Heat Treatment (Qw-407)ShubhamShuklaNo ratings yet
- Dine2006 KoreaDocument242 pagesDine2006 KoreaErlangga Nur Alamsyah100% (1)
- SIGMET AIRMET 해석방법Document5 pagesSIGMET AIRMET 해석방법lantirn120No ratings yet
- Catalog, Chainblock, Black BearDocument32 pagesCatalog, Chainblock, Black BearStanley PeterNo ratings yet
- BLDC SPGDocument49 pagesBLDC SPGAlNo ratings yet
- Move SatelliteDocument20 pagesMove Satellitelee changbaeNo ratings yet
- asmesecviiicode의요약 PDFDocument12 pagesasmesecviiicode의요약 PDF윤종주No ratings yet
- HM-080 Spec V11Document17 pagesHM-080 Spec V11Walid AsyhariNo ratings yet
- ut 교제 (용접부 검사)Document17 pagesut 교제 (용접부 검사)권태경No ratings yet
- New Gulm2Document194 pagesNew Gulm2김호준No ratings yet
- 재료역학 - 3장 강의PPTDocument207 pages재료역학 - 3장 강의PPTgreenfreashNo ratings yet
- Expansion Joint 2018 - Ver1.0 PDFDocument8 pagesExpansion Joint 2018 - Ver1.0 PDF정주호No ratings yet
- 초보자를 위한 프린트 배선판 기술7eDocument9 pages초보자를 위한 프린트 배선판 기술7eK SiriusNo ratings yet
- 등엔트로피 효율Document62 pages등엔트로피 효율Hyeong-Ho KimNo ratings yet
- Pinhole Detector 2020KORDocument6 pagesPinhole Detector 2020KOR김아브락No ratings yet
- 2-2. 용도별 자성재료 (CORE) 선정기술Document18 pages2-2. 용도별 자성재료 (CORE) 선정기술변성민No ratings yet
- 㪝㪼㫉㫉㫆㫋㪼㪺㩷㪚㫆㫉㫇㫆㫉㪸㫋㫀㫆㫅 Tel: +81-3-3281-8193 Fax: +81-3-3281-8848 e-mail: 홈페이지Document8 pages㪝㪼㫉㫉㫆㫋㪼㪺㩷㪚㫆㫉㫇㫆㫉㪸㫋㫀㫆㫅 Tel: +81-3-3281-8193 Fax: +81-3-3281-8848 e-mail: 홈페이지YS BNo ratings yet
- (교안) 용접일반Document50 pages(교안) 용접일반Samuel OchoaNo ratings yet
- P PA AR RT T: Electric Engineers Technology InformationDocument5 pagesP PA AR RT T: Electric Engineers Technology Information김은철No ratings yet
- ( )Document7 pages( )cjwusa0721No ratings yet