Download as pdf or txt
You might also like
- Chevrolet Cruze 2013 Repair ManualDocument8,212 pagesChevrolet Cruze 2013 Repair ManualPattinson Abel100% (16)
- Method Statement For Valve InstallationDocument11 pagesMethod Statement For Valve InstallationKhang Hồ Lê100% (2)
- In-Service Storage Tank Inspection and Verification ChecklistDocument9 pagesIn-Service Storage Tank Inspection and Verification ChecklistAshif Khan100% (1)
- Crude Oil Storage Tanks-BasicsDocument176 pagesCrude Oil Storage Tanks-BasicsPandipperumal Sankaralingam100% (44)
- 03-DG-Section 3 Sewerage System Design-Version 7.0Document53 pages03-DG-Section 3 Sewerage System Design-Version 7.0MMMSLOUHNo ratings yet
- Oil and Gas Artificial Fluid Lifting TechniquesFrom EverandOil and Gas Artificial Fluid Lifting TechniquesRating: 5 out of 5 stars5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Boiler Survey & ConstDocument18 pagesBoiler Survey & ConstAmit ChouguleNo ratings yet
- Boilers InspectionDocument62 pagesBoilers Inspectionrty288% (16)
- Inspection of Tanks-1Document6 pagesInspection of Tanks-1Senthil KumarNo ratings yet
- Heat Exchanger InspectionDocument43 pagesHeat Exchanger Inspectionabdul aziz100% (7)
- Boiler Tube Failure Case StudyDocument23 pagesBoiler Tube Failure Case Studykkannanmtps100% (1)
- Boiler Tube FailureDocument7 pagesBoiler Tube FailureBhupendra GobadeNo ratings yet
- Section 2 Onstream and Shutdown InspectionDocument135 pagesSection 2 Onstream and Shutdown Inspectionariyamanjula2914100% (1)
- Chemical Solution, Inc. Technical Data Sheet: Inspecting Boilers and Related EquipmentDocument2 pagesChemical Solution, Inc. Technical Data Sheet: Inspecting Boilers and Related Equipmentböhmit0% (1)
- Boiler Hydrostatic Testing ProcedureDocument5 pagesBoiler Hydrostatic Testing ProcedureMico CampoNo ratings yet
- Boiler MaintenanceDocument5 pagesBoiler MaintenanceDevidutta PandaNo ratings yet
- Boiler MaintenanceDocument4 pagesBoiler Maintenancekeerthi dayarathnaNo ratings yet
- BR 170 1Document7 pagesBR 170 1Himanshu ChaturvediNo ratings yet
- BR 1701 PDFDocument7 pagesBR 1701 PDFdestiny2bnNo ratings yet
- Maglasang Report On Research Paper Review #03Document13 pagesMaglasang Report On Research Paper Review #03Jude Philip MaglasangNo ratings yet
- Fired Heaters and Boilers InspectionDocument31 pagesFired Heaters and Boilers Inspectionriysall100% (1)
- Fatigue CorrosionDocument2 pagesFatigue Corrosionaop10468No ratings yet
- Marine Survey PracticeDocument10 pagesMarine Survey PracticeKurupath Sidharthan100% (1)
- Case StudyDocument4 pagesCase StudyShubham ChauhanNo ratings yet
- 9 - Inspection of UPVDocument46 pages9 - Inspection of UPVArif_Hon_9898No ratings yet
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- Boiler InspectionsDocument6 pagesBoiler InspectionsAndre YosiNo ratings yet
- Boiler Mounting and AccesoriesDocument5 pagesBoiler Mounting and AccesoriesTejas MirashiNo ratings yet
- Failure Analysis ReportDocument24 pagesFailure Analysis ReportThirukkumaranBalasubramanianNo ratings yet
- NT 664Y0200 C Alfa Sprint enDocument28 pagesNT 664Y0200 C Alfa Sprint enJosé MacedoNo ratings yet
- Heat Recovery Steam Generators (HRSG) and Treatment ChemistriesDocument50 pagesHeat Recovery Steam Generators (HRSG) and Treatment ChemistriesMarioNo ratings yet
- Vertical Tubeless Gas Fired IOMDocument102 pagesVertical Tubeless Gas Fired IOMElvis RivadeneiraNo ratings yet
- Maintenance Boiler Maintenance - Thermal Power Plant A-ZDocument4 pagesMaintenance Boiler Maintenance - Thermal Power Plant A-ZkriziameiahnNo ratings yet
- Boiler Tube Failure Analysis - 1Document7 pagesBoiler Tube Failure Analysis - 1SrinivasaNo ratings yet
- Services - Boiler InspectionDocument5 pagesServices - Boiler InspectionLuis LicetNo ratings yet
- Training R&M of BoilersDocument45 pagesTraining R&M of BoilersSam100% (1)
- Boiler SurveyDocument7 pagesBoiler SurveyrajishrrrNo ratings yet
- BOILER-trouble ShootingDocument5 pagesBOILER-trouble ShootingAnonymous Q9i062VNo ratings yet
- OSB Boiler Manual - 550-110-752 - 0402Document28 pagesOSB Boiler Manual - 550-110-752 - 0402kh_ahmadNo ratings yet
- State of Oregon Minimum Boiler Operational Standards: All Persons Assigned Responsibility For Boiler Operations ShallDocument4 pagesState of Oregon Minimum Boiler Operational Standards: All Persons Assigned Responsibility For Boiler Operations ShallzeeshanNo ratings yet
- Decommissioning Inspection and Repair of 5000 MT Ammonia Storage TankDocument17 pagesDecommissioning Inspection and Repair of 5000 MT Ammonia Storage TankGanesh NairNo ratings yet
- CH-8 Boiler O&mDocument39 pagesCH-8 Boiler O&msusovan59No ratings yet
- Mex 10407Document28 pagesMex 10407Yousef Adel HassanenNo ratings yet
- API RP 572 QuizDocument17 pagesAPI RP 572 Quizamalhaj2013No ratings yet
- Steam Generators &: Indian Boiler ActDocument17 pagesSteam Generators &: Indian Boiler ActermiasNo ratings yet
- Commissioning ProcedureDocument24 pagesCommissioning ProcedureSumitskb100% (15)
- Aph FireDocument25 pagesAph Firesekhar_ntpcNo ratings yet
- RBC Iom 04 2011Document114 pagesRBC Iom 04 2011Flores CesarNo ratings yet
- Steam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsDocument11 pagesSteam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsAnonymous lmCR3SkPrKNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- The Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsFrom EverandThe Methods of Glass Blowing and of Working Silica in the Oxy-Gas Flame For the use of chemical and physical studentsNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Branch and Socket RT Method StatementDocument30 pagesBranch and Socket RT Method StatementMassimo FumarolaNo ratings yet
- EON CatalogDocument64 pagesEON CatalogakbpbNo ratings yet
- Condenser Cladding InfoDocument37 pagesCondenser Cladding Infoabhishe_reenaNo ratings yet
- Utility Stations Piping Layout - The Piping Engineering WorldDocument9 pagesUtility Stations Piping Layout - The Piping Engineering WorldYaswanthNo ratings yet
- Fuel Oil Pump Calculation 26-05-2017r4Document19 pagesFuel Oil Pump Calculation 26-05-2017r4Ardian20No ratings yet
- Heat Transfer in Jacketed Vessels: Customary US SIDocument60 pagesHeat Transfer in Jacketed Vessels: Customary US SIDHAVALESH AMNo ratings yet
- Pipe and Tubing Extrusion: Technical GuideDocument46 pagesPipe and Tubing Extrusion: Technical GuideGIRMAY BERHENo ratings yet
- Waterproofing SyntechDocument32 pagesWaterproofing SyntechAnastasia ErlitaNo ratings yet
- 148 931 - Falk Type Y, YF, YB, YBX Pump and Coolers - Installation ManualDocument3 pages148 931 - Falk Type Y, YF, YB, YBX Pump and Coolers - Installation Manualnugroho.wildhanNo ratings yet
- Service Manual BORA 7-12KDocument71 pagesService Manual BORA 7-12KmoshulNo ratings yet
- MS 01 140 PDFDocument69 pagesMS 01 140 PDFshahzadNo ratings yet
- Plumbing & Piping 19.06.08Document26 pagesPlumbing & Piping 19.06.08Kanupriya JainNo ratings yet
- ASME B31.4-Wall Thickness CalDocument2 pagesASME B31.4-Wall Thickness CalBagus Sukoco Koco100% (1)
- Coiled Tubing in Horizontal Wells: by R.E. Cooper, PT. Dowell Schlumberger IndonesiaDocument12 pagesCoiled Tubing in Horizontal Wells: by R.E. Cooper, PT. Dowell Schlumberger IndonesiaDaniel SalaNo ratings yet
- DHW Systems Water Heaters Catalog Nov14Document52 pagesDHW Systems Water Heaters Catalog Nov14Vin BdsNo ratings yet
- Catalogue 2024 - Tambahan - Siap Cetak 1Document7 pagesCatalogue 2024 - Tambahan - Siap Cetak 1Chandra KusumaNo ratings yet
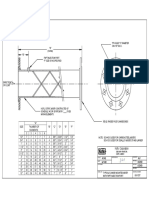
- "B" Holes "C" Diameter ON A "D" D.B.CDocument1 page"B" Holes "C" Diameter ON A "D" D.B.Creddy331No ratings yet
- Pipeline ParametersDocument4 pagesPipeline Parametersazhagu duraiNo ratings yet
- Multibrain CFU008-12 MembraneDocument2 pagesMultibrain CFU008-12 MembraneJack SongNo ratings yet
- Elevated TanksDocument8 pagesElevated TanksChâu TúNo ratings yet
- DEWA Specification 01 NPD26XL R LDocument2 pagesDEWA Specification 01 NPD26XL R Lwael72No ratings yet
- Mep BDRDocument44 pagesMep BDRneeraj sharmaNo ratings yet
- Pipe Stress PDFDocument24 pagesPipe Stress PDFMichael Jones100% (1)
- Installation Procedure EQOBRUSH For Heat Exchangers and CondensersDocument16 pagesInstallation Procedure EQOBRUSH For Heat Exchangers and CondensersWatco GroupNo ratings yet
- Aermec FCZ - P - enDocument8 pagesAermec FCZ - P - enMilan PizdunNo ratings yet
- Refri Gerator°: Part No. 12828103 Litho U.S.ADocument88 pagesRefri Gerator°: Part No. 12828103 Litho U.S.Amizuno21No ratings yet
- Prequalified Minimum Preheat and Interpass Temperature (See 5.7)Document4 pagesPrequalified Minimum Preheat and Interpass Temperature (See 5.7)Nilton SantillanNo ratings yet
- Welding Journal 1960 10Document155 pagesWelding Journal 1960 10AlexeyNo ratings yet