Download as pdf or txt
You might also like
- Inge UF Manual Process Design Guidelines - 45 D02234 enDocument66 pagesInge UF Manual Process Design Guidelines - 45 D02234 enPravin Bote100% (2)
- Green InhibitorsDocument8 pagesGreen InhibitorsRuben SuarezNo ratings yet
- S5MT-la-b-1.1 - Classifying Materials at HOMEDocument4 pagesS5MT-la-b-1.1 - Classifying Materials at HOMEChen Abendaño AyrosoNo ratings yet
- Additive Manufacturing of The Ferritic Stainless Steel S s441Document10 pagesAdditive Manufacturing of The Ferritic Stainless Steel S s441Grace De León NopeNo ratings yet
- Rana2007 PDFDocument4 pagesRana2007 PDFjohn paulNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Baker 2015 Microalloyed SteelsDocument45 pagesBaker 2015 Microalloyed SteelsHumbertzone O. Garcia CedilloNo ratings yet
- Modern HSLA Steels and Role of Non-Recrystallisation TemperatureDocument21 pagesModern HSLA Steels and Role of Non-Recrystallisation TemperatureAnisur RahamanNo ratings yet
- Materials Science & Engineering A: K. Hausmann, D. Krizan, K. Spiradek-Hahn, A. Pichler, E. WernerDocument9 pagesMaterials Science & Engineering A: K. Hausmann, D. Krizan, K. Spiradek-Hahn, A. Pichler, E. WernerMostafa OthmanNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 pagesThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriNo ratings yet
- Materials Science & Engineering ADocument8 pagesMaterials Science & Engineering Avladimirsoler01No ratings yet
- Microstructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsDocument10 pagesMicrostructural Study On Retained Austenite in Advanced High-Strength Multiphase 3Mn-1.5Al and 5Mn-1.5Al SteelsniyuayuNo ratings yet
- Materials Science & Engineering A: I. Mejía, A.E. Salas-Reyes, J. Calvo, J.M. CabreraDocument19 pagesMaterials Science & Engineering A: I. Mejía, A.E. Salas-Reyes, J. Calvo, J.M. CabreraCésar CastañedaNo ratings yet
- Metalurgia Física ModernaDocument20 pagesMetalurgia Física ModernaMariliaFrancoNo ratings yet
- Materials Science and Engineering ADocument5 pagesMaterials Science and Engineering AMoin ANo ratings yet
- Production of Large Diameter Pipes Grade X 70 With High Toughness Using Acicular Ferrite MicrostructuresDocument14 pagesProduction of Large Diameter Pipes Grade X 70 With High Toughness Using Acicular Ferrite MicrostructuresdgkmurtiNo ratings yet
- Alloys For Application Al Ultra High Temperatures - Nb-Silicide in Situ CompositesDocument42 pagesAlloys For Application Al Ultra High Temperatures - Nb-Silicide in Situ CompositesAna Maria NiculescuNo ratings yet
- Metals 12 01765 v3Document8 pagesMetals 12 01765 v3Črtomir DonikNo ratings yet
- A New Role For Micro Alloyed SteelsDocument11 pagesA New Role For Micro Alloyed SteelsJasbir S RyaitNo ratings yet
- MainDocument9 pagesMainartur.kaliszykNo ratings yet
- 1 s2.0 S2238785422002988 MainDocument12 pages1 s2.0 S2238785422002988 MainVIRAJ PATILNo ratings yet
- 2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsDocument7 pages2010 - Fatigue Behavior of Four High-Mn Twinning Induced Plasticity Effect SteelsJaime Andres CastañedaNo ratings yet
- ASTM Paper Material Science and ManagementDocument19 pagesASTM Paper Material Science and ManagementMerviNo ratings yet
- 1 s2.0 S092150932201320X MainDocument11 pages1 s2.0 S092150932201320X MainBENARD KIPSANGNo ratings yet
- Tribology in Industry: S.C. Nwigbo, S.O. Mbam, C.U. AtuanyaDocument13 pagesTribology in Industry: S.C. Nwigbo, S.O. Mbam, C.U. AtuanyatyoNo ratings yet
- NT - Wear and Corrosion Resistant Steels Containing Niobium CarbideDocument25 pagesNT - Wear and Corrosion Resistant Steels Containing Niobium CarbideAdnan BajwaNo ratings yet
- DocumentoDocument8 pagesDocumentoIbsonhNo ratings yet
- Additive Manufacturing: SciencedirectDocument12 pagesAdditive Manufacturing: SciencedirectAriel. QNo ratings yet
- Haq Microstructure AMM 3 2018Document4 pagesHaq Microstructure AMM 3 2018Muhammad AneeqNo ratings yet
- The Effect of Vanadium Micro Alloying and Hot Deformation Control On The Mechanical Properties of Structural SteelDocument4 pagesThe Effect of Vanadium Micro Alloying and Hot Deformation Control On The Mechanical Properties of Structural SteelHany KhalifaNo ratings yet
- Microstructural Evaluation and Property Change of 5 WT PCT Al-Zn Coating On Press Hardening Steel During AustenitizationDocument14 pagesMicrostructural Evaluation and Property Change of 5 WT PCT Al-Zn Coating On Press Hardening Steel During Austenitization張竣凱No ratings yet
- Shreya S 2019Document8 pagesShreya S 2019Ilmal YaqinNo ratings yet
- Materials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Hui Xie, Cai-Ru Gao, R.D.K. MisraDocument6 pagesMaterials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Hui Xie, Cai-Ru Gao, R.D.K. MisraMarcelo Lima CardosoNo ratings yet
- Martensite To AusteniteDocument9 pagesMartensite To AustenitedfgdegNo ratings yet
- Astm A615Document18 pagesAstm A615anurag3069No ratings yet
- The Effects of Niobium Microalloying in Second Generation Advanced High Strength SteelsDocument12 pagesThe Effects of Niobium Microalloying in Second Generation Advanced High Strength SteelsemregnesNo ratings yet
- Zhou2014 PDFDocument8 pagesZhou2014 PDFjohn paulNo ratings yet
- Materials For LNG ServicesDocument10 pagesMaterials For LNG ServicesSung Hyun TakNo ratings yet
- ScriptaMater WJFDocument6 pagesScriptaMater WJFPurnima KumariNo ratings yet
- Welding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used CODocument5 pagesWelding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used COAndre YosiNo ratings yet
- Material Science 1 Assignment 2Document4 pagesMaterial Science 1 Assignment 2Mehul BansalNo ratings yet
- The Influence of Heat Treatment On Microstructure and Crack Resistance of Boron Microalloyed Steel PlatesDocument8 pagesThe Influence of Heat Treatment On Microstructure and Crack Resistance of Boron Microalloyed Steel PlatesNileshGawandeNo ratings yet
- 2014 MechanicalPropertiesCharacterizationofaModifiedHP TypeHeat ResistantAlloyDocument6 pages2014 MechanicalPropertiesCharacterizationofaModifiedHP TypeHeat ResistantAlloyAlexeyNo ratings yet
- Fundamental Metallurgy of Niobium in SteelDocument74 pagesFundamental Metallurgy of Niobium in SteelCarlos Viana100% (1)
- Review of Creep Resistant SteelsDocument4 pagesReview of Creep Resistant SteelsAleš NagodeNo ratings yet
- Format Classtest 2 SteelDocument5 pagesFormat Classtest 2 SteelVaibhav BhosaleNo ratings yet
- Jmep PaperDocument15 pagesJmep PaperSaravanan PanduranganNo ratings yet
- The Engineering Behind The Mechanical Properties Enhancement On Hsla Steels, Microalloyed With Niobium: Effects of Boron and TitaniumDocument8 pagesThe Engineering Behind The Mechanical Properties Enhancement On Hsla Steels, Microalloyed With Niobium: Effects of Boron and TitaniumRogério DiasNo ratings yet
- HSLA-100 Steels: Influence of Aging Heat Treatment On Microstructure and PropertiesDocument11 pagesHSLA-100 Steels: Influence of Aging Heat Treatment On Microstructure and PropertiesEdgar HornusNo ratings yet
- Power PlantDocument17 pagesPower PlantVasu RajaNo ratings yet
- Corrosion Resistance of High Nitrogen Steels PDFDocument27 pagesCorrosion Resistance of High Nitrogen Steels PDFAnil Kumar TNo ratings yet
- Niobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener ApplicationsDocument7 pagesNiobium Microalloyed Cold Heading Steel Wire Rods Without Heat Treatment For Fastener Applicationsnvc_vishwanathanNo ratings yet
- Development of Vanadium Microalloyed High StrengthDocument12 pagesDevelopment of Vanadium Microalloyed High StrengthEnercy BetancourtNo ratings yet
- Effect of Niobium in SteelDocument6 pagesEffect of Niobium in SteelJonhy Bravo100% (2)
- Modern High Strength Niobium Microallyed Structural SteelsDocument26 pagesModern High Strength Niobium Microallyed Structural SteelsimetallurgyNo ratings yet
- Materials Today: Proceedings: Vamshi Manne, Singh S.K., Sateesh N., Subbiah RamDocument4 pagesMaterials Today: Proceedings: Vamshi Manne, Singh S.K., Sateesh N., Subbiah RamBilal AlahmadNo ratings yet
- Metals 11 01121Document18 pagesMetals 11 01121Izod GetterNo ratings yet
- Microstructure, Mechanical and Tribological Properties of Nickel-Aluminium Bronze Alloys Developed Via Gas-Atomization and Spark Plasma SinteringDocument41 pagesMicrostructure, Mechanical and Tribological Properties of Nickel-Aluminium Bronze Alloys Developed Via Gas-Atomization and Spark Plasma SinteringFathia AlkelaeNo ratings yet
- Article ReviewOnNiobiumApplicationInMiDocument14 pagesArticle ReviewOnNiobiumApplicationInMiGraziele BragaNo ratings yet
- Welding of Ni Based Alloys For Energy Applications, J. DuPont WJDocument15 pagesWelding of Ni Based Alloys For Energy Applications, J. DuPont WJdeweyj1No ratings yet
- Materials Science and Engineering ADocument6 pagesMaterials Science and Engineering APiranha TourniquetNo ratings yet
- Proceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014From EverandProceedings of the 2014 Energy Materials Conference: Xi'an, Shaanxi Province, China, November 4 - 6, 2014No ratings yet
- pp69-72 MSI10Document4 pagespp69-72 MSI10imetallurgyNo ratings yet
- Millennium Steel 2022 Published Article - Nancy Badoo and Jit PatelDocument7 pagesMillennium Steel 2022 Published Article - Nancy Badoo and Jit PatelimetallurgyNo ratings yet
- Creating Economic Value in The Supply ChainDocument36 pagesCreating Economic Value in The Supply ChainimetallurgyNo ratings yet
- Modern High Strength Niobium Microallyed Structural SteelsDocument26 pagesModern High Strength Niobium Microallyed Structural SteelsimetallurgyNo ratings yet
- Packaging MaterialsDocument30 pagesPackaging MaterialsBadri KarkiNo ratings yet
- AlginateDocument12 pagesAlginateMeetika Gupta100% (2)
- Literature Review of Kaolin ClayDocument5 pagesLiterature Review of Kaolin Clayafmzbdjmjocdtm100% (1)
- Mutation ProductsDocument123 pagesMutation ProductsKikin KusumahNo ratings yet
- ALPHA SAC305 Ultrafine Cored Wire Flyer ENDocument2 pagesALPHA SAC305 Ultrafine Cored Wire Flyer ENraghulramasamyNo ratings yet
- Ficha Tecnica RadarDocument2 pagesFicha Tecnica Radarmaaleja1407100% (1)
- Piping Theory As Per ASME B31.3 PROCESS PIPINGDocument107 pagesPiping Theory As Per ASME B31.3 PROCESS PIPINGDeen first sdiNo ratings yet
- CHAPTERDocument26 pagesCHAPTERNesi HafilaNo ratings yet
- Brick Data Sheet PDFDocument3 pagesBrick Data Sheet PDFAnonymous AJYdboNo ratings yet
- Flexural Stress Block Development For Polypropylene Hybrid Fibre Reinforced ConcreteDocument15 pagesFlexural Stress Block Development For Polypropylene Hybrid Fibre Reinforced ConcreteAjitpal Singh0% (1)
- Recycling of Goldmine Tailings of Cosalá, Sinaloa Valorization of Its Use in The Ceramic Industry 101122Document8 pagesRecycling of Goldmine Tailings of Cosalá, Sinaloa Valorization of Its Use in The Ceramic Industry 101122Juan José Alvarez Tostado RiosNo ratings yet
- Notice: Environmental Statements Availability, Etc.: New Chemicals, Receipt and Status InformationDocument4 pagesNotice: Environmental Statements Availability, Etc.: New Chemicals, Receipt and Status InformationJustia.comNo ratings yet
- Sonatrach: First Calgary Petroleums MLEG-00-FP-P-00OO17Document23 pagesSonatrach: First Calgary Petroleums MLEG-00-FP-P-00OO17AHMED AMIRANo ratings yet
- Ilide - Info Smacna Industrial Rounded Duct Construction Tabla Contenidos PRDocument4 pagesIlide - Info Smacna Industrial Rounded Duct Construction Tabla Contenidos PRHarry KoNo ratings yet
- Topic 3 - Strength Analysis of Beams According To ACI Code PDFDocument17 pagesTopic 3 - Strength Analysis of Beams According To ACI Code PDFRea May De La TorreNo ratings yet
- 35-Castables With MgO-SiO2-Al2O3 As Bond PhaseDocument11 pages35-Castables With MgO-SiO2-Al2O3 As Bond PhaseAnky FadharaniNo ratings yet
- Polarization Cell: Paint / Coating Testing Instruments & Inspection KitsDocument1 pagePolarization Cell: Paint / Coating Testing Instruments & Inspection KitssudeepjosephNo ratings yet
- Mechanical Properties of Materials NotesDocument28 pagesMechanical Properties of Materials NotesMat MatttNo ratings yet
- Welding Booth Report PDFDocument18 pagesWelding Booth Report PDFAjal Varghese NNo ratings yet
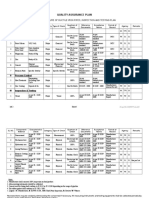
- Quality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanDocument2 pagesQuality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanNaveen NagisettiNo ratings yet
- Post Tension SlabDocument15 pagesPost Tension SlabkrishNo ratings yet
- X Ray ProductionDocument20 pagesX Ray ProductionMahnoor JawadNo ratings yet
- PDS - Aquagel C45Document1 pagePDS - Aquagel C45Alma PustaNo ratings yet
- Coulomb BlockadeDocument22 pagesCoulomb BlockadeAmanjit SinghNo ratings yet
- Ecotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonDocument6 pagesEcotoxicology and Environmental Safety: R. Sathish Kumar, G. Arthanareeswaran, Diby Paul, Ji Hyang KweonLintang Noor FitriaNo ratings yet
- A D C B: Bottom Ash Conveying SystemDocument16 pagesA D C B: Bottom Ash Conveying SystemRohit BaruaNo ratings yet
- Design, Manufacture and Test A Hydraulic Ram: ThesisDocument42 pagesDesign, Manufacture and Test A Hydraulic Ram: ThesisIrfan ShaikhNo ratings yet