Download as pdf or txt
You might also like
- Biland Sa-250: Technical SpecificationsDocument4 pagesBiland Sa-250: Technical SpecificationsNofriagara Davit HarnawanNo ratings yet
- Piezoelectric Actuators: Vector Control Method: Basic, Modeling and Mechatronic Design of Ultrasonic DevicesFrom EverandPiezoelectric Actuators: Vector Control Method: Basic, Modeling and Mechatronic Design of Ultrasonic DevicesNo ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- Basics of Vaccume and SputtringDocument87 pagesBasics of Vaccume and SputtringlavNo ratings yet
- Module 2 II Thin Film Deposition Techniques NEWDocument34 pagesModule 2 II Thin Film Deposition Techniques NEWSanjana SNo ratings yet
- Nano Layer NotesDocument23 pagesNano Layer NotesDileep KumarNo ratings yet
- 3-Thin Film Deposition PDFDocument5 pages3-Thin Film Deposition PDFAtul SharmaNo ratings yet
- Methods of Fabrication of Nano Materials: Top Down ApproachDocument23 pagesMethods of Fabrication of Nano Materials: Top Down ApproachNisanth PaNo ratings yet
- DR Nadeem Sabir 2Document88 pagesDR Nadeem Sabir 2Muhammad RizwanNo ratings yet
- Assignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Document10 pagesAssignment (1) :-Part (1) - : Epitaxial Deposition:-: Name: Ziad Hosni Mohammed Hassan Section: 5 Number: 157Mohamed El BazNo ratings yet
- Preparation and Characterization Techniques For The NanomaterialDocument27 pagesPreparation and Characterization Techniques For The NanomaterialSMIT CHRISTIANNo ratings yet
- Electrodeposition PDFDocument4 pagesElectrodeposition PDFcb gNo ratings yet
- Rangkuman Ozon - Kelompok 4Document10 pagesRangkuman Ozon - Kelompok 4Anissa ClaritaNo ratings yet
- Lecture 4 NTDocument32 pagesLecture 4 NTMuhammad ImranNo ratings yet
- Hydrogen Sensing Characteristics of Electrostatically Sprayed Palladium - Doped Tin DioxidesDocument9 pagesHydrogen Sensing Characteristics of Electrostatically Sprayed Palladium - Doped Tin DioxidesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- STNM 4Document33 pagesSTNM 4BME62Thejeswar SeggamNo ratings yet
- Electrodeposition of MetalDocument4 pagesElectrodeposition of MetalvkmsNo ratings yet
- EspDocument25 pagesEspChaitu KrisNo ratings yet
- Thin Film Deposition ProcessDocument42 pagesThin Film Deposition ProcessVivek Bela100% (2)
- ATRAP Antihydrogen Experiments and UpdateDocument7 pagesATRAP Antihydrogen Experiments and UpdateJeddy RobNo ratings yet
- Arc-Enhanced Glow Discharge in Vacuum Arc MachinesDocument4 pagesArc-Enhanced Glow Discharge in Vacuum Arc MachinestayefehNo ratings yet
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- From Wikipedia, The Free Encyclopedia: Electrostatic Precipitator of A Biomass Heating System With A Heat Power of 2 MWDocument17 pagesFrom Wikipedia, The Free Encyclopedia: Electrostatic Precipitator of A Biomass Heating System With A Heat Power of 2 MWPrabhumk07No ratings yet
- ElectronbeamweldingDocument45 pagesElectronbeamweldingzerogravityNo ratings yet
- UNIT 4 Second Part 8202Document10 pagesUNIT 4 Second Part 8202Rupam BhattaNo ratings yet
- Smart MaterialsDocument30 pagesSmart MaterialsAshish JindalNo ratings yet
- Cathodic Arc DepositionDocument3 pagesCathodic Arc DepositionBrandon DavisNo ratings yet
- Electrostatic PrecipitatorDocument9 pagesElectrostatic PrecipitatorArief Rizky RNo ratings yet
- Automatic Projectile Propulsion System: AbstractDocument58 pagesAutomatic Projectile Propulsion System: AbstractstroxNo ratings yet
- Magnetronsputtering PDFDocument10 pagesMagnetronsputtering PDFPatar PoshakNo ratings yet
- 19 Sputtering and Evaporation Presentation-Ravi ChawlaDocument44 pages19 Sputtering and Evaporation Presentation-Ravi ChawlaPrashant Verma100% (1)
- Liquid Bath. in Any Process, The Surface of The Substrate Must Have An ElectricallyDocument10 pagesLiquid Bath. in Any Process, The Surface of The Substrate Must Have An ElectricallyHAshashNo ratings yet
- Lecture5 (1) AirDocument8 pagesLecture5 (1) AirRaj BakhtaniNo ratings yet
- Electrostatic PrecipitatorDocument15 pagesElectrostatic PrecipitatorapofviewNo ratings yet
- Module 4 Part BDocument22 pagesModule 4 Part BAastha MandaliaNo ratings yet
- Recubrimiento y DeposiciónDocument42 pagesRecubrimiento y DeposiciónEstebanNo ratings yet
- Neutron GeneratorDocument9 pagesNeutron GeneratorFasatNo ratings yet
- Apparatus and Experimental TechniqueDocument6 pagesApparatus and Experimental TechniqueSantosh Kumar SinghNo ratings yet
- Thin-Film Coatings: TypesDocument7 pagesThin-Film Coatings: TypesSanchit MishraNo ratings yet
- Stator Core Faults Detection With Low Flux Density MethodDocument12 pagesStator Core Faults Detection With Low Flux Density MethodjalilemadiNo ratings yet
- EDMDocument34 pagesEDMHrishikeshNo ratings yet
- Outgassing Effects of A Kapton Acrylic Adhesive TaDocument16 pagesOutgassing Effects of A Kapton Acrylic Adhesive TaJonathan DeomampoNo ratings yet
- Assignment A1 001 A GIT0723Document14 pagesAssignment A1 001 A GIT0723Shafiq PanicKingNo ratings yet
- Deposition Techniques 1Document5 pagesDeposition Techniques 1Ayush SinghNo ratings yet
- Lecture 9 Solid InsulatorsDocument8 pagesLecture 9 Solid InsulatorsMehmet Efe OzbekNo ratings yet
- 5C. TS... P THERMAL SPRAY Add B4TDocument80 pages5C. TS... P THERMAL SPRAY Add B4Tdwi sutiknoNo ratings yet
- Sputter Deposition DCHDocument15 pagesSputter Deposition DCHTrần Huỳnh Hoàng KhangNo ratings yet
- Buss Text Paper FullDocument24 pagesBuss Text Paper Fullftonelli86No ratings yet
- Anode Optimization For A Compact Sealed Tube Vircator 06191517Document4 pagesAnode Optimization For A Compact Sealed Tube Vircator 06191517ChAmirShokatGujjarNo ratings yet
- Ferroelectric CeramicsDocument55 pagesFerroelectric Ceramicsjose miranda100% (2)
- Inductively Coupled Plasma - Chemical Vapor Deposition (ICP-CVD)Document6 pagesInductively Coupled Plasma - Chemical Vapor Deposition (ICP-CVD)Hitesh KambleNo ratings yet
- Effects of Irradiation On Thermal Conductivity of Alloy 690 at Low Neutron FluenceDocument4 pagesEffects of Irradiation On Thermal Conductivity of Alloy 690 at Low Neutron FluenceLakshmi NarayanNo ratings yet
- Lecture 6 Thin Film Deposition, Physical Vapour DepositionDocument44 pagesLecture 6 Thin Film Deposition, Physical Vapour DepositionHari HarryNo ratings yet
- HV AssignDocument7 pagesHV AssignSanjeewNo ratings yet
- HV AssignDocument7 pagesHV AssignSanjeewNo ratings yet
- Introduction To Plasma ModuleDocument42 pagesIntroduction To Plasma ModuleRanjithPerumalNo ratings yet
- 17031A0304 Assignment-2Document8 pages17031A0304 Assignment-2Mersal PavanNo ratings yet
- 3.5.1 Observation of Electrical Breakdown and FailureDocument4 pages3.5.1 Observation of Electrical Breakdown and FailureValeria Orannel Lopez MorilloNo ratings yet
- 1999 The Behavior of Vacuum Arc DischargesDocument7 pages1999 The Behavior of Vacuum Arc DischargesJose SantosNo ratings yet
- 1981 A High Output Neutron Tube Using An Occluded Gas Ion SourceDocument4 pages1981 A High Output Neutron Tube Using An Occluded Gas Ion SourceJose SantosNo ratings yet
- The Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsFrom EverandThe Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsNo ratings yet
- 3 8Document39 pages3 8watersoul.nNo ratings yet
- The Filter Aid Forms A Fine Surface Deposit That Screens Out All Solids Preventing Them From Contacting and Plugging The Supporting Filter MediumDocument18 pagesThe Filter Aid Forms A Fine Surface Deposit That Screens Out All Solids Preventing Them From Contacting and Plugging The Supporting Filter Mediumwatersoul.nNo ratings yet
- Lec. 12Document10 pagesLec. 12watersoul.nNo ratings yet
- Sierra ManualDocument11 pagesSierra Manualwatersoul.nNo ratings yet
- Modeling, Control, and Dynamic Performance Analysis of A Reverse Osmosis Desalination Plant Integrated Within Hybrid Energy SystemsDocument41 pagesModeling, Control, and Dynamic Performance Analysis of A Reverse Osmosis Desalination Plant Integrated Within Hybrid Energy Systemswatersoul.nNo ratings yet
- 1-Introduction 1Document27 pages1-Introduction 1watersoul.nNo ratings yet
- 3Document11 pages3watersoul.nNo ratings yet
- Heat Treatment 9Document10 pagesHeat Treatment 9watersoul.nNo ratings yet
- Pontofocal Textos Regulamentos SAU 59Document17 pagesPontofocal Textos Regulamentos SAU 59watersoul.nNo ratings yet
- Torsion of Circular ShaftDocument15 pagesTorsion of Circular Shaftwatersoul.nNo ratings yet
- 28785Document13 pages28785watersoul.nNo ratings yet
- The LectureDocument67 pagesThe Lecturewatersoul.nNo ratings yet
- Removal of Pharmaceuticals From Wastewater by Biological ProcessesDocument9 pagesRemoval of Pharmaceuticals From Wastewater by Biological Processeswatersoul.nNo ratings yet
- 40100029Document22 pages40100029watersoul.nNo ratings yet
- Wastewater Treatment of Khanssa Hospital by Using Some Types of MudsDocument11 pagesWastewater Treatment of Khanssa Hospital by Using Some Types of Mudswatersoul.nNo ratings yet
- 14166Document21 pages14166watersoul.nNo ratings yet
- 54484Document11 pages54484watersoul.nNo ratings yet
- Using Liquid Chromatography-Ion Trap Mass Spectrometry To Determine Pharmaceutical ResiduesDocument7 pagesUsing Liquid Chromatography-Ion Trap Mass Spectrometry To Determine Pharmaceutical Residueswatersoul.nNo ratings yet
- 1F+Lie, U.Rt El TT: Atsj,$T3Document10 pages1F+Lie, U.Rt El TT: Atsj,$T3watersoul.nNo ratings yet
- Spe - Uplc&ms-MsDocument14 pagesSpe - Uplc&ms-Mswatersoul.nNo ratings yet
- 13 MembranesDocument49 pages13 Membraneswatersoul.nNo ratings yet
- Math-Stats ReviewDocument15 pagesMath-Stats Reviewwatersoul.nNo ratings yet
- Determination of Phenolic EndocrineDocument13 pagesDetermination of Phenolic Endocrinewatersoul.nNo ratings yet
- Fin3 SdwaDocument34 pagesFin3 Sdwawatersoul.nNo ratings yet
- Chapter 3 - Work Energy and PowerDocument15 pagesChapter 3 - Work Energy and PowerRITCHIE LOU CAGULADANo ratings yet
- HTTPSWWW - Iskra.eufdocs6279motor Running Starting Capacitors - Pdfutm SourcecataloDocument26 pagesHTTPSWWW - Iskra.eufdocs6279motor Running Starting Capacitors - Pdfutm Sourcecataloederson muñante salazarNo ratings yet
- Solar MPPT Charge Controller User ManualDocument16 pagesSolar MPPT Charge Controller User ManualOswald MelvilleNo ratings yet
- Basic Electrical Engineering: BY R. Sivaprasad, Lecturer in Eee, SVGP TirupathiDocument29 pagesBasic Electrical Engineering: BY R. Sivaprasad, Lecturer in Eee, SVGP Tirupathirathina4careerNo ratings yet
- Y3 - Module 2 - Maintaining and Repairing Electric FanDocument45 pagesY3 - Module 2 - Maintaining and Repairing Electric FanAlberto A. FugenNo ratings yet
- Numerical Problems On HXs (LMTD Method)Document13 pagesNumerical Problems On HXs (LMTD Method)Ankur SachdevaNo ratings yet
- Smpvurules 2016slideshare 220226045313Document41 pagesSmpvurules 2016slideshare 220226045313Abhishek AgnihotriNo ratings yet
- CaseStudy GEOGRAPHY HL IBDocument6 pagesCaseStudy GEOGRAPHY HL IBaisha1999tbNo ratings yet
- Automotive Term PaperDocument4 pagesAutomotive Term Paperafdtveepo100% (1)
- TM 55-1520-210-23-3Document762 pagesTM 55-1520-210-23-3deniz taylanNo ratings yet
- IELTS Reading Mock TestDocument6 pagesIELTS Reading Mock Testavenueshe41No ratings yet
- Cambridge IGCSE (9-1) : PHYSICS 0972/41Document16 pagesCambridge IGCSE (9-1) : PHYSICS 0972/41dowanahamidNo ratings yet
- Thesis of Major Project Alpha Stirling Engine-1Document32 pagesThesis of Major Project Alpha Stirling Engine-1SakshiNo ratings yet
- Answer Key Cambridge English For EngineeringDocument6 pagesAnswer Key Cambridge English For Engineeringezerarc80No ratings yet
- Earth Science STEM Midterm ExaminationDocument2 pagesEarth Science STEM Midterm ExaminationLeslie Loren SilagonNo ratings yet
- Use and Maintenance Manual: Silent Electric Rotary Screw CompressorsDocument70 pagesUse and Maintenance Manual: Silent Electric Rotary Screw CompressorslivproNo ratings yet
- Sandvik De811 Spec SheetDocument1 pageSandvik De811 Spec SheetAhmed GhoneimNo ratings yet
- Jeepney PhaseoutDocument3 pagesJeepney PhaseoutJericho CarabidoNo ratings yet
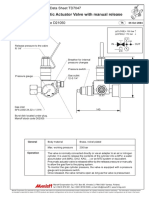
- Pneumatic Actuator Valve With Manual Release: Hi-FogDocument1 pagePneumatic Actuator Valve With Manual Release: Hi-FogGutsavoNo ratings yet
- So You've Got A Bendix Pressure Carburetor.... : Some Interesting NotesDocument2 pagesSo You've Got A Bendix Pressure Carburetor.... : Some Interesting NotescarlNo ratings yet
- HK-100 KSMBDocument20 pagesHK-100 KSMBMimih NunungNo ratings yet
- Products and solution-VFDDocument58 pagesProducts and solution-VFDAneka Teknik SolusindoNo ratings yet
- 5D... - Light Language Lightcodes and Sacred Geometry Activations. - ФејсбукDocument3 pages5D... - Light Language Lightcodes and Sacred Geometry Activations. - Фејсбукgs810694No ratings yet
- ENTROPY1Document43 pagesENTROPY1Sudeep magarNo ratings yet
- Data Sheet US - S6D630AM0101 KM201575Document5 pagesData Sheet US - S6D630AM0101 KM201575VĩnhNo ratings yet
- Continuous ReactorDocument36 pagesContinuous ReactorDehison Guerrero PurisNo ratings yet
- Annexure - C (Technical BOM)Document5 pagesAnnexure - C (Technical BOM)Darshit VyasNo ratings yet
- 07TEY CatalogDocument4 pages07TEY CatalogMr Au PlusNo ratings yet
- Mechanical SpringDocument49 pagesMechanical SpringYeamlak SisayNo ratings yet