Download as pdf or txt
You might also like
- E.D Lab Report 1Document15 pagesE.D Lab Report 1Akif ZamanNo ratings yet
- 2.2 Question Bank MCQ SemiconductorsDocument5 pages2.2 Question Bank MCQ SemiconductorsPrathamesh Nawale100% (2)
- Lab Report 227Document24 pagesLab Report 227lolaNo ratings yet
- Lecture 22 Thinfilm Deposition-Sputteringr 9 PDFDocument6 pagesLecture 22 Thinfilm Deposition-Sputteringr 9 PDFu11ee079No ratings yet
- 2017 Thin Film GrowthDocument70 pages2017 Thin Film GrowthPankaj Kumar100% (1)
- EpitaxyDocument45 pagesEpitaxyDip PaulNo ratings yet
- Chapter 9 Thin Film Deposition - IIDocument35 pagesChapter 9 Thin Film Deposition - IIFahmi Alfian SyahNo ratings yet
- Basics of Vaccume and SputtringDocument87 pagesBasics of Vaccume and SputtringlavNo ratings yet
- 반도체 용어사전Document23 pages반도체 용어사전하종인(korean)No ratings yet
- Semiconductor ProcessDocument39 pagesSemiconductor Processgajendra_kNo ratings yet
- DR Nadeem Sabir 2Document88 pagesDR Nadeem Sabir 2Muhammad RizwanNo ratings yet
- Thin Film DepositionDocument42 pagesThin Film DepositionNguyên Đỗ DuyNo ratings yet
- 9.thin Film Deposition2 - PVDDocument27 pages9.thin Film Deposition2 - PVDVíctor Osuna SuárezNo ratings yet
- Groovy ICP ETCHER SST G Vinogradov - Apr05Document7 pagesGroovy ICP ETCHER SST G Vinogradov - Apr05Peter-sagami100% (1)
- Filtered Cathodic Arc DepositionDocument3 pagesFiltered Cathodic Arc DepositionAbhigyan OjhaNo ratings yet
- Introduction To VLSI Design: Naveen Bhat, Teaching Assistant Karnatak University, DharwadDocument17 pagesIntroduction To VLSI Design: Naveen Bhat, Teaching Assistant Karnatak University, DharwadNaveen BhatNo ratings yet
- Applied Surface Science: M. Hassan, A. Qayyum, S. Ahmad, S. Mahmood, M. Shafiq, M. Zakaullah, P. Lee, R.S. RawatDocument9 pagesApplied Surface Science: M. Hassan, A. Qayyum, S. Ahmad, S. Mahmood, M. Shafiq, M. Zakaullah, P. Lee, R.S. RawatnorbertNo ratings yet
- Chapter 9 Thin Film Deposition - I - Karthik CVDDocument29 pagesChapter 9 Thin Film Deposition - I - Karthik CVDSanthosh ManoharanNo ratings yet
- Deposition of Metal Chalcogenide Thin Films by SILAR PDFDocument27 pagesDeposition of Metal Chalcogenide Thin Films by SILAR PDFBommineediLakshmanKumarNo ratings yet
- Lecture 2 NTDocument46 pagesLecture 2 NTMuhammad ImranNo ratings yet
- Thermal Evaporation Sputtering Ion-PlatingDocument34 pagesThermal Evaporation Sputtering Ion-PlatingRupesh KannanNo ratings yet
- Chapter 9 Thin Film Deposition - IDocument42 pagesChapter 9 Thin Film Deposition - IQuốc ThắngNo ratings yet
- Dasar Design CMOS TransistorDocument49 pagesDasar Design CMOS Transistormaqbulloh darojatiNo ratings yet
- Deposition & Planarization: EE 311 Notes Prof SaraswatDocument28 pagesDeposition & Planarization: EE 311 Notes Prof SaraswatRIZA MELİH KÖKSALLINo ratings yet
- Properties of Lithium Phosphorus Oxynitride (Lipon) For 3D Solid-State Lithium BatteriesDocument9 pagesProperties of Lithium Phosphorus Oxynitride (Lipon) For 3D Solid-State Lithium BatteriesAkhilaNo ratings yet
- EpitaxyDocument45 pagesEpitaxySougoto DasNo ratings yet
- Solar Cells IBCDocument6 pagesSolar Cells IBCYaroslav VainshteinNo ratings yet
- Chapter 9 Thin Film DepositionDocument42 pagesChapter 9 Thin Film DepositionMayank MahajanNo ratings yet
- Chapter 2: Thin Film Deposition: 2.4.1 Base VacuumDocument20 pagesChapter 2: Thin Film Deposition: 2.4.1 Base VacuumpalakshiNo ratings yet
- Thin Film Deposition - Thermal and E-Bean EvaporationDocument96 pagesThin Film Deposition - Thermal and E-Bean EvaporationAnurag KumarNo ratings yet
- Bulk Micromachining For MicrosystemsDocument44 pagesBulk Micromachining For MicrosystemsSai Lavanya VedhanabhatlaNo ratings yet
- 3-Thin Film Deposition PDFDocument5 pages3-Thin Film Deposition PDFAtul SharmaNo ratings yet
- MAE 536 Micro/Nano Electromechanical Systems: Yong Zhu Lecture 10 - Surface MicromachiningDocument48 pagesMAE 536 Micro/Nano Electromechanical Systems: Yong Zhu Lecture 10 - Surface MicromachiningAnonymous 8kdwhwUNo ratings yet
- SPR BadiaDocument49 pagesSPR BadiaLeivaNo ratings yet
- Nanomaterials: Fabrication: 4.1 GoalsDocument8 pagesNanomaterials: Fabrication: 4.1 Goals09gamb4005No ratings yet
- CMOS/Processing TechnologyDocument15 pagesCMOS/Processing TechnologyYidnekachwe MekuriaNo ratings yet
- Superhydrophobic Structures Fabricates by Microstructuring of Stainless Steel Using A Femtosecond LaserDocument6 pagesSuperhydrophobic Structures Fabricates by Microstructuring of Stainless Steel Using A Femtosecond LaserharikaNo ratings yet
- Dr. Marc Madou, Winter 2011 UCI Class 6Document30 pagesDr. Marc Madou, Winter 2011 UCI Class 6nomi59No ratings yet
- Overview of Microfabrication Techniques: The Si RevolutionDocument36 pagesOverview of Microfabrication Techniques: The Si RevolutionShashank KakrechaNo ratings yet
- 3 Thin Film Deposition - IIDocument28 pages3 Thin Film Deposition - IIPhụng NguyễnNo ratings yet
- Pulsed Laser Deposition (PLD)Document32 pagesPulsed Laser Deposition (PLD)Mohit YadavNo ratings yet
- Review and PerspectiveDocument11 pagesReview and PerspectiveSandeep GaanNo ratings yet
- Thin Film Growth - MBE PDFDocument24 pagesThin Film Growth - MBE PDFnuemoonNo ratings yet
- Lecture 8Document149 pagesLecture 8laylaylinNo ratings yet
- Fundamentals of Electronic Device Fabrication - Week 2Document12 pagesFundamentals of Electronic Device Fabrication - Week 2sisir.pynda2018No ratings yet
- Introduction To Plasma ModuleDocument42 pagesIntroduction To Plasma ModuleRanjithPerumalNo ratings yet
- Fabrication Technology: - Planarising Cleaning - Deposition - Patterning Implantation HeatDocument40 pagesFabrication Technology: - Planarising Cleaning - Deposition - Patterning Implantation HeatRavi HosamaniNo ratings yet
- Chit SheetDocument16 pagesChit SheetJoydeep SahaNo ratings yet
- Assignment A1 001 A GIT0723Document14 pagesAssignment A1 001 A GIT0723Shafiq PanicKingNo ratings yet
- Physical Vapor DepositionDocument30 pagesPhysical Vapor DepositionUgur SenNo ratings yet
- J.Wu - Compositionally Graded Bismuth Ferrite Thin FilmsDocument5 pagesJ.Wu - Compositionally Graded Bismuth Ferrite Thin FilmsFreudensteinitzNo ratings yet
- SaaDocument41 pagesSaaAbdur RahmanNo ratings yet
- PP UNIT 4 PVD CVD EditedDocument51 pagesPP UNIT 4 PVD CVD EditedRAHUL RAJNo ratings yet
- Intro To 2d PhysicsDocument66 pagesIntro To 2d PhysicsabdoNo ratings yet
- Sputtering 1Document64 pagesSputtering 1.. ..No ratings yet
- COMSOL-Based Numerical Analysis of The Electric Field in PFM (Physics)Document8 pagesCOMSOL-Based Numerical Analysis of The Electric Field in PFM (Physics)carlos andres rosero zambranoNo ratings yet
- Role of The Cesium Antimonide Layer in The Na 2 Ksb/Cs 3 SB PhotocathodeDocument7 pagesRole of The Cesium Antimonide Layer in The Na 2 Ksb/Cs 3 SB PhotocathodeDayti JuniorNo ratings yet
- VLSI Unit 2 Technology - SDocument52 pagesVLSI Unit 2 Technology - SIndrajeet GautamNo ratings yet
- Study of The Surface Texture of MagnetronDocument8 pagesStudy of The Surface Texture of MagnetronIJRASETPublicationsNo ratings yet
- Introduction To Microelectronic Fabrication: by Richard C. JaegerDocument31 pagesIntroduction To Microelectronic Fabrication: by Richard C. Jaegersyawal75No ratings yet
- Electron Paramagnetic Resonance in Modern Carbon-Based NanomaterialsFrom EverandElectron Paramagnetic Resonance in Modern Carbon-Based NanomaterialsNo ratings yet
- Lec. 12Document10 pagesLec. 12watersoul.nNo ratings yet
- 3 8Document39 pages3 8watersoul.nNo ratings yet
- 3Document11 pages3watersoul.nNo ratings yet
- The Filter Aid Forms A Fine Surface Deposit That Screens Out All Solids Preventing Them From Contacting and Plugging The Supporting Filter MediumDocument18 pagesThe Filter Aid Forms A Fine Surface Deposit That Screens Out All Solids Preventing Them From Contacting and Plugging The Supporting Filter Mediumwatersoul.nNo ratings yet
- Sierra ManualDocument11 pagesSierra Manualwatersoul.nNo ratings yet
- Heat Treatment 9Document10 pagesHeat Treatment 9watersoul.nNo ratings yet
- Pontofocal Textos Regulamentos SAU 59Document17 pagesPontofocal Textos Regulamentos SAU 59watersoul.nNo ratings yet
- 1F+Lie, U.Rt El TT: Atsj,$T3Document10 pages1F+Lie, U.Rt El TT: Atsj,$T3watersoul.nNo ratings yet
- Torsion of Circular ShaftDocument15 pagesTorsion of Circular Shaftwatersoul.nNo ratings yet
- 1-Introduction 1Document27 pages1-Introduction 1watersoul.nNo ratings yet
- 40100029Document22 pages40100029watersoul.nNo ratings yet
- Modeling, Control, and Dynamic Performance Analysis of A Reverse Osmosis Desalination Plant Integrated Within Hybrid Energy SystemsDocument41 pagesModeling, Control, and Dynamic Performance Analysis of A Reverse Osmosis Desalination Plant Integrated Within Hybrid Energy Systemswatersoul.nNo ratings yet
- 14166Document21 pages14166watersoul.nNo ratings yet
- 28785Document13 pages28785watersoul.nNo ratings yet
- Removal of Pharmaceuticals From Wastewater by Biological ProcessesDocument9 pagesRemoval of Pharmaceuticals From Wastewater by Biological Processeswatersoul.nNo ratings yet
- Wastewater Treatment of Khanssa Hospital by Using Some Types of MudsDocument11 pagesWastewater Treatment of Khanssa Hospital by Using Some Types of Mudswatersoul.nNo ratings yet
- Math-Stats ReviewDocument15 pagesMath-Stats Reviewwatersoul.nNo ratings yet
- 54484Document11 pages54484watersoul.nNo ratings yet
- Spe - Uplc&ms-MsDocument14 pagesSpe - Uplc&ms-Mswatersoul.nNo ratings yet
- Using Liquid Chromatography-Ion Trap Mass Spectrometry To Determine Pharmaceutical ResiduesDocument7 pagesUsing Liquid Chromatography-Ion Trap Mass Spectrometry To Determine Pharmaceutical Residueswatersoul.nNo ratings yet
- Determination of Phenolic EndocrineDocument13 pagesDetermination of Phenolic Endocrinewatersoul.nNo ratings yet
- Fin3 SdwaDocument34 pagesFin3 Sdwawatersoul.nNo ratings yet
- The LectureDocument67 pagesThe Lecturewatersoul.nNo ratings yet
- 13 MembranesDocument49 pages13 Membraneswatersoul.nNo ratings yet
- 8 Solid State Physics SuperconductivityDocument24 pages8 Solid State Physics SuperconductivityChop DownNo ratings yet
- Solar CellDocument127 pagesSolar CellSunil Pandey100% (3)
- Physical Handout NotesDocument121 pagesPhysical Handout NotesJimmy MachariaNo ratings yet
- Chapter 5 Fabrication of Microelectronic DevicesDocument35 pagesChapter 5 Fabrication of Microelectronic Devicesmuhamadsaidi60% (5)
- Electronic Devices and Circuit (Venus)Document79 pagesElectronic Devices and Circuit (Venus)pulkitdwivedi123No ratings yet
- Introduction To Micro/Nano ElectronicsDocument51 pagesIntroduction To Micro/Nano ElectronicsLIAKMANNo ratings yet
- VLSI Design Lecture NotesDocument117 pagesVLSI Design Lecture NotesRaji SharmiNo ratings yet
- STPM Physics Chapter 14 Electric CurrentDocument1 pageSTPM Physics Chapter 14 Electric CurrentChris LauNo ratings yet
- Chapterwise Board QuestionsDocument11 pagesChapterwise Board QuestionsMirza SabeelNo ratings yet
- Electronic Devices 9th EditionDocument15 pagesElectronic Devices 9th EditionJoshua GaldonezNo ratings yet
- Chapter 1 - Intro To ElectroDocument46 pagesChapter 1 - Intro To ElectroCraigNo ratings yet
- Lecture-2 SlidesDocument67 pagesLecture-2 Slidestanisha guptaNo ratings yet
- PN Junction Diode SaveDocument12 pagesPN Junction Diode SaveFaiz unnisaNo ratings yet
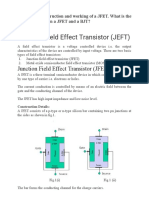
- Construction and Working of A JFETDocument6 pagesConstruction and Working of A JFETSatish Mali100% (1)
- ASSIGNMENT 2 (Subjective) Carrier TransportDocument3 pagesASSIGNMENT 2 (Subjective) Carrier TransportAniket SinghNo ratings yet
- Chemistry Reviewer 1.0 (1-197)Document35 pagesChemistry Reviewer 1.0 (1-197)Judy Anne Mae Del RosarioNo ratings yet
- HewlettPackard OptoelectronicsApplicationsManualOCRDocument292 pagesHewlettPackard OptoelectronicsApplicationsManualOCRAbraham JyothimonNo ratings yet
- Summary of QuestionsDocument31 pagesSummary of QuestionsMacLife AlexNo ratings yet
- Semiconductor MaterialDocument55 pagesSemiconductor MaterialAiman NabihahNo ratings yet
- Next:: 5.2.2 Process Discussion 5.2 Bicmos Process Technology 5.2 Bicmos Process TechnologyDocument8 pagesNext:: 5.2.2 Process Discussion 5.2 Bicmos Process Technology 5.2 Bicmos Process TechnologysirapuNo ratings yet
- Module 4 Class NoteDocument7 pagesModule 4 Class NoteShisir ishaqNo ratings yet
- Attachment Circular 2023081115025923 Ic 001Document9 pagesAttachment Circular 2023081115025923 Ic 001shivam.cs667No ratings yet
- VlsiDocument16 pagesVlsiVishnu Vijay SNo ratings yet
- EDC - Sanfoundry 1Document13 pagesEDC - Sanfoundry 1shailiayushNo ratings yet
- Electronics PDFDocument165 pagesElectronics PDF3334333No ratings yet
- Unit I SEMICONDUCTOR THEORYDocument12 pagesUnit I SEMICONDUCTOR THEORYAleeshaNo ratings yet