
Weld-Overlay - Cladding - Solutions - 2017 - EN
Weld-Overlay - Cladding - Solutions - 2017 - EN
You might also like
- ISO TR 10358-1993 ScanDocument54 pagesISO TR 10358-1993 ScanbaladiroyaNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Material Group User ManualDocument12 pagesMaterial Group User ManualShubit RakshitNo ratings yet
- System Manager 7.4 User GuideDocument158 pagesSystem Manager 7.4 User GuidemasterboloNo ratings yet
- New - Vargus SpotlightDocument6 pagesNew - Vargus SpotlightDedik HandokoNo ratings yet
- All Position Oxy-Fuel Cutting Machine: Features and BenefitsDocument5 pagesAll Position Oxy-Fuel Cutting Machine: Features and BenefitsDuctoanNo ratings yet
- Catalog Lede Groove FitingDocument72 pagesCatalog Lede Groove FitingMARTIN ANDRADENo ratings yet
- Prospekt Biegemaschinen 2012 Web PDFDocument16 pagesProspekt Biegemaschinen 2012 Web PDFBoopathi RajuNo ratings yet
- Tools For Aluminium Composite PanelsDocument4 pagesTools For Aluminium Composite PanelsQuoc HaNo ratings yet
- 5SY42027 Datasheet enDocument4 pages5SY42027 Datasheet enLucas GiacomelliNo ratings yet
- 5SY41167 Datasheet enDocument6 pages5SY41167 Datasheet enLucas GiacomelliNo ratings yet
- 05a - MSM 86 - e PDFDocument2 pages05a - MSM 86 - e PDFMuhammad Nur CahyadiNo ratings yet
- Catalogo-Acoplamientos-comintec (2020!10!29 01-14-44 UTC)Document56 pagesCatalogo-Acoplamientos-comintec (2020!10!29 01-14-44 UTC)Luis Moyuano EscalonaNo ratings yet
- 5SY45166 Datasheet enDocument6 pages5SY45166 Datasheet enkhalid belabedNo ratings yet
- Product Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMDocument4 pagesProduct Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMZallesNo ratings yet
- Product Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMDocument4 pagesProduct Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMZallesNo ratings yet
- 5SY42067 Datasheet enDocument6 pages5SY42067 Datasheet enLucas GiacomelliNo ratings yet
- Guide Narrow-Gap Handbook EN LR PDFDocument56 pagesGuide Narrow-Gap Handbook EN LR PDFRavishankar100% (1)
- 5SY41107 Datasheet enDocument6 pages5SY41107 Datasheet enLucas GiacomelliNo ratings yet
- Micro Switch™ Limit Switches Line Guide: FeaturesDocument6 pagesMicro Switch™ Limit Switches Line Guide: FeaturesAndika SNo ratings yet
- Aeg Catalogue 2018 Emea WebDocument128 pagesAeg Catalogue 2018 Emea WebAli AlasadyNo ratings yet
- TPS 4000 5000Document16 pagesTPS 4000 5000MohamedAbdelkaderNo ratings yet
- 5SY41047 Datasheet enDocument6 pages5SY41047 Datasheet enLucas GiacomelliNo ratings yet
- 250-KYOWA SF CatalogDocument23 pages250-KYOWA SF Catalogadi nugrohoNo ratings yet
- Micro Switch™ Limit Switches Line Guide: FeaturesDocument6 pagesMicro Switch™ Limit Switches Line Guide: FeaturesAlexanderNo ratings yet
- 30-06-2022-1656588707-6-.-8. Engg - A Semi Automatic Robotic Welding SystemDocument14 pages30-06-2022-1656588707-6-.-8. Engg - A Semi Automatic Robotic Welding SystemImpact JournalsNo ratings yet
- Coromill® Plura Gannet For Hrsa: Optimized Solid End Mill For Plunging in HrsaDocument4 pagesCoromill® Plura Gannet For Hrsa: Optimized Solid End Mill For Plunging in HrsaazharzebNo ratings yet
- 5SY43327 Datasheet enDocument6 pages5SY43327 Datasheet enLucas GiacomelliNo ratings yet
- Montabert Silver Clip RangeDocument6 pagesMontabert Silver Clip RangeGeorge Kwamina AnamanNo ratings yet
- Comet GB PDFDocument16 pagesComet GB PDFPelitamaju MsNo ratings yet
- Series: Ultra High Performance Vertical Machining CenterDocument20 pagesSeries: Ultra High Performance Vertical Machining Centerwataneta valveNo ratings yet
- Product Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMDocument4 pagesProduct Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMZallesNo ratings yet
- Product Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMDocument4 pagesProduct Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMZallesNo ratings yet
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghNo ratings yet
- MCB - 5sy5102-7Document6 pagesMCB - 5sy5102-7ThinhNo ratings yet
- Groove-Turn Tools PDFDocument413 pagesGroove-Turn Tools PDFbrusilicaNo ratings yet
- 5SP44807 Datasheet enDocument4 pages5SP44807 Datasheet enSon Go HanNo ratings yet
- Orbital Welding Power SupplyDocument108 pagesOrbital Welding Power SupplyChadwick ForexNo ratings yet
- Hom Drillteqv - 500 2022 enDocument20 pagesHom Drillteqv - 500 2022 encharmeduboisNo ratings yet
- Operator's Manual: Read CarefullyDocument20 pagesOperator's Manual: Read CarefullyАлександар ТрајчевскиNo ratings yet
- Install PlusV9Document16 pagesInstall PlusV9Ben ZithaNo ratings yet
- 07 3 - CouplerDocument8 pages07 3 - CouplernahidNo ratings yet
- Te Connectivity Application Tooling Product Line CardDocument12 pagesTe Connectivity Application Tooling Product Line CardMohsen sahNo ratings yet
- ComInTec Coupling CatalogueDocument56 pagesComInTec Coupling CatalogueDiego Ramirez VelaNo ratings yet
- Cut-Off Wheels For Stationary Applications: CatalogueDocument20 pagesCut-Off Wheels For Stationary Applications: CatalogueСтоян МитевNo ratings yet
- Assesment bct554 Draft PDFDocument14 pagesAssesment bct554 Draft PDFsharifah atiqahNo ratings yet
- Assesment bct554 DraftDocument14 pagesAssesment bct554 Draftsharifah atiqahNo ratings yet
- Sps Siot Micro Switch NGC Limit Switch Datasheet 002409 10 en Ciid 158431Document11 pagesSps Siot Micro Switch NGC Limit Switch Datasheet 002409 10 en Ciid 158431Sasi DharanNo ratings yet
- 5SY42107_datasheet_enDocument6 pages5SY42107_datasheet_enMuhamad YasrinNo ratings yet
- RDRILLA DiBADVPlus (E) 02aDocument16 pagesRDRILLA DiBADVPlus (E) 02angoccuongckNo ratings yet
- RS PRO Rotary Encoders: FeaturesDocument6 pagesRS PRO Rotary Encoders: FeaturesMuhammad Ahsan SaleemNo ratings yet
- GENERAL CATALOGUE VABW 2019 2020 EN RDDocument140 pagesGENERAL CATALOGUE VABW 2019 2020 EN RDdawit aregayNo ratings yet
- Quality Control Device For Paint and Coatings: Universal Automatic Scratch and Cross Hatch CutterDocument4 pagesQuality Control Device For Paint and Coatings: Universal Automatic Scratch and Cross Hatch CutterAdnel ZelicNo ratings yet
- 5SU93561KK10 Datasheet enDocument4 pages5SU93561KK10 Datasheet enpurwanto liemNo ratings yet
- D 71 C 69 B 1Document38 pagesD 71 C 69 B 1vincentzhu1001No ratings yet
- 06 RaddrizzatrameKombi ENDocument2 pages06 RaddrizzatrameKombi ENBahaudinNo ratings yet
- 5SY62047 Datasheet en PDFDocument3 pages5SY62047 Datasheet en PDFPrabhavathi RamasamyNo ratings yet
- 5SL41047 Datasheet enDocument5 pages5SL41047 Datasheet enkavireeshgh_007No ratings yet
- 05 LimitSwitchDocument124 pages05 LimitSwitchcocacolapepsi100% (1)
- Well HandyDocument6 pagesWell HandymtonellyNo ratings yet
- Alfra Catalogue 21 CuttingDocument41 pagesAlfra Catalogue 21 CuttingMartín LópezNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- AG Gauge Valves AEDocument51 pagesAG Gauge Valves AEbaladiroyaNo ratings yet
- All Steel Unibody Valve: Bulletin No. 84-00C For Use As Gauge ValveDocument2 pagesAll Steel Unibody Valve: Bulletin No. 84-00C For Use As Gauge ValvebaladiroyaNo ratings yet
- DIN 797 Fund BoltDocument1 pageDIN 797 Fund BoltbaladiroyaNo ratings yet
- DIN 3570 Strap (U-Bolt)Document2 pagesDIN 3570 Strap (U-Bolt)baladiroyaNo ratings yet
- AISI 1213 Carbon Steel Plate, AISI 1213 Sheet, AISI 1213 Flat Bar, AISI 1213 Round Bar, AISI 1213 SuppliersDocument2 pagesAISI 1213 Carbon Steel Plate, AISI 1213 Sheet, AISI 1213 Flat Bar, AISI 1213 Round Bar, AISI 1213 SuppliersbaladiroyaNo ratings yet
- Stainless Steel 316, 316L, 316H Grade Data SheetDocument3 pagesStainless Steel 316, 316L, 316H Grade Data SheetbaladiroyaNo ratings yet
- Astm A487 4 (A)Document1 pageAstm A487 4 (A)baladiroyaNo ratings yet
- Epoxy GlassflakeDocument2 pagesEpoxy GlassflakebaladiroyaNo ratings yet
- Hardness Conversion TableDocument1 pageHardness Conversion TablebaladiroyaNo ratings yet
- Perimer Red Iron Oxide EpoxyDocument2 pagesPerimer Red Iron Oxide EpoxybaladiroyaNo ratings yet
- DIN 1662 HexBoltFlngDocument11 pagesDIN 1662 HexBoltFlngbaladiroyaNo ratings yet
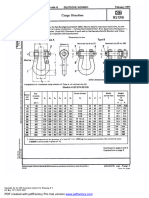
- DIN 82016 Cargo ShacklesDocument3 pagesDIN 82016 Cargo ShacklesbaladiroyaNo ratings yet
- DIN 7157 - Fit TolerancesDocument5 pagesDIN 7157 - Fit TolerancesbaladiroyaNo ratings yet
- DIN 609 Hex Fit BoltDocument10 pagesDIN 609 Hex Fit BoltbaladiroyaNo ratings yet
- XPPHCDocument14 pagesXPPHCbaladiroyaNo ratings yet
- DIN 3771-1 (O'ring)Document27 pagesDIN 3771-1 (O'ring)baladiroyaNo ratings yet
- Astm E165-NdtDocument20 pagesAstm E165-NdtbaladiroyaNo ratings yet
- Groove DimensionsDocument2 pagesGroove DimensionsbaladiroyaNo ratings yet
- Table-1-ASME-B36.10M-2015-pip ScheduleDocument18 pagesTable-1-ASME-B36.10M-2015-pip SchedulebaladiroyaNo ratings yet
- Terastandard - Bsi Bs Iso 5597 267Document26 pagesTerastandard - Bsi Bs Iso 5597 267baladiroyaNo ratings yet
- National O Ring Catalogue 1Document36 pagesNational O Ring Catalogue 1baladiroyaNo ratings yet
- As568 Standard Size o RingsDocument6 pagesAs568 Standard Size o RingsbaladiroyaNo ratings yet
- Catalog Spring Energized SealsDocument13 pagesCatalog Spring Energized SealsbaladiroyaNo ratings yet
- Augusto 2012Document13 pagesAugusto 2012baladiroyaNo ratings yet
- CP CPKDocument3 pagesCP CPKanmol6237100% (1)
- PythonTutorial KosmikDocument208 pagesPythonTutorial KosmikkkkNo ratings yet
- Candidate Orientation HSSC (n2)Document5 pagesCandidate Orientation HSSC (n2)Dharmavir SinghNo ratings yet
- How To Fix The Dyson DC-01Document2 pagesHow To Fix The Dyson DC-01chipblownNo ratings yet
- Linear Equations Inequalities and ApplicationsDocument37 pagesLinear Equations Inequalities and ApplicationsCelina CastroNo ratings yet
- GBSS13.0 Troubleshooting Guide (02) (PDF) - enDocument381 pagesGBSS13.0 Troubleshooting Guide (02) (PDF) - enBenjie AlmasaNo ratings yet
- A VueJS Cheatsheet For Developers by LearnVue - Co - LearnVue-Vue-3-CheatsheetDocument4 pagesA VueJS Cheatsheet For Developers by LearnVue - Co - LearnVue-Vue-3-Cheatsheetjosuè100% (1)
- AVO MeasurementDocument30 pagesAVO MeasurementMaron EstebanNo ratings yet
- Equivalence CheckingDocument22 pagesEquivalence CheckingINGALE PRATAP ASHOKNo ratings yet
- C++ Lab AssignmentDocument13 pagesC++ Lab AssignmentBig BroNo ratings yet
- Transformer Protection Application GuideDocument33 pagesTransformer Protection Application GuideDulon40100% (2)
- Ibe Steve Godspower 0071436323 20221018071544Document102 pagesIbe Steve Godspower 0071436323 20221018071544IK Steve ChinedumNo ratings yet
- 20mu14 PDFDocument24 pages20mu14 PDFOmar Cuellar BNo ratings yet
- Fog Computing: Technical SeminarDocument17 pagesFog Computing: Technical Seminarnaman jaiswalNo ratings yet
- A Descriptive Study On Decisional Factors Affecting Buying Behaviour of Ott Platform CustomersDocument20 pagesA Descriptive Study On Decisional Factors Affecting Buying Behaviour of Ott Platform CustomersRockstarNo ratings yet
- Received With Thanks ' 4,452.42 Through Payment Gateway Over The Internet FromDocument2 pagesReceived With Thanks ' 4,452.42 Through Payment Gateway Over The Internet FromGourav AryaNo ratings yet
- Siminar SajaDocument29 pagesSiminar SajaMarwan CompNo ratings yet
- Pengaruh Self Esteem Dan Pola Asuh Orang Tua Terhadap Perilaku Cyberbullying Siswa Man 1 TangerangDocument76 pagesPengaruh Self Esteem Dan Pola Asuh Orang Tua Terhadap Perilaku Cyberbullying Siswa Man 1 TangerangInggrit DiazNo ratings yet
- EEmbedment Depth For Utility Services Poles According To Australian Standard 4676mbedment Depth For Utility Services Poles According To Australian Standard 4676 The Structural Engineer's CornerDocument8 pagesEEmbedment Depth For Utility Services Poles According To Australian Standard 4676mbedment Depth For Utility Services Poles According To Australian Standard 4676 The Structural Engineer's CornerJNo ratings yet
- CV AinniDocument3 pagesCV AinniAndreNo ratings yet
- Smart Pill DispenserDocument4 pagesSmart Pill DispenserRegine OmboyNo ratings yet
- Transfer Chute DesignDocument7 pagesTransfer Chute Designmas26amin3465No ratings yet
- Castlegar/Slocan Valley Pennywise May 8, 2018Document40 pagesCastlegar/Slocan Valley Pennywise May 8, 2018Pennywise PublishingNo ratings yet
- Time Table 3 PDFDocument5 pagesTime Table 3 PDFShubham SinghNo ratings yet
- Final Exam in ITPF01Document2 pagesFinal Exam in ITPF01Alvin Sy EnricoNo ratings yet
- Internet Security Suite User Guide: Anti-Virus & Content SecurityDocument319 pagesInternet Security Suite User Guide: Anti-Virus & Content SecurityJoseMiguelRodriguezGonzalezNo ratings yet
- KPI ExportDocument153 pagesKPI ExportnandijNo ratings yet
- Automata Chapter 3 Regular Expression PDFDocument3 pagesAutomata Chapter 3 Regular Expression PDFNabeel Ahmed0% (1)

















































































































Download as pdf or txt
You might also like
- ISO TR 10358-1993 ScanDocument54 pagesISO TR 10358-1993 ScanbaladiroyaNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Material Group User ManualDocument12 pagesMaterial Group User ManualShubit RakshitNo ratings yet
- System Manager 7.4 User GuideDocument158 pagesSystem Manager 7.4 User GuidemasterboloNo ratings yet
- New - Vargus SpotlightDocument6 pagesNew - Vargus SpotlightDedik HandokoNo ratings yet
- All Position Oxy-Fuel Cutting Machine: Features and BenefitsDocument5 pagesAll Position Oxy-Fuel Cutting Machine: Features and BenefitsDuctoanNo ratings yet
- Catalog Lede Groove FitingDocument72 pagesCatalog Lede Groove FitingMARTIN ANDRADENo ratings yet
- Prospekt Biegemaschinen 2012 Web PDFDocument16 pagesProspekt Biegemaschinen 2012 Web PDFBoopathi RajuNo ratings yet
- Tools For Aluminium Composite PanelsDocument4 pagesTools For Aluminium Composite PanelsQuoc HaNo ratings yet
- 5SY42027 Datasheet enDocument4 pages5SY42027 Datasheet enLucas GiacomelliNo ratings yet
- 5SY41167 Datasheet enDocument6 pages5SY41167 Datasheet enLucas GiacomelliNo ratings yet
- 05a - MSM 86 - e PDFDocument2 pages05a - MSM 86 - e PDFMuhammad Nur CahyadiNo ratings yet
- Catalogo-Acoplamientos-comintec (2020!10!29 01-14-44 UTC)Document56 pagesCatalogo-Acoplamientos-comintec (2020!10!29 01-14-44 UTC)Luis Moyuano EscalonaNo ratings yet
- 5SY45166 Datasheet enDocument6 pages5SY45166 Datasheet enkhalid belabedNo ratings yet
- Product Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMDocument4 pagesProduct Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMZallesNo ratings yet
- Product Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMDocument4 pagesProduct Data Sheet 5SY4516-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 16A, D 70MMZallesNo ratings yet
- 5SY42067 Datasheet enDocument6 pages5SY42067 Datasheet enLucas GiacomelliNo ratings yet
- Guide Narrow-Gap Handbook EN LR PDFDocument56 pagesGuide Narrow-Gap Handbook EN LR PDFRavishankar100% (1)
- 5SY41107 Datasheet enDocument6 pages5SY41107 Datasheet enLucas GiacomelliNo ratings yet
- Micro Switch™ Limit Switches Line Guide: FeaturesDocument6 pagesMicro Switch™ Limit Switches Line Guide: FeaturesAndika SNo ratings yet
- Aeg Catalogue 2018 Emea WebDocument128 pagesAeg Catalogue 2018 Emea WebAli AlasadyNo ratings yet
- TPS 4000 5000Document16 pagesTPS 4000 5000MohamedAbdelkaderNo ratings yet
- 5SY41047 Datasheet enDocument6 pages5SY41047 Datasheet enLucas GiacomelliNo ratings yet
- 250-KYOWA SF CatalogDocument23 pages250-KYOWA SF Catalogadi nugrohoNo ratings yet
- Micro Switch™ Limit Switches Line Guide: FeaturesDocument6 pagesMicro Switch™ Limit Switches Line Guide: FeaturesAlexanderNo ratings yet
- 30-06-2022-1656588707-6-.-8. Engg - A Semi Automatic Robotic Welding SystemDocument14 pages30-06-2022-1656588707-6-.-8. Engg - A Semi Automatic Robotic Welding SystemImpact JournalsNo ratings yet
- Coromill® Plura Gannet For Hrsa: Optimized Solid End Mill For Plunging in HrsaDocument4 pagesCoromill® Plura Gannet For Hrsa: Optimized Solid End Mill For Plunging in HrsaazharzebNo ratings yet
- 5SY43327 Datasheet enDocument6 pages5SY43327 Datasheet enLucas GiacomelliNo ratings yet
- Montabert Silver Clip RangeDocument6 pagesMontabert Silver Clip RangeGeorge Kwamina AnamanNo ratings yet
- Comet GB PDFDocument16 pagesComet GB PDFPelitamaju MsNo ratings yet
- Series: Ultra High Performance Vertical Machining CenterDocument20 pagesSeries: Ultra High Performance Vertical Machining Centerwataneta valveNo ratings yet
- Product Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMDocument4 pagesProduct Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMZallesNo ratings yet
- Product Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMDocument4 pagesProduct Data Sheet 5SY4504-7: Circuit Breaker 230V 10ka, 1+N-Pole, C, 4A, D 70MMZallesNo ratings yet
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghNo ratings yet
- MCB - 5sy5102-7Document6 pagesMCB - 5sy5102-7ThinhNo ratings yet
- Groove-Turn Tools PDFDocument413 pagesGroove-Turn Tools PDFbrusilicaNo ratings yet
- 5SP44807 Datasheet enDocument4 pages5SP44807 Datasheet enSon Go HanNo ratings yet
- Orbital Welding Power SupplyDocument108 pagesOrbital Welding Power SupplyChadwick ForexNo ratings yet
- Hom Drillteqv - 500 2022 enDocument20 pagesHom Drillteqv - 500 2022 encharmeduboisNo ratings yet
- Operator's Manual: Read CarefullyDocument20 pagesOperator's Manual: Read CarefullyАлександар ТрајчевскиNo ratings yet
- Install PlusV9Document16 pagesInstall PlusV9Ben ZithaNo ratings yet
- 07 3 - CouplerDocument8 pages07 3 - CouplernahidNo ratings yet
- Te Connectivity Application Tooling Product Line CardDocument12 pagesTe Connectivity Application Tooling Product Line CardMohsen sahNo ratings yet
- ComInTec Coupling CatalogueDocument56 pagesComInTec Coupling CatalogueDiego Ramirez VelaNo ratings yet
- Cut-Off Wheels For Stationary Applications: CatalogueDocument20 pagesCut-Off Wheels For Stationary Applications: CatalogueСтоян МитевNo ratings yet
- Assesment bct554 Draft PDFDocument14 pagesAssesment bct554 Draft PDFsharifah atiqahNo ratings yet
- Assesment bct554 DraftDocument14 pagesAssesment bct554 Draftsharifah atiqahNo ratings yet
- Sps Siot Micro Switch NGC Limit Switch Datasheet 002409 10 en Ciid 158431Document11 pagesSps Siot Micro Switch NGC Limit Switch Datasheet 002409 10 en Ciid 158431Sasi DharanNo ratings yet
- 5SY42107_datasheet_enDocument6 pages5SY42107_datasheet_enMuhamad YasrinNo ratings yet
- RDRILLA DiBADVPlus (E) 02aDocument16 pagesRDRILLA DiBADVPlus (E) 02angoccuongckNo ratings yet
- RS PRO Rotary Encoders: FeaturesDocument6 pagesRS PRO Rotary Encoders: FeaturesMuhammad Ahsan SaleemNo ratings yet
- GENERAL CATALOGUE VABW 2019 2020 EN RDDocument140 pagesGENERAL CATALOGUE VABW 2019 2020 EN RDdawit aregayNo ratings yet
- Quality Control Device For Paint and Coatings: Universal Automatic Scratch and Cross Hatch CutterDocument4 pagesQuality Control Device For Paint and Coatings: Universal Automatic Scratch and Cross Hatch CutterAdnel ZelicNo ratings yet
- 5SU93561KK10 Datasheet enDocument4 pages5SU93561KK10 Datasheet enpurwanto liemNo ratings yet
- D 71 C 69 B 1Document38 pagesD 71 C 69 B 1vincentzhu1001No ratings yet
- 06 RaddrizzatrameKombi ENDocument2 pages06 RaddrizzatrameKombi ENBahaudinNo ratings yet
- 5SY62047 Datasheet en PDFDocument3 pages5SY62047 Datasheet en PDFPrabhavathi RamasamyNo ratings yet
- 5SL41047 Datasheet enDocument5 pages5SL41047 Datasheet enkavireeshgh_007No ratings yet
- 05 LimitSwitchDocument124 pages05 LimitSwitchcocacolapepsi100% (1)
- Well HandyDocument6 pagesWell HandymtonellyNo ratings yet
- Alfra Catalogue 21 CuttingDocument41 pagesAlfra Catalogue 21 CuttingMartín LópezNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- AG Gauge Valves AEDocument51 pagesAG Gauge Valves AEbaladiroyaNo ratings yet
- All Steel Unibody Valve: Bulletin No. 84-00C For Use As Gauge ValveDocument2 pagesAll Steel Unibody Valve: Bulletin No. 84-00C For Use As Gauge ValvebaladiroyaNo ratings yet
- DIN 797 Fund BoltDocument1 pageDIN 797 Fund BoltbaladiroyaNo ratings yet
- DIN 3570 Strap (U-Bolt)Document2 pagesDIN 3570 Strap (U-Bolt)baladiroyaNo ratings yet
- AISI 1213 Carbon Steel Plate, AISI 1213 Sheet, AISI 1213 Flat Bar, AISI 1213 Round Bar, AISI 1213 SuppliersDocument2 pagesAISI 1213 Carbon Steel Plate, AISI 1213 Sheet, AISI 1213 Flat Bar, AISI 1213 Round Bar, AISI 1213 SuppliersbaladiroyaNo ratings yet
- Stainless Steel 316, 316L, 316H Grade Data SheetDocument3 pagesStainless Steel 316, 316L, 316H Grade Data SheetbaladiroyaNo ratings yet
- Astm A487 4 (A)Document1 pageAstm A487 4 (A)baladiroyaNo ratings yet
- Epoxy GlassflakeDocument2 pagesEpoxy GlassflakebaladiroyaNo ratings yet
- Hardness Conversion TableDocument1 pageHardness Conversion TablebaladiroyaNo ratings yet
- Perimer Red Iron Oxide EpoxyDocument2 pagesPerimer Red Iron Oxide EpoxybaladiroyaNo ratings yet
- DIN 1662 HexBoltFlngDocument11 pagesDIN 1662 HexBoltFlngbaladiroyaNo ratings yet
- DIN 82016 Cargo ShacklesDocument3 pagesDIN 82016 Cargo ShacklesbaladiroyaNo ratings yet
- DIN 7157 - Fit TolerancesDocument5 pagesDIN 7157 - Fit TolerancesbaladiroyaNo ratings yet
- DIN 609 Hex Fit BoltDocument10 pagesDIN 609 Hex Fit BoltbaladiroyaNo ratings yet
- XPPHCDocument14 pagesXPPHCbaladiroyaNo ratings yet
- DIN 3771-1 (O'ring)Document27 pagesDIN 3771-1 (O'ring)baladiroyaNo ratings yet
- Astm E165-NdtDocument20 pagesAstm E165-NdtbaladiroyaNo ratings yet
- Groove DimensionsDocument2 pagesGroove DimensionsbaladiroyaNo ratings yet
- Table-1-ASME-B36.10M-2015-pip ScheduleDocument18 pagesTable-1-ASME-B36.10M-2015-pip SchedulebaladiroyaNo ratings yet
- Terastandard - Bsi Bs Iso 5597 267Document26 pagesTerastandard - Bsi Bs Iso 5597 267baladiroyaNo ratings yet
- National O Ring Catalogue 1Document36 pagesNational O Ring Catalogue 1baladiroyaNo ratings yet
- As568 Standard Size o RingsDocument6 pagesAs568 Standard Size o RingsbaladiroyaNo ratings yet
- Catalog Spring Energized SealsDocument13 pagesCatalog Spring Energized SealsbaladiroyaNo ratings yet
- Augusto 2012Document13 pagesAugusto 2012baladiroyaNo ratings yet
- CP CPKDocument3 pagesCP CPKanmol6237100% (1)
- PythonTutorial KosmikDocument208 pagesPythonTutorial KosmikkkkNo ratings yet
- Candidate Orientation HSSC (n2)Document5 pagesCandidate Orientation HSSC (n2)Dharmavir SinghNo ratings yet
- How To Fix The Dyson DC-01Document2 pagesHow To Fix The Dyson DC-01chipblownNo ratings yet
- Linear Equations Inequalities and ApplicationsDocument37 pagesLinear Equations Inequalities and ApplicationsCelina CastroNo ratings yet
- GBSS13.0 Troubleshooting Guide (02) (PDF) - enDocument381 pagesGBSS13.0 Troubleshooting Guide (02) (PDF) - enBenjie AlmasaNo ratings yet
- A VueJS Cheatsheet For Developers by LearnVue - Co - LearnVue-Vue-3-CheatsheetDocument4 pagesA VueJS Cheatsheet For Developers by LearnVue - Co - LearnVue-Vue-3-Cheatsheetjosuè100% (1)
- AVO MeasurementDocument30 pagesAVO MeasurementMaron EstebanNo ratings yet
- Equivalence CheckingDocument22 pagesEquivalence CheckingINGALE PRATAP ASHOKNo ratings yet
- C++ Lab AssignmentDocument13 pagesC++ Lab AssignmentBig BroNo ratings yet
- Transformer Protection Application GuideDocument33 pagesTransformer Protection Application GuideDulon40100% (2)
- Ibe Steve Godspower 0071436323 20221018071544Document102 pagesIbe Steve Godspower 0071436323 20221018071544IK Steve ChinedumNo ratings yet
- 20mu14 PDFDocument24 pages20mu14 PDFOmar Cuellar BNo ratings yet
- Fog Computing: Technical SeminarDocument17 pagesFog Computing: Technical Seminarnaman jaiswalNo ratings yet
- A Descriptive Study On Decisional Factors Affecting Buying Behaviour of Ott Platform CustomersDocument20 pagesA Descriptive Study On Decisional Factors Affecting Buying Behaviour of Ott Platform CustomersRockstarNo ratings yet
- Received With Thanks ' 4,452.42 Through Payment Gateway Over The Internet FromDocument2 pagesReceived With Thanks ' 4,452.42 Through Payment Gateway Over The Internet FromGourav AryaNo ratings yet
- Siminar SajaDocument29 pagesSiminar SajaMarwan CompNo ratings yet
- Pengaruh Self Esteem Dan Pola Asuh Orang Tua Terhadap Perilaku Cyberbullying Siswa Man 1 TangerangDocument76 pagesPengaruh Self Esteem Dan Pola Asuh Orang Tua Terhadap Perilaku Cyberbullying Siswa Man 1 TangerangInggrit DiazNo ratings yet
- EEmbedment Depth For Utility Services Poles According To Australian Standard 4676mbedment Depth For Utility Services Poles According To Australian Standard 4676 The Structural Engineer's CornerDocument8 pagesEEmbedment Depth For Utility Services Poles According To Australian Standard 4676mbedment Depth For Utility Services Poles According To Australian Standard 4676 The Structural Engineer's CornerJNo ratings yet
- CV AinniDocument3 pagesCV AinniAndreNo ratings yet
- Smart Pill DispenserDocument4 pagesSmart Pill DispenserRegine OmboyNo ratings yet
- Transfer Chute DesignDocument7 pagesTransfer Chute Designmas26amin3465No ratings yet
- Castlegar/Slocan Valley Pennywise May 8, 2018Document40 pagesCastlegar/Slocan Valley Pennywise May 8, 2018Pennywise PublishingNo ratings yet
- Time Table 3 PDFDocument5 pagesTime Table 3 PDFShubham SinghNo ratings yet
- Final Exam in ITPF01Document2 pagesFinal Exam in ITPF01Alvin Sy EnricoNo ratings yet
- Internet Security Suite User Guide: Anti-Virus & Content SecurityDocument319 pagesInternet Security Suite User Guide: Anti-Virus & Content SecurityJoseMiguelRodriguezGonzalezNo ratings yet
- KPI ExportDocument153 pagesKPI ExportnandijNo ratings yet
- Automata Chapter 3 Regular Expression PDFDocument3 pagesAutomata Chapter 3 Regular Expression PDFNabeel Ahmed0% (1)