Download as pdf or txt
You might also like
- Welding Procedure Specification FormatDocument3 pagesWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- GB 4806.11-2016 (Food Migration)Document17 pagesGB 4806.11-2016 (Food Migration)Adel AdielaNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateDocument3 pagesJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanNo ratings yet
- Aws D1.6 - SS316 WPSDocument1 pageAws D1.6 - SS316 WPSBoby Thomas0% (1)
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- FujiBoard Specification (Test Report)Document1 pageFujiBoard Specification (Test Report)Rustle JimmiesNo ratings yet
- Modified Proctor TestDocument13 pagesModified Proctor TestPatrick BuanNo ratings yet
- A36 WPSDocument1 pageA36 WPSJamesNo ratings yet
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Tungstenelectrodesize and Type' 2,4 MM As Per Sfa 5.12 Ewth - 2Document23 pagesTungstenelectrodesize and Type' 2,4 MM As Per Sfa 5.12 Ewth - 2Abdelkader AbdelkaderNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document2 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmackNo ratings yet
- PQR - Camsa-02Document1 pagePQR - Camsa-02Jean Carlo Gutarra SocualayaNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- WPS SMAW - PL en V Con GaugingDocument1 pageWPS SMAW - PL en V Con GaugingLuis MirandaNo ratings yet
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- Welding Procedure Specification (WPS) : Manufacturer: NAHADIN SANAT ALVANDDocument2 pagesWelding Procedure Specification (WPS) : Manufacturer: NAHADIN SANAT ALVANDvahid mobini100% (1)
- P WPS Smaw Ceym 001 021Document1 pageP WPS Smaw Ceym 001 021juan carlos garavitoNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- WPS & PQR - LTM - QW - PipeDocument7 pagesWPS & PQR - LTM - QW - PipeKAMALNo ratings yet
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- Asirusa WPS-P-002 1FDocument5 pagesAsirusa WPS-P-002 1FWalter RuedaNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- Welding Prosedur Specification Wps Pre QualifiedDocument8 pagesWelding Prosedur Specification Wps Pre QualifiedryanonedNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- WPS Precalificado Aceros Moservin 2022Document2 pagesWPS Precalificado Aceros Moservin 2022Jonathan Espinoza MejiaNo ratings yet
- WPS GMAW AulDocument2 pagesWPS GMAW AulHandiniNo ratings yet
- 焊接工艺指导书 Welding Procedure Specification 文件号 Doc. No.: PWPS-A333 GR6-BW-01 Rev.0Document1 page焊接工艺指导书 Welding Procedure Specification 文件号 Doc. No.: PWPS-A333 GR6-BW-01 Rev.0ANIL PLAMOOTTILNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
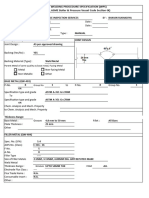
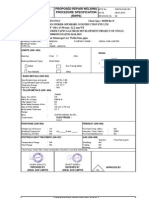
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- DraftDocument32 pagesDraftAnilkumarNo ratings yet
- Computer Engineering, Inc.: C PQR D1.1 - C - AWS 5.2.0 Form 2002 Rev. 0Document2 pagesComputer Engineering, Inc.: C PQR D1.1 - C - AWS 5.2.0 Form 2002 Rev. 0Erick GoyesNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- 12 - Wps 001 Estyma Smaw. Rev 0Document1 page12 - Wps 001 Estyma Smaw. Rev 0Luis Felipe SalcedoNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (2)
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- PQWDocument3 pagesPQWcorey jacobsNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Old WPSDocument1 pageOld WPSDHANEESH VELLILAPULLINo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Draf WPSDocument2 pagesDraf WPSMj EdinNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- RK PWPS PC 001Document2 pagesRK PWPS PC 001SudeepDPoojaryNo ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- KS4 Electricity - Static ElectricityDocument45 pagesKS4 Electricity - Static Electricityganesh80% (5)
- B 429 - 00 Qjqyos1sruqDocument10 pagesB 429 - 00 Qjqyos1sruqGalih PutraNo ratings yet
- Lightweight Construction Materials: Mortar Reinforced With Date-Palm Mesh FibresDocument7 pagesLightweight Construction Materials: Mortar Reinforced With Date-Palm Mesh FibresAnaLuizaNobregaNo ratings yet
- Design and Analysis of Composite High Pressure Vessel With Different Layers Using Fea IJERTV3IS111412 PDFDocument5 pagesDesign and Analysis of Composite High Pressure Vessel With Different Layers Using Fea IJERTV3IS111412 PDFEl Youbi MohammedNo ratings yet
- Slump Test ApparatusDocument17 pagesSlump Test ApparatusMoreno, Leanne B.No ratings yet
- Fuse 2aDocument1 pageFuse 2aAntonio P. Souza JuniorNo ratings yet
- Fe CDocument34 pagesFe CZaza ArifinNo ratings yet
- 2 PBDocument15 pages2 PBAdrewhassTechnicaNo ratings yet
- Performance Evaluation of New and In-Service Turbine Oils: Turbine Oil Stability Test (TOST) ASTM D943Document2 pagesPerformance Evaluation of New and In-Service Turbine Oils: Turbine Oil Stability Test (TOST) ASTM D943Gautam Bandyopadhyay100% (1)
- Klite Sudo - Sudo Mini Asy 505Document2 pagesKlite Sudo - Sudo Mini Asy 505Saad rajapkerNo ratings yet
- C75TJ - Tanks Up To 20ft - DDocument28 pagesC75TJ - Tanks Up To 20ft - DRifai IndraswariNo ratings yet
- Nano QbankDocument7 pagesNano QbankbaranirajNo ratings yet
- SOLUTION of Mole Concept Sheet 1630318949510Document35 pagesSOLUTION of Mole Concept Sheet 1630318949510AkNo ratings yet
- Moisture Density Relationship (Astm D-698) : Contract PKGDocument1 pageMoisture Density Relationship (Astm D-698) : Contract PKGJawwad NaseemNo ratings yet
- Accelator: InfilcoDocument4 pagesAccelator: InfilcoVanessa Cervantes CampoNo ratings yet
- Revision Questions AnswerDocument37 pagesRevision Questions AnswerahmedNo ratings yet
- Knowledge Sharing On Electrical Heat TracingDocument28 pagesKnowledge Sharing On Electrical Heat TracingSoumik KarNo ratings yet
- Whirlpool Washing Machine Use & Care Guide-W10860705-RevBDocument36 pagesWhirlpool Washing Machine Use & Care Guide-W10860705-RevBCarter AtkinsonNo ratings yet
- University of The CordillerasDocument31 pagesUniversity of The CordillerasBer NelNo ratings yet
- WSDOT Pavement GuideDocument553 pagesWSDOT Pavement GuidehaftamuTekle100% (4)
- Refining and Petrochemical Complex FEED Execution: Contract #1CD1213ADocument12 pagesRefining and Petrochemical Complex FEED Execution: Contract #1CD1213AРоман БелоусовNo ratings yet
- Chemistry o Level NotesDocument11 pagesChemistry o Level NotesThaboooNo ratings yet
- Cambridge O Level: CHEMISTRY 5070/22Document20 pagesCambridge O Level: CHEMISTRY 5070/22Saim QadriNo ratings yet
- The Witcher 3 BlacksmithingDocument18 pagesThe Witcher 3 BlacksmithingJosip ŠiliNo ratings yet
- Actuador Neumático DVCDocument16 pagesActuador Neumático DVCGabriel SandovalNo ratings yet
- Asepsia AntisepsiaDocument110 pagesAsepsia AntisepsiaAlice Chirila100% (1)
- Strain Gauge ReportDocument34 pagesStrain Gauge ReportJay PatelNo ratings yet