Download as pdf or txt
You might also like
- Technical Proposal: The Seller Jinan Senfeng Technology Co.,Ltd The BuyerDocument23 pagesTechnical Proposal: The Seller Jinan Senfeng Technology Co.,Ltd The BuyerjuanNo ratings yet
- Design of Workholding Fixtures - PPSXDocument248 pagesDesign of Workholding Fixtures - PPSXjassi111191100% (1)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Literature Review of Gan, Ldmos and DC-DC Buck Converter: Author-Rishabh Soni (T19125)Document3 pagesLiterature Review of Gan, Ldmos and DC-DC Buck Converter: Author-Rishabh Soni (T19125)t19125 t19125No ratings yet
- 01 Cital KPW Sea Presentation r3Document31 pages01 Cital KPW Sea Presentation r3daveNo ratings yet
- TREM Seal 20180827 - IntroDocument33 pagesTREM Seal 20180827 - IntroAliNo ratings yet
- Company Profile - 20082023 - Exhaust Parts - KNBDocument12 pagesCompany Profile - 20082023 - Exhaust Parts - KNBamit.mandalNo ratings yet
- Presentation 7 - Automated Welding in IndiaDocument40 pagesPresentation 7 - Automated Welding in IndiaTony JalemNo ratings yet
- Volume 42 - October 2020Document32 pagesVolume 42 - October 2020İsmail Süleyman ŞentürkNo ratings yet
- Pt. Osg Compro.Document35 pagesPt. Osg Compro.Budi SihabudinNo ratings yet
- What Is SMT Soldering Process Step by StepDocument12 pagesWhat Is SMT Soldering Process Step by StepjackNo ratings yet
- Manual Soldering vs. Automated Soldering in Electronic AssemblyDocument9 pagesManual Soldering vs. Automated Soldering in Electronic AssemblyjackNo ratings yet
- Avx Flexiterm MLCC DSDocument5 pagesAvx Flexiterm MLCC DSguest guestNo ratings yet
- PDF EglshkaDocument91 pagesPDF Eglshkaabhist singhNo ratings yet
- STR Siq 0114Document5 pagesSTR Siq 0114Mohammad AkilNo ratings yet
- Export Product Hand BookDocument94 pagesExport Product Hand Bookamit singhNo ratings yet
- Electric Pole Seam Welding Machine-Shandong Haiyu Heavy Industry Co., LTDDocument4 pagesElectric Pole Seam Welding Machine-Shandong Haiyu Heavy Industry Co., LTDrubarema robertNo ratings yet
- Industrial Applications of Robust Design Optimization: Karthik Chittepu CadfemDocument17 pagesIndustrial Applications of Robust Design Optimization: Karthik Chittepu Cadfem李庆森No ratings yet
- Assesment bct554 Draft PDFDocument14 pagesAssesment bct554 Draft PDFsharifah atiqahNo ratings yet
- Assesment bct554 DraftDocument14 pagesAssesment bct554 Draftsharifah atiqahNo ratings yet
- PCI Express Gen 4 and Gen 5 Card Edge ConnectorsDocument4 pagesPCI Express Gen 4 and Gen 5 Card Edge ConnectorsAlejandro JimenezNo ratings yet
- (1mj16me027) InternshipDocument26 pages(1mj16me027) InternshipHarsh GamingNo ratings yet
- Matrix 4000 AcdcDocument42 pagesMatrix 4000 Acdcsonnguyen2041996No ratings yet
- Hentec RPS Selective Presentation 2021 TBDocument36 pagesHentec RPS Selective Presentation 2021 TBFernando RodriguezNo ratings yet
- General Catalog: CouplingsDocument60 pagesGeneral Catalog: CouplingsTamal Tanu RoyNo ratings yet
- Aramco Specific Evaluations For WeldingDocument6 pagesAramco Specific Evaluations For WeldingTrived MahankaliNo ratings yet
- Diesel PumpDocument16 pagesDiesel PumpSalman SaifuddinNo ratings yet
- Tornatech Drawing Submittal Package GPD-SV2-E_DieselDocument12 pagesTornatech Drawing Submittal Package GPD-SV2-E_DieselAdriana GonzálezNo ratings yet
- Al Nevespenn State 2019Document55 pagesAl Nevespenn State 2019FreesomNo ratings yet
- Capstone Project Team - 18: End Semester ExaminationDocument21 pagesCapstone Project Team - 18: End Semester ExaminationUjwala GhodkeNo ratings yet
- Indutrial Best Practice - Professor Paul JarmanDocument51 pagesIndutrial Best Practice - Professor Paul JarmanLakeNo ratings yet
- 5918 Machine Tool CatalogDocument178 pages5918 Machine Tool CatalogrguillenjrNo ratings yet
- NDPD Pump Skid - UpdatedDocument2 pagesNDPD Pump Skid - UpdatedSuperb VideosNo ratings yet
- Review of Asian SY Robotic and Automated Welding TechnologyDocument17 pagesReview of Asian SY Robotic and Automated Welding TechnologyJeesonAntonyNo ratings yet
- Based On Aws d1.5Document48 pagesBased On Aws d1.5Altaf HussainNo ratings yet
- Moldex3D Composite Molding: World-Class CAE Simulation SoftwareDocument8 pagesMoldex3D Composite Molding: World-Class CAE Simulation SoftwareHarish SNo ratings yet
- Aec VS MilspecDocument28 pagesAec VS MilspecJeremy ChiangNo ratings yet
- 5SL61067RC Datasheet enDocument5 pages5SL61067RC Datasheet enrohit_5454No ratings yet
- GPD SV2 eDocument13 pagesGPD SV2 eMuh ZakariaNo ratings yet
- Robo TiPTiG Data Sheet FinalDocument2 pagesRobo TiPTiG Data Sheet FinalcwiksjNo ratings yet
- Updated WMS - Welding of Duplex Stainless SteelDocument5 pagesUpdated WMS - Welding of Duplex Stainless Steelcameron toolseeNo ratings yet
- Your Technology Is Our ProgressDocument5 pagesYour Technology Is Our ProgressgsgmpNo ratings yet
- Engg-f-19 Customer Spec Review MeetingDocument5 pagesEngg-f-19 Customer Spec Review Meetingeducationtraining183No ratings yet
- LR Weld Certification Guide v1.3 SubscribeDocument24 pagesLR Weld Certification Guide v1.3 SubscribeSergio Jesus SanjurjoNo ratings yet
- 1.Dft BasicsDocument38 pages1.Dft Basics魏宇No ratings yet
- Cimtas Precision Company Overview - 2022Document21 pagesCimtas Precision Company Overview - 2022FatihNo ratings yet
- Product Data Sheet Rosemount CMB Chamber en 6236194Document16 pagesProduct Data Sheet Rosemount CMB Chamber en 6236194shaharlaleNo ratings yet
- 5SL42067RC Datasheet enDocument5 pages5SL42067RC Datasheet enpkarthik30No ratings yet
- Atm Facilities and EquipmentDocument24 pagesAtm Facilities and EquipmentPritam ChattopadhyayNo ratings yet
- Welding Sim. SpecificationsDocument4 pagesWelding Sim. SpecificationsAkhil UnnikrishnanNo ratings yet
- Through Hole Component Soldering With The EC-reflow MateDocument10 pagesThrough Hole Component Soldering With The EC-reflow MatejackNo ratings yet
- Stawaisz Bsee Standards Workshop HPHT Tech Session 17g May 8Document13 pagesStawaisz Bsee Standards Workshop HPHT Tech Session 17g May 8William EvansNo ratings yet
- InspectorDocument5 pagesInspectorVictor DvornikovNo ratings yet
- 5SL61057RC Datasheet enDocument5 pages5SL61057RC Datasheet enNirmal KumarNo ratings yet
- Cat C175-16: Diesel Generator SetsDocument5 pagesCat C175-16: Diesel Generator SetsMiriam GaboNo ratings yet
- WPS Format For Asme Ix - Wps - SmawDocument1 pageWPS Format For Asme Ix - Wps - SmawThe Welding Inspections CommunityNo ratings yet
- Technical Data Sheet-Apfc Panel SL - No Description Specification Make of EquipmentDocument2 pagesTechnical Data Sheet-Apfc Panel SL - No Description Specification Make of EquipmentPraveen KumarNo ratings yet
- RP 18 MPT 001 TCR AlupcoDocument3 pagesRP 18 MPT 001 TCR AlupcoRonel John Rodriguez CustodioNo ratings yet
- Cat 3512B: Diesel Generator SetsDocument6 pagesCat 3512B: Diesel Generator SetsMohiuddin totulNo ratings yet
- Day 1 Paper 1 Specification Enhancement For Reliability and Alignment With Latest Standards MR ShashankKulkarni SIEMENSDocument9 pagesDay 1 Paper 1 Specification Enhancement For Reliability and Alignment With Latest Standards MR ShashankKulkarni SIEMENSYogesh SoodNo ratings yet
- Mains Electricity QPDocument20 pagesMains Electricity QPTreshan StaynNo ratings yet
- CHF100A Manual PDFDocument153 pagesCHF100A Manual PDFMitroNo ratings yet
- Batch 2 PE CEP Report 2Document10 pagesBatch 2 PE CEP Report 2Mohsin IqbalNo ratings yet
- A Bridgeless Single-Stage Half-Bridge AC DC ConverterDocument12 pagesA Bridgeless Single-Stage Half-Bridge AC DC ConverterSaravana Prakash PNo ratings yet
- Input Modules: Siga-Mm1 & Siga-WtmDocument4 pagesInput Modules: Siga-Mm1 & Siga-WtmLuis PárragaNo ratings yet
- SG250HX US UEN Ver13 202010Document111 pagesSG250HX US UEN Ver13 202010Giuliano BertiNo ratings yet
- Galvanic Cell 2Document11 pagesGalvanic Cell 2Khang Ni 康妮 FooNo ratings yet
- Manual de Partes PDFDocument61 pagesManual de Partes PDFTomislav Simunovic67% (3)
- Simulation Performance Analysis of Various R2R DADocument5 pagesSimulation Performance Analysis of Various R2R DAJoël NoudjeuNo ratings yet
- Internship Report: BVM Engineering CollegeDocument14 pagesInternship Report: BVM Engineering CollegeJaykumar SentaNo ratings yet
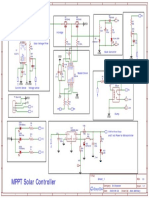
- MPPT Solar Controller: H BridgeDocument1 pageMPPT Solar Controller: H BridgeMario MarcioNo ratings yet
- JVC Fl2 Chassis Lt32x676 LCD TV SMDocument26 pagesJVC Fl2 Chassis Lt32x676 LCD TV SMngoclinhdtddNo ratings yet
- Transformer Testing Purchase OrderDocument2 pagesTransformer Testing Purchase Orderabdulyunus_amirNo ratings yet
- PT IKT Profile 18Document37 pagesPT IKT Profile 18Dody Fasola100% (1)
- Supercapacitor FinalDocument22 pagesSupercapacitor FinalRounak AtramNo ratings yet
- AC PPT Energy Meters and Failure AnalysisDocument155 pagesAC PPT Energy Meters and Failure AnalysisNHPCNo ratings yet
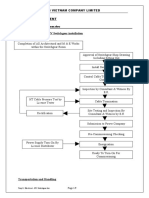
- Sequence of Works For HV Switchgear InstallationDocument9 pagesSequence of Works For HV Switchgear InstallationSaranya Baskar100% (1)
- Losses in TransformerDocument15 pagesLosses in TransformerAnkit SrivastavaNo ratings yet
- JoeCell - Orgone AccumulatorDocument12 pagesJoeCell - Orgone Accumulatorliga21No ratings yet
- Differences Between Disconnectors Load Switches Switch Disconnectors and Circuit BreakersDocument5 pagesDifferences Between Disconnectors Load Switches Switch Disconnectors and Circuit Breakerslam266No ratings yet
- GFK 0898 FDocument420 pagesGFK 0898 FJerichoNo ratings yet
- MPR Quick Start Guide For Powering and Installation-3DB20024CAAATNZZA ICS01Document2 pagesMPR Quick Start Guide For Powering and Installation-3DB20024CAAATNZZA ICS01RangelBrasil75% (4)
- Fan Circuit Tests InfoDocument21 pagesFan Circuit Tests InfomedNo ratings yet
- KD79K690H01 PDFDocument27 pagesKD79K690H01 PDFjacleeNo ratings yet
- Panel Board DesignDocument1 pagePanel Board DesignAlecsisRoeEstañolFrascoNo ratings yet
- Features Description: Lt3763 60V High Current Step-Down Led Driver ControllerDocument30 pagesFeatures Description: Lt3763 60V High Current Step-Down Led Driver Controllerjinxy06No ratings yet
- Toshiba 32W2333D (G) Service ManualDocument90 pagesToshiba 32W2333D (G) Service ManualMichele Festa0% (1)
- 500kv Rawat Pakistan Audit ReportDocument9 pages500kv Rawat Pakistan Audit ReportAsad KhanNo ratings yet