
Pesquisa Samanta
Pesquisa Samanta
You might also like
- Milkweed Blended Fabrics and Their Thermal Insulation and UV Protection PropertiesDocument5 pagesMilkweed Blended Fabrics and Their Thermal Insulation and UV Protection Propertiesmahnaz khakpourNo ratings yet
- 10 Principles of Concentration of Wealth and PowerDocument3 pages10 Principles of Concentration of Wealth and PowerAnita Lukanovic100% (3)
- Metz - Film Language. A Semiotics of The Cinema PDFDocument284 pagesMetz - Film Language. A Semiotics of The Cinema PDFvruiz_206811100% (11)
- (Claramunt, Et Al. 2022) - Nanofibrillated Cellulose (NFC) As A Potential Reinforcement For High Performance Cement Mortar CompositesDocument12 pages(Claramunt, Et Al. 2022) - Nanofibrillated Cellulose (NFC) As A Potential Reinforcement For High Performance Cement Mortar CompositesPaloma GuardeziNo ratings yet
- Al Zubaidi2018Document8 pagesAl Zubaidi2018Andres CuadrosNo ratings yet
- Tensile Properties of Nanosilica/epoxy NanocompositesDocument7 pagesTensile Properties of Nanosilica/epoxy Nanocompositesgaurav503050No ratings yet
- Performance of Concrete Incorporating Industrial and Agricultural WastesDocument11 pagesPerformance of Concrete Incorporating Industrial and Agricultural WastesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Effect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositesDocument6 pagesEffect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositeskumareshNo ratings yet
- 9.2 Properties of Natural Fiber Cement Boards For Building PartitionsDocument6 pages9.2 Properties of Natural Fiber Cement Boards For Building PartitionsShaz ShaNo ratings yet
- Compressive and Tensile Strength of Natural Fibre-Reinforced Cement Base CompositesDocument10 pagesCompressive and Tensile Strength of Natural Fibre-Reinforced Cement Base CompositesNelson OkoyeNo ratings yet
- tmp4D96 TMPDocument5 pagestmp4D96 TMPFrontiersNo ratings yet
- Preparation of Resin/nano Fillers Mixture For Composites: A Case StudyDocument11 pagesPreparation of Resin/nano Fillers Mixture For Composites: A Case StudyNiranjan HugarNo ratings yet
- JBR 04 (4) 343-352Document11 pagesJBR 04 (4) 343-352pwishnutama9No ratings yet
- Studies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarDocument8 pagesStudies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarMax SmokeNo ratings yet
- Mechanical Property Evaluation of Jute-GlassDocument6 pagesMechanical Property Evaluation of Jute-GlassiaetsdiaetsdNo ratings yet
- The Effect of Silane Treatment On The Mechanical 1991Document14 pagesThe Effect of Silane Treatment On The Mechanical 1991mithileshmaverickNo ratings yet
- Acoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDocument12 pagesAcoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDomenico VizzariNo ratings yet
- Matrix of RRL 1Document6 pagesMatrix of RRL 1Mary Joy ManayagaNo ratings yet
- Acikel - 2011 - The Use of Miscanthus (Giganteus) As A Plant FiberDocument8 pagesAcikel - 2011 - The Use of Miscanthus (Giganteus) As A Plant FibersalvadorNo ratings yet
- Kaddami-1623 0 Merged 1496264554Document22 pagesKaddami-1623 0 Merged 1496264554aouat tassaditNo ratings yet
- Autoclaved Bamboo Pulp Fibre Reinforced Cement: R. S. P. CouttsDocument8 pagesAutoclaved Bamboo Pulp Fibre Reinforced Cement: R. S. P. Couttsakash kumarNo ratings yet
- The Effect of Nanofiber Interlayers On Fracture Toughness of Non-Crimp e - Glass/epoxy Composite MaterialDocument9 pagesThe Effect of Nanofiber Interlayers On Fracture Toughness of Non-Crimp e - Glass/epoxy Composite MaterialgokselsaracogluNo ratings yet
- Bamboo Resine BoatDocument20 pagesBamboo Resine BoatPete CammarataNo ratings yet
- Drop Weight Impact Studies of Woven Fibers Reinforced Modified Polyester CompositesDocument16 pagesDrop Weight Impact Studies of Woven Fibers Reinforced Modified Polyester CompositesNishar Alam Khan 19MCD0042No ratings yet
- Investigation of Performance Properties of Graphene Coated FabricsDocument6 pagesInvestigation of Performance Properties of Graphene Coated FabricsIjmret JournalNo ratings yet
- Mechanical Performance of Coir Fiber-Polyester CompositesDocument5 pagesMechanical Performance of Coir Fiber-Polyester CompositesDias DiasNo ratings yet
- Physicomechanical Properties of Agro Waste Filled High Density Polyethylene Bio-CompositesDocument116 pagesPhysicomechanical Properties of Agro Waste Filled High Density Polyethylene Bio-CompositesIheoma Chukwujike NwuzorNo ratings yet
- Properties of Natural Fiber Cement Boards For Building PartitionsDocument6 pagesProperties of Natural Fiber Cement Boards For Building PartitionsKiara Ticangan ArgelNo ratings yet
- GFRP & Pistachio in EpoxyDocument6 pagesGFRP & Pistachio in EpoxyKirti Vardhan PantNo ratings yet
- An Analysis of The e Ect of The Diameters of Glass Microspheres On The Mechanical Behavior of Glass-Microsphere/epoxy-Matrix CompositesDocument5 pagesAn Analysis of The e Ect of The Diameters of Glass Microspheres On The Mechanical Behavior of Glass-Microsphere/epoxy-Matrix CompositesKay WhiteNo ratings yet
- Obtaining Cellulose Nanofibers With A Uniform Width of 15 NM From WoodDocument3 pagesObtaining Cellulose Nanofibers With A Uniform Width of 15 NM From Wooddhy182No ratings yet
- Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy CompositesDocument7 pagesPhysical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Compositesdennisitty01No ratings yet
- Synopsis: in This Project Used Different Materials. There AreDocument5 pagesSynopsis: in This Project Used Different Materials. There Areabdulhere4uNo ratings yet
- Optimization of Impact Behavior of Bio Particulated Coir-Vinyl Ester Composites Using Simulated Annealing With Post AnalysisDocument6 pagesOptimization of Impact Behavior of Bio Particulated Coir-Vinyl Ester Composites Using Simulated Annealing With Post Analysissuba vNo ratings yet
- A Comparison of Mechanical Properties Between Kenaf Core Fiber and Kenaf Bast Fiber Reinforced Polyester CompositeDocument27 pagesA Comparison of Mechanical Properties Between Kenaf Core Fiber and Kenaf Bast Fiber Reinforced Polyester CompositeNa'im AbdullahNo ratings yet
- Experimental Study On Human Hair As Fiber Reinforced ConcreteDocument5 pagesExperimental Study On Human Hair As Fiber Reinforced ConcreteYogendra PatilNo ratings yet
- Effect of Plasma Density On Surface MechanicalDocument13 pagesEffect of Plasma Density On Surface MechanicalShishir TyagiNo ratings yet
- Physical and Mechanical Properties of ConcreteDocument5 pagesPhysical and Mechanical Properties of ConcreteInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Some Studies On Structural Properties and Charactrization Issues of Clay Based Hybrid NanocompositesDocument17 pagesSome Studies On Structural Properties and Charactrization Issues of Clay Based Hybrid Nanocompositeshaseeb tahirNo ratings yet
- Effect of Fiber Length On The Mechanical Properties of Coir and Wild Date Palm Reinforced Epoxy CompositesDocument5 pagesEffect of Fiber Length On The Mechanical Properties of Coir and Wild Date Palm Reinforced Epoxy CompositesIJSTENo ratings yet
- A New Bio-Based Nanocomposite: Fibrillated TEMPO-oxidized Celluloses in Hydroxypropylcellulose MatrixDocument12 pagesA New Bio-Based Nanocomposite: Fibrillated TEMPO-oxidized Celluloses in Hydroxypropylcellulose Matrixdhy182No ratings yet
- Influence of Stacking Sequence On The Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester CompositesDocument6 pagesInfluence of Stacking Sequence On The Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester CompositesRodrigo Lara MarrugoNo ratings yet
- Coatings: Washing Durability and Photo-Stability of Nanotio - Sio Coatings Exhausted Onto Cotton and CottonDocument13 pagesCoatings: Washing Durability and Photo-Stability of Nanotio - Sio Coatings Exhausted Onto Cotton and CottonAliAkbarPamungkasNo ratings yet
- 6 - Ahmed Et AlDocument10 pages6 - Ahmed Et AlChitoLadiosNo ratings yet
- Axial Tensile Testing of Single FibresDocument6 pagesAxial Tensile Testing of Single FibresazapNo ratings yet
- Durability of Natural Fiber-Reinforced Composites of Ethylene-Propylene Copolymer Under Accelerated Weathering and Composting ConditionsDocument20 pagesDurability of Natural Fiber-Reinforced Composites of Ethylene-Propylene Copolymer Under Accelerated Weathering and Composting ConditionsAnurag TripathiNo ratings yet
- Sudarisman Et Al 2016 THE EFFECT OF FIBER VOLUME FRACTION ON THE IMPACT PROPERTIES OFDocument7 pagesSudarisman Et Al 2016 THE EFFECT OF FIBER VOLUME FRACTION ON THE IMPACT PROPERTIES OFRisman SudarismanNo ratings yet
- Dynamic Mechanical and Thermal Properties of Jute Nano Fibre Reinforced Polymer CompositeDocument6 pagesDynamic Mechanical and Thermal Properties of Jute Nano Fibre Reinforced Polymer CompositeMukul AzadNo ratings yet
- Full Text 01Document18 pagesFull Text 01Hotma BayuNo ratings yet
- Fibers: Smart Cellulose Fibers Coated With Carbon Nanotube NetworksDocument13 pagesFibers: Smart Cellulose Fibers Coated With Carbon Nanotube NetworksAgus SuryaNo ratings yet
- Utilization of Eucalyptus Oil Refineries Waste For Cement Particle BoardDocument10 pagesUtilization of Eucalyptus Oil Refineries Waste For Cement Particle Boardneed to knowNo ratings yet
- Deformation Characteristics of Basalt Reinforced Concrete With SuperplasticizerDocument7 pagesDeformation Characteristics of Basalt Reinforced Concrete With SuperplasticizerBanNo ratings yet
- Stacking SequenceDocument12 pagesStacking SequenceAndrés MercadoNo ratings yet
- To Study The Mechanical Properties of Coconut Coir Fiber Reinforced With Epoxy Resin AW 106 & HV 953 INDocument10 pagesTo Study The Mechanical Properties of Coconut Coir Fiber Reinforced With Epoxy Resin AW 106 & HV 953 INIJMERNo ratings yet
- Wood Cellulose Biocomposites With Fibrous Structures at Micro - and NanoscaleDocument6 pagesWood Cellulose Biocomposites With Fibrous Structures at Micro - and NanoscaleOumaima BenNo ratings yet
- Methodology For Tensile Tests On Vegetable FibersDocument7 pagesMethodology For Tensile Tests On Vegetable FibersShirly Mae DinongNo ratings yet
- Eng 2006 2 3Document14 pagesEng 2006 2 3Taf Du Plessis NgaraNo ratings yet
- "Study of Natural Fibers As An Admixture For Concrete Mix Design" (Chapter 2)Document9 pages"Study of Natural Fibers As An Admixture For Concrete Mix Design" (Chapter 2)JOHN FHILIP ORIT100% (4)
- Chapter 1 (Philoid-In)Document8 pagesChapter 1 (Philoid-In)mmurali09No ratings yet
- Preparation of Resin/nano Fillers Mixture For CompositeDocument27 pagesPreparation of Resin/nano Fillers Mixture For CompositeNiranjan HugarNo ratings yet
- Report Proj Composite Materials Based On Coconut FiberDocument30 pagesReport Proj Composite Materials Based On Coconut Fibermujeeb100% (1)
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
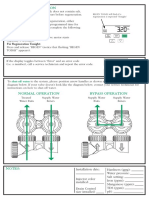
- Manual Regeneration: Shut-Off Water Bypass OperationDocument2 pagesManual Regeneration: Shut-Off Water Bypass OperationcaroNo ratings yet
- Castle Clothing Co, E-ProfileDocument10 pagesCastle Clothing Co, E-ProfileraghuNo ratings yet
- Accommodation Theory: Irsalina Rachma Viramdani Khusnen Khoirin NadaDocument11 pagesAccommodation Theory: Irsalina Rachma Viramdani Khusnen Khoirin NadaSudeshna DeyNo ratings yet
- Sequence 02 All LessonsDocument14 pagesSequence 02 All Lessonstutor16100% (1)
- Transmission Gate Characteristics: DS DSDocument17 pagesTransmission Gate Characteristics: DS DSradeonleonNo ratings yet
- AssignmentDocument4 pagesAssignmentDenzel ChiuseniNo ratings yet
- Under Keel Clearnace (Filled-Up)Document1 pageUnder Keel Clearnace (Filled-Up)CHERRY ANN OLAJAYNo ratings yet
- GEO281 Image 7Document4 pagesGEO281 Image 7Pam PamNo ratings yet
- Appendix 43 CDRegDocument2 pagesAppendix 43 CDRegMang JuanNo ratings yet
- Network Analysis PDFDocument12 pagesNetwork Analysis PDFRujuta ChikurdeNo ratings yet
- CVS-128 128B OME Rev06Document84 pagesCVS-128 128B OME Rev06Ahamed Shiraz ARNo ratings yet
- Gened 1098 Eqn SheetDocument10 pagesGened 1098 Eqn Sheetbenjy321No ratings yet
- 2016 - Ceramic Sand Screens - 3M - Sand Control SASDocument19 pages2016 - Ceramic Sand Screens - 3M - Sand Control SASeandresmarNo ratings yet
- Calculus Assignment HelpDocument22 pagesCalculus Assignment Helpmathsassignmenthelp100% (1)
- MGT202 Lecture 06.ppsxDocument17 pagesMGT202 Lecture 06.ppsxBashir AhmadNo ratings yet
- Ship Power PlantDocument141 pagesShip Power Plantnguyentrunghieu51dltt100% (2)
- Familiarity Questionnaire OCQ 90.2003Document5 pagesFamiliarity Questionnaire OCQ 90.2003yani0707No ratings yet
- Unit 10 Administrative StructureDocument11 pagesUnit 10 Administrative StructurePoco ChanNo ratings yet
- Crew 2Document58 pagesCrew 2Law&Crime100% (1)
- Lesson 1C - PhysDocument10 pagesLesson 1C - PhysEvamae Lincuna Moral ApacNo ratings yet
- Learning Guide 14: Animal Health Care Service NTQF Level-IVDocument41 pagesLearning Guide 14: Animal Health Care Service NTQF Level-IVRafez JoneNo ratings yet
- BEP240SNc Tech Support3Document0 pagesBEP240SNc Tech Support3Pam EvansNo ratings yet
- Anecdotal ReportDocument3 pagesAnecdotal ReportJulia Geonzon LabajoNo ratings yet
- Spelling Shed Scheme Stage 4Document267 pagesSpelling Shed Scheme Stage 4Maureen HaNo ratings yet
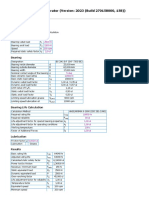
- Bearing Component GeneratorDocument2 pagesBearing Component GeneratorAos GidionNo ratings yet
- My Wife Photo ShootDocument21 pagesMy Wife Photo ShootArch Cheng60% (15)
- Abcam Adhesion and MethastasisDocument1 pageAbcam Adhesion and MethastasisJosé Jiménez VillegasNo ratings yet
- General Physics 2 - Scope and SequenceDocument2 pagesGeneral Physics 2 - Scope and SequenceMarvin SalvadorNo ratings yet























































































Download as pdf or txt
You might also like
- Milkweed Blended Fabrics and Their Thermal Insulation and UV Protection PropertiesDocument5 pagesMilkweed Blended Fabrics and Their Thermal Insulation and UV Protection Propertiesmahnaz khakpourNo ratings yet
- 10 Principles of Concentration of Wealth and PowerDocument3 pages10 Principles of Concentration of Wealth and PowerAnita Lukanovic100% (3)
- Metz - Film Language. A Semiotics of The Cinema PDFDocument284 pagesMetz - Film Language. A Semiotics of The Cinema PDFvruiz_206811100% (11)
- (Claramunt, Et Al. 2022) - Nanofibrillated Cellulose (NFC) As A Potential Reinforcement For High Performance Cement Mortar CompositesDocument12 pages(Claramunt, Et Al. 2022) - Nanofibrillated Cellulose (NFC) As A Potential Reinforcement For High Performance Cement Mortar CompositesPaloma GuardeziNo ratings yet
- Al Zubaidi2018Document8 pagesAl Zubaidi2018Andres CuadrosNo ratings yet
- Tensile Properties of Nanosilica/epoxy NanocompositesDocument7 pagesTensile Properties of Nanosilica/epoxy Nanocompositesgaurav503050No ratings yet
- Performance of Concrete Incorporating Industrial and Agricultural WastesDocument11 pagesPerformance of Concrete Incorporating Industrial and Agricultural WastesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Effect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositesDocument6 pagesEffect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositeskumareshNo ratings yet
- 9.2 Properties of Natural Fiber Cement Boards For Building PartitionsDocument6 pages9.2 Properties of Natural Fiber Cement Boards For Building PartitionsShaz ShaNo ratings yet
- Compressive and Tensile Strength of Natural Fibre-Reinforced Cement Base CompositesDocument10 pagesCompressive and Tensile Strength of Natural Fibre-Reinforced Cement Base CompositesNelson OkoyeNo ratings yet
- tmp4D96 TMPDocument5 pagestmp4D96 TMPFrontiersNo ratings yet
- Preparation of Resin/nano Fillers Mixture For Composites: A Case StudyDocument11 pagesPreparation of Resin/nano Fillers Mixture For Composites: A Case StudyNiranjan HugarNo ratings yet
- JBR 04 (4) 343-352Document11 pagesJBR 04 (4) 343-352pwishnutama9No ratings yet
- Studies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarDocument8 pagesStudies On Tensile Properties of Eri/acrylic Blended Yarn: Prabir Kumar Choudhuri, Prabal Kumar Majumdar & Bijon SarkarMax SmokeNo ratings yet
- Mechanical Property Evaluation of Jute-GlassDocument6 pagesMechanical Property Evaluation of Jute-GlassiaetsdiaetsdNo ratings yet
- The Effect of Silane Treatment On The Mechanical 1991Document14 pagesThe Effect of Silane Treatment On The Mechanical 1991mithileshmaverickNo ratings yet
- Acoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDocument12 pagesAcoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDomenico VizzariNo ratings yet
- Matrix of RRL 1Document6 pagesMatrix of RRL 1Mary Joy ManayagaNo ratings yet
- Acikel - 2011 - The Use of Miscanthus (Giganteus) As A Plant FiberDocument8 pagesAcikel - 2011 - The Use of Miscanthus (Giganteus) As A Plant FibersalvadorNo ratings yet
- Kaddami-1623 0 Merged 1496264554Document22 pagesKaddami-1623 0 Merged 1496264554aouat tassaditNo ratings yet
- Autoclaved Bamboo Pulp Fibre Reinforced Cement: R. S. P. CouttsDocument8 pagesAutoclaved Bamboo Pulp Fibre Reinforced Cement: R. S. P. Couttsakash kumarNo ratings yet
- The Effect of Nanofiber Interlayers On Fracture Toughness of Non-Crimp e - Glass/epoxy Composite MaterialDocument9 pagesThe Effect of Nanofiber Interlayers On Fracture Toughness of Non-Crimp e - Glass/epoxy Composite MaterialgokselsaracogluNo ratings yet
- Bamboo Resine BoatDocument20 pagesBamboo Resine BoatPete CammarataNo ratings yet
- Drop Weight Impact Studies of Woven Fibers Reinforced Modified Polyester CompositesDocument16 pagesDrop Weight Impact Studies of Woven Fibers Reinforced Modified Polyester CompositesNishar Alam Khan 19MCD0042No ratings yet
- Investigation of Performance Properties of Graphene Coated FabricsDocument6 pagesInvestigation of Performance Properties of Graphene Coated FabricsIjmret JournalNo ratings yet
- Mechanical Performance of Coir Fiber-Polyester CompositesDocument5 pagesMechanical Performance of Coir Fiber-Polyester CompositesDias DiasNo ratings yet
- Physicomechanical Properties of Agro Waste Filled High Density Polyethylene Bio-CompositesDocument116 pagesPhysicomechanical Properties of Agro Waste Filled High Density Polyethylene Bio-CompositesIheoma Chukwujike NwuzorNo ratings yet
- Properties of Natural Fiber Cement Boards For Building PartitionsDocument6 pagesProperties of Natural Fiber Cement Boards For Building PartitionsKiara Ticangan ArgelNo ratings yet
- GFRP & Pistachio in EpoxyDocument6 pagesGFRP & Pistachio in EpoxyKirti Vardhan PantNo ratings yet
- An Analysis of The e Ect of The Diameters of Glass Microspheres On The Mechanical Behavior of Glass-Microsphere/epoxy-Matrix CompositesDocument5 pagesAn Analysis of The e Ect of The Diameters of Glass Microspheres On The Mechanical Behavior of Glass-Microsphere/epoxy-Matrix CompositesKay WhiteNo ratings yet
- Obtaining Cellulose Nanofibers With A Uniform Width of 15 NM From WoodDocument3 pagesObtaining Cellulose Nanofibers With A Uniform Width of 15 NM From Wooddhy182No ratings yet
- Physical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy CompositesDocument7 pagesPhysical, Mechanical and Thermal Properties of Jute and Bamboo Fiber Reinforced Unidirectional Epoxy Compositesdennisitty01No ratings yet
- Synopsis: in This Project Used Different Materials. There AreDocument5 pagesSynopsis: in This Project Used Different Materials. There Areabdulhere4uNo ratings yet
- Optimization of Impact Behavior of Bio Particulated Coir-Vinyl Ester Composites Using Simulated Annealing With Post AnalysisDocument6 pagesOptimization of Impact Behavior of Bio Particulated Coir-Vinyl Ester Composites Using Simulated Annealing With Post Analysissuba vNo ratings yet
- A Comparison of Mechanical Properties Between Kenaf Core Fiber and Kenaf Bast Fiber Reinforced Polyester CompositeDocument27 pagesA Comparison of Mechanical Properties Between Kenaf Core Fiber and Kenaf Bast Fiber Reinforced Polyester CompositeNa'im AbdullahNo ratings yet
- Experimental Study On Human Hair As Fiber Reinforced ConcreteDocument5 pagesExperimental Study On Human Hair As Fiber Reinforced ConcreteYogendra PatilNo ratings yet
- Effect of Plasma Density On Surface MechanicalDocument13 pagesEffect of Plasma Density On Surface MechanicalShishir TyagiNo ratings yet
- Physical and Mechanical Properties of ConcreteDocument5 pagesPhysical and Mechanical Properties of ConcreteInternational Journal of Research in Engineering and TechnologyNo ratings yet
- Some Studies On Structural Properties and Charactrization Issues of Clay Based Hybrid NanocompositesDocument17 pagesSome Studies On Structural Properties and Charactrization Issues of Clay Based Hybrid Nanocompositeshaseeb tahirNo ratings yet
- Effect of Fiber Length On The Mechanical Properties of Coir and Wild Date Palm Reinforced Epoxy CompositesDocument5 pagesEffect of Fiber Length On The Mechanical Properties of Coir and Wild Date Palm Reinforced Epoxy CompositesIJSTENo ratings yet
- A New Bio-Based Nanocomposite: Fibrillated TEMPO-oxidized Celluloses in Hydroxypropylcellulose MatrixDocument12 pagesA New Bio-Based Nanocomposite: Fibrillated TEMPO-oxidized Celluloses in Hydroxypropylcellulose Matrixdhy182No ratings yet
- Influence of Stacking Sequence On The Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester CompositesDocument6 pagesInfluence of Stacking Sequence On The Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester CompositesRodrigo Lara MarrugoNo ratings yet
- Coatings: Washing Durability and Photo-Stability of Nanotio - Sio Coatings Exhausted Onto Cotton and CottonDocument13 pagesCoatings: Washing Durability and Photo-Stability of Nanotio - Sio Coatings Exhausted Onto Cotton and CottonAliAkbarPamungkasNo ratings yet
- 6 - Ahmed Et AlDocument10 pages6 - Ahmed Et AlChitoLadiosNo ratings yet
- Axial Tensile Testing of Single FibresDocument6 pagesAxial Tensile Testing of Single FibresazapNo ratings yet
- Durability of Natural Fiber-Reinforced Composites of Ethylene-Propylene Copolymer Under Accelerated Weathering and Composting ConditionsDocument20 pagesDurability of Natural Fiber-Reinforced Composites of Ethylene-Propylene Copolymer Under Accelerated Weathering and Composting ConditionsAnurag TripathiNo ratings yet
- Sudarisman Et Al 2016 THE EFFECT OF FIBER VOLUME FRACTION ON THE IMPACT PROPERTIES OFDocument7 pagesSudarisman Et Al 2016 THE EFFECT OF FIBER VOLUME FRACTION ON THE IMPACT PROPERTIES OFRisman SudarismanNo ratings yet
- Dynamic Mechanical and Thermal Properties of Jute Nano Fibre Reinforced Polymer CompositeDocument6 pagesDynamic Mechanical and Thermal Properties of Jute Nano Fibre Reinforced Polymer CompositeMukul AzadNo ratings yet
- Full Text 01Document18 pagesFull Text 01Hotma BayuNo ratings yet
- Fibers: Smart Cellulose Fibers Coated With Carbon Nanotube NetworksDocument13 pagesFibers: Smart Cellulose Fibers Coated With Carbon Nanotube NetworksAgus SuryaNo ratings yet
- Utilization of Eucalyptus Oil Refineries Waste For Cement Particle BoardDocument10 pagesUtilization of Eucalyptus Oil Refineries Waste For Cement Particle Boardneed to knowNo ratings yet
- Deformation Characteristics of Basalt Reinforced Concrete With SuperplasticizerDocument7 pagesDeformation Characteristics of Basalt Reinforced Concrete With SuperplasticizerBanNo ratings yet
- Stacking SequenceDocument12 pagesStacking SequenceAndrés MercadoNo ratings yet
- To Study The Mechanical Properties of Coconut Coir Fiber Reinforced With Epoxy Resin AW 106 & HV 953 INDocument10 pagesTo Study The Mechanical Properties of Coconut Coir Fiber Reinforced With Epoxy Resin AW 106 & HV 953 INIJMERNo ratings yet
- Wood Cellulose Biocomposites With Fibrous Structures at Micro - and NanoscaleDocument6 pagesWood Cellulose Biocomposites With Fibrous Structures at Micro - and NanoscaleOumaima BenNo ratings yet
- Methodology For Tensile Tests On Vegetable FibersDocument7 pagesMethodology For Tensile Tests On Vegetable FibersShirly Mae DinongNo ratings yet
- Eng 2006 2 3Document14 pagesEng 2006 2 3Taf Du Plessis NgaraNo ratings yet
- "Study of Natural Fibers As An Admixture For Concrete Mix Design" (Chapter 2)Document9 pages"Study of Natural Fibers As An Admixture For Concrete Mix Design" (Chapter 2)JOHN FHILIP ORIT100% (4)
- Chapter 1 (Philoid-In)Document8 pagesChapter 1 (Philoid-In)mmurali09No ratings yet
- Preparation of Resin/nano Fillers Mixture For CompositeDocument27 pagesPreparation of Resin/nano Fillers Mixture For CompositeNiranjan HugarNo ratings yet
- Report Proj Composite Materials Based On Coconut FiberDocument30 pagesReport Proj Composite Materials Based On Coconut Fibermujeeb100% (1)
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Manual Regeneration: Shut-Off Water Bypass OperationDocument2 pagesManual Regeneration: Shut-Off Water Bypass OperationcaroNo ratings yet
- Castle Clothing Co, E-ProfileDocument10 pagesCastle Clothing Co, E-ProfileraghuNo ratings yet
- Accommodation Theory: Irsalina Rachma Viramdani Khusnen Khoirin NadaDocument11 pagesAccommodation Theory: Irsalina Rachma Viramdani Khusnen Khoirin NadaSudeshna DeyNo ratings yet
- Sequence 02 All LessonsDocument14 pagesSequence 02 All Lessonstutor16100% (1)
- Transmission Gate Characteristics: DS DSDocument17 pagesTransmission Gate Characteristics: DS DSradeonleonNo ratings yet
- AssignmentDocument4 pagesAssignmentDenzel ChiuseniNo ratings yet
- Under Keel Clearnace (Filled-Up)Document1 pageUnder Keel Clearnace (Filled-Up)CHERRY ANN OLAJAYNo ratings yet
- GEO281 Image 7Document4 pagesGEO281 Image 7Pam PamNo ratings yet
- Appendix 43 CDRegDocument2 pagesAppendix 43 CDRegMang JuanNo ratings yet
- Network Analysis PDFDocument12 pagesNetwork Analysis PDFRujuta ChikurdeNo ratings yet
- CVS-128 128B OME Rev06Document84 pagesCVS-128 128B OME Rev06Ahamed Shiraz ARNo ratings yet
- Gened 1098 Eqn SheetDocument10 pagesGened 1098 Eqn Sheetbenjy321No ratings yet
- 2016 - Ceramic Sand Screens - 3M - Sand Control SASDocument19 pages2016 - Ceramic Sand Screens - 3M - Sand Control SASeandresmarNo ratings yet
- Calculus Assignment HelpDocument22 pagesCalculus Assignment Helpmathsassignmenthelp100% (1)
- MGT202 Lecture 06.ppsxDocument17 pagesMGT202 Lecture 06.ppsxBashir AhmadNo ratings yet
- Ship Power PlantDocument141 pagesShip Power Plantnguyentrunghieu51dltt100% (2)
- Familiarity Questionnaire OCQ 90.2003Document5 pagesFamiliarity Questionnaire OCQ 90.2003yani0707No ratings yet
- Unit 10 Administrative StructureDocument11 pagesUnit 10 Administrative StructurePoco ChanNo ratings yet
- Crew 2Document58 pagesCrew 2Law&Crime100% (1)
- Lesson 1C - PhysDocument10 pagesLesson 1C - PhysEvamae Lincuna Moral ApacNo ratings yet
- Learning Guide 14: Animal Health Care Service NTQF Level-IVDocument41 pagesLearning Guide 14: Animal Health Care Service NTQF Level-IVRafez JoneNo ratings yet
- BEP240SNc Tech Support3Document0 pagesBEP240SNc Tech Support3Pam EvansNo ratings yet
- Anecdotal ReportDocument3 pagesAnecdotal ReportJulia Geonzon LabajoNo ratings yet
- Spelling Shed Scheme Stage 4Document267 pagesSpelling Shed Scheme Stage 4Maureen HaNo ratings yet
- Bearing Component GeneratorDocument2 pagesBearing Component GeneratorAos GidionNo ratings yet
- My Wife Photo ShootDocument21 pagesMy Wife Photo ShootArch Cheng60% (15)
- Abcam Adhesion and MethastasisDocument1 pageAbcam Adhesion and MethastasisJosé Jiménez VillegasNo ratings yet
- General Physics 2 - Scope and SequenceDocument2 pagesGeneral Physics 2 - Scope and SequenceMarvin SalvadorNo ratings yet