Professional Documents
Culture Documents
Cotterell 1980
Cotterell 1980
Uploaded by
SREENATH S.SOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Cotterell 1980
Cotterell 1980
Uploaded by
SREENATH S.SCopyright:
Available Formats
The Split Nut: An Easy to Fit Nut
with a Higher Inherent Strength
B. Cotterelh The split nut, invented by Commander P. Y. Williams, is easier to fit than the con-
Department of Mechanical Engineering, ventional nut and has a higher inherent strength. The two halves of the nut, which is
University of Sydney, coned at both ends, fit into a conical washer that forces them tightly onto the bolt.
Sydney, N.S.W. 2006, Australia The positive clamping action increases the radial load on the threads, which reduces
the tensile bending stress at the root of the thread. The load distribution in the
threads is also improved, because the change in thread pitch caused by the axial
deformation of the nut and bolt is partly compensated by a rotation of the nut
halves about an axis normal to that of the bolt. These two effects reduce the max-
imum tensile stress at the root of the thread to about half of that in the conventional
nut.
1 Introduction
The split nut invented by Williams [1] promises significant
labour savings in many applications. In situations such as
occur in chemical processing plants, where maintenance
involves periodic stripping of flange joints, much time is spent
in dealing with faulty bolting [2]. Even if damaged nuts are
not encountered, the cost of fitting is considerably greater
than the cost of the nut itself [3].
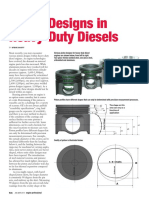
The split nut is similar to the conventional nut, but is coned
at both ends and is split into two halves (see Fig. 1). The cones
on the nut halves fit into a cone washer (or a cone in the
jointed surface) that forces the two halves onto the bolt. The
two halves of the nut are made identical by positioning the
screw thread so that it is symmetrical about a center line
through the mid-height of the nut (see Fig. 1). Thus, any half
of a split nut mates with another half of the same size.
However, the two halves can only be assembled in one way or
they will be one half a pitch out of alignment. Spigots are
provided on the surface of the split, that mate with
corresponding holes when the nut is correctly assembled.
t MUST PASS THROUGH
There is a large clearance on the spigots and matching holes to THE CREST AND ROOT
ensure that they do not interfere with the nut closing on the OF THE THREAD ON THE
bolt. A gap exists between the two halves of the nut when it is PLANE OF THE SPLIT
assembled for the same reason.
To assemble the split nut, it is placed around the bolt with a
coned end seating in a conical washer. A fraction of a turn is
sufficient to tighten the nut. Even more importantly, the nut Fig. 1 Split nut assembly
can be completely removed with a fraction of a turn. Ex-
perience has shown that even the most stubborn nut can be method of manufacture eliminates machining. Split nuts of
moved sufficiently before binding completely to allow the similar overall dimensions to conventional nuts have been
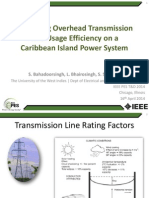
split nut to be released. manufactured by this process in 3/4 in. B.S.W. (Fig. 2) using
Powder metallurgy is an ideal method of manufacture for a copper steel. In the plain sintered condition, these meet
the split nuts. The die for the half split nut can be in one piece Grade A requirements and when infiltrated with copper meet
with simple ejection after compaction. The accuracy in the up to Grade T requirements of British Standard 1083:1965
[1].
1
The cone washers are equally important because they are
Presently on Sabbatical Leave at Division of Engineering, Brown Universi-
ty, Providence, R. I. 02912.
more highly stressed than plain washers. They have also been
Contributed by the Reliability, Stress Analysis and Failure Prevention Com- manufactured by powder metallurgy. The diameter of these
mittee for publication in the JOURNAL OF MECHANICAL DESIGN. Manuscript washers (Fig. 3) is the same as that for a standard washer, but
received at ASME Headquarters Aug. 1979. the thickness is necessarily greater. However, the overall
734/ Vol. 102, OCTOBER 1980 Transactions of the ASME
Copyright © 1980 by ASME
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
CONTINUED t OF THREAD MUST INTERSECT
FACE OF NUT WITHIN +1° OF THIS t
125 /
.240"
^
400 i —1| iN-: t .650"
.160"
.-
:
a
^
.070
.105"
.020"
Fig. 2 The 3/4-in. B.S.W. split nut
height of the nut and washer combination is less than that of load is concentrated. The maximum tensile stress in the bolt is
the conventional combination. It is also possible to the same as that in the nut; thus, the reduction provided by the
manufacture the washers by cold forming. use of the split nut should improve the fatigue strength of the
The strength of the sintered split nut is high, because the bolt. Fatigue failure of nuts is rare.
maximum bending stress in the thread is less than that in a Although full-scale vibration tests, as of yet, have not been
conventional nut. This reduction in stress is achieved in two made on split nuts, it is thought that they have as good a
ways. The elastic distribution of load in the threads of a locking quality as conventional nuts. The breakaway torque
conventional nut is poor with the load concentrated on the last of split and conventional nuts tightened to the same torque are
thread due to the differential change in pitch caused by the nut the same [1]. Vibration tests have been made on bolted joints
being in compression while the bolt is in tension [4]. The split using split nuts oscillating the direct load across the bolted
nut has some freedom to rotate about an axis normal to that joint, but the more vital test of applying a shear across the
of the bolt and to partly compensate for this differential joint have not yet been made. The preliminary vibration tests
change in pitch. Thus, the maximum thread load in the split were inconclusive because loosening of either split or con-
nut is less than that of the conventional nut. The tensile ventional nuts could only be detected when either the stiffness
bending stress is further reduced because the radial load on of the joint was unrealistically small or the applied bolt
the threads of a split nut are higher than those in the con- tension extremely low.
ventional nut. The radial load contributes a moment of op- A practical demonstration of the efficiency of the split nut
posite sign to the axial load and reduces the moment applied has been made by fitting split nuts to representative flanges of
to the thread root. Total Australia's petroleum refinery at Matraville, N.S.W.
In fatigue, 65 percent of bolt failures initiate in the thread [1]. These joints are bolted using 1 1/8 in. 80N. B7 studs with
at the nut face [5] where, in the conventional nut, the thread 2H nuts. Because split nuts manufactured by powder
• Nomenclature •
stress in the nut and
p = intensity of axial load bolt
a = pitch of thread per unit of thread wb axial shift due to
a* = a/De = n o n - d i m e n s i o n a l helix thread bending
pitch of thread pirDe = non-dimensional in-
wr axial shift due to
b = depth of fundamental W tensity of axial load rotation of nut halves
triangle of thread = intensity of radial y axial distance from
d = depth of thread from load per unit length center of rotation of
tip of fundamental of helix the nut halves
triangle r = radial distance from y* = y/De non-dimensional y
f(6) = function of 6 center of rotation to ya axial distance from
h = stiffness of thread pitch circle diameter center of rotation to
profile w = axial shift in the pitch start of the first
circle diameter thread
*-[£(••-£-)]" w = axial shift due to axial y0* =y0/De non-dimensional y0
Journal of Mechanical Design OCTOBER 1980, Vol. 102/735
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
CENTRE OF ROTATION
o
20°00 ID
CM
d.
SECTION XX
Fig. 3 The 3/4-in. cone washer Fig. 4 Thread loads and displacements in a split nut
metallurgy were not available in this size, they were machined splines necessary for 3/64-in. diameter locking pin reduce the
from conventional 2H nuts. In laboratory tests split nuts strength of the 3/4 split nuts by only 3 percent [11].
broke the B7 studs every time. A single split nut was sub-
stituted for a conventional nut on a number of flanges in May
1976 using torques of 590 lb-ft. These split nuts have per- 2 The Load Distribution in Split Nuts
formed satisfactorily since installation. In the course of In conventional nuts, the differential change in pitch caused
general maintenance, two of these nuts were removed in May by the axial load is accommodated by the threads bending
1977, the necessary torques were 430 ft-lb and 1000 ft-lb. [4-9] and, to a lesser extent, by the nut expanding and the bolt
Where vibration is a problem and locking would be contracting [4,9]. If the ends of the split nut were spherical,
required for a conventional nut, the split nut can be locked the two halves could rotate about an axis normal to the axis of
with a pin inserted into longitudinal splines cut into both the the bolt and parallel to the plane of the split so that the free
bolt and nut [11]. With this arrangement, using a 3/64-in. end of the nut closed slightly. Such a rotation effectively
diameter locking pin, the breakaway torque for 3/4-in. split increases the pitch of the nut and can partly compensate for
nuts is increased by 25 ft-lb for all tightening levels [11]. The the decrease in pitch caused by the compressive stress in the
AB = cross-sectional area unit of thread helix energy
of the bolt TV = number of half turns W = total axial load
AN = cross-sectional area of thread a = angle of line of
of the nut Q = radial load per unit of reaction on washer
Bi ,B2 ,B} = constants in equation thread helix /3 = semi angle of thread
for/? T = constant in equation T = a constant determined
C = 2dlb for stiffness h by the total load
De = effective diameter of U = strain energy equation
nut and bolt Ua = strain energy of axial v = Poisson's ratio
E = Young's modulus strain 6 = polar coordinate
F = transverse thread load ub = strain energy of a = stress
per unit of thread thread bending aB = axial stress in bolt
helix V = potential energy 4> = friction angle
M = bending moment per ya = d a t u m potential \j/ = semi angle of cone
736/Vol. 102, OCTOBER 1980 Transactions of the ASME
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
nut. The seat of the sintered split nut is conical, but spherical
seats are possible and have been used in experimental nuts ma-
chined from standard nuts. However, there was not much
difference in the strength of nuts with spherical or conical
seats. With conical seats, the rotation about an axis normal to
the bolt is not free, but some rotation is possible.
In this analysis, change in pitch due to axial load, bending
of the thread form and rotation of the nut halves about an
axis normal to that of the bolt is considered.
2.1 The Effect of Rotation on Pitch. It is assumed that the
split nut has a spherical end giving freedom for the two halves
to rotate about an axis normal to that of the bolt. The nut
halves can rotate about axes parallel and normal to the plane
of the split. However, the major rotation is about the parallel
axis, because rotation about the normal axis only changes the
average pitch slightly. Thus, rotation about the normal axis
does not lead to a significant accommodation in pitch and is
neglected in this analysis. The rotations of the two halves
about the parallel axis are not identical because the thread on
one half is half a pitch in advance of the other, but the dif-
ference is small and is neglected. Thus, the only rigid body Fig. 5 Loads deforming the thread profile
deflection considered is a rotation a> of each half about the
center of the spherical end, so that the free end of the nut Assuming that this load is uniformly distributed over the cross
closes slightly. The displacement of a point on the effective section of both the nut and the bolt, the differential decrease
diameter is given by the vector, ru> (Fig. 4), This vector has the in pitch between the nut and bolt is:
following components:
i»De . „
Along the axis of the nut ——, sin r a / 1 1
In a radial direction
In a tangential direction
2
ywsind
yw cose
)I.'f-]- (5)
The displacement results in an effective axial shift of the pitch where AN, AB are, respectively, the cross-sectional areas of
circle diameter towards the loaded end of the nut of the nut and bolt. Introducing the non-dimensional load
uDp a* PwDe
sinS + 2y'(i tan/3 sin^ -cosS (6)
Wr
')] (1) W
where P is the total load on the bolt, the non-dimensional
where a* = a/De and y* = y/De are the non-dimensional form of equation (5) is:
pitch and axial distance from the center of rotation,
respectively. The sign changes as 6 moves from one half of the
nut to the other and is positive when 0 is zero. Using the ex-
pression dw = r ^ _ / 1 + M [ ' p.de]de. (7)
a*d L7r 3 A,£ V AN /•)<> J
y -ya + 2TT (2)
the effective increase in pitch between two points on the pitch The total load equation is
circle diameter dd apart is (•A/T
p*d8 = 2-ir. (8)
dwr = ± °^~L | - cose + 2 (y0 * + ^— J (tan/3 cose + — sinej 2.3 The Effect of Thread Deformation on the Pitch. As well
as an axial thread load p, there is a radial thread load q (Fig.
+ — tan/3 sine - ( —
O"cose dd. (3)
4). The ratio of p to q is limited by sliding friction, but is not
known precisely. However, the radial forces q must balance
the radial reaction at the spherical seat. If the reaction at the
washer makes an angle a to the axis of the nut and it is as-
2.2 The Effect of Axial Load on the Pitch. It is assumed sumed that
that the full thread starts on the plane of the split where 0 is q=p tan a (9)
zero and ends on the plane of the split at 8 = Mr where N is
even. In practice, of course, the first and last threads are then the radial forces are in equilibrium. Strictly p/q is not
feathered to zero. The only allowance for this feathering, constant, but, because the axial force produces the major part
which reduces the thread load at the face of the nut, is to of the thread deformation, this assumption is reasonable.
assume that the feathered portions of the thread take no load. Assuming that these loads act at the center of the thread
The load in both the nut and bolt, an angular distance 6 from form, the equivalent forces and moment at the tip of the
the start of the thread, is theoretical thread form (Fig. 5) are
pDe F = P
dd, (4) Q = p tana
j; b
M - p— [l + tan/3 tana]. (10)
where p is the axial thread load per unit of thread helix.
OCTOBER 1980, Vol. 102/737
Journal of Mechanical Design
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
In the case of a split nut with a conical end of semi angle \p:
A:2] p*dd=*tt\ \-2y0* tan/3 + ( — ) ]cos0
a=y-^+</>, (11)
where 6 is the friction angle. For conventional nuts [4],
a =0-0. (12) (v) 2y 0 + 2 tan/3 sine tan/3 d cosfl
Due to the rotation of the half nuts, there is a slight
dP
disengagement of the threads of the nut and bolt which moves + (—) 8 sindl+h (18)
the line of action of the thread loads nearer to the tip of the He
thread. Since the loaded end of the nut has the maximum
radial opening, the stiffness of the nut at the loaded end is
slightly less than that at the unloaded end. Such a change in where
stiffness aids the equilization of thread load. However, the
effect of radial movement of the nut is neglected, because the
actual line of action of the thread loads is very dependent on *-£('•£)• (19)
the quality of the thread form.
It is assumed that the deflection of the thread at any point is
only a function of the load at that point and can be given by and the non-dimensional rotation of the nut halves is
the plane strain deflections of the theoretical thread form. 2E
This assumption is reasonable where the variation in thread 0 = ha (20)
B
load is not too great, but must over-estimate the deflection
when the gradient in thread load is large. It is this artificial and aB is the stress in the bolt.
assumption that produces discontinuities in slope in the The differential equation (18) can be integrated to give a
thread helix which in practice would be regions where the general expression for the thread load
slope changes rapidly. The axial deflection of the thread p* = T cosh k d+Qf(d) , (21)
caused by the thread bending under these assumptions has
been given by Sopwith [14] and is in non-dimensional form where Y is determined by the total load equation (8). The
function /(6) has discontinuities in slope at the plane of the
hW split as a result of the alternating sign in the differential
(13) equation (18).
•KD„Ek
where
2.5 Determination of the Rotation of the Nut Halves. It is
impossible to determine the nut rotation Q uniquely. Although
/J = 2(1-^)JB, l n C - ( ^ i ) B.+BA (C-\ )}} (14) each half nut must be in equilibrium, it is impossible to write
\ C
down all the equations of equilibrium precisely. The ratio p/q
2d
and C = has been chosen so that the radial forces are in equilibrium.
The moments about axis parallel and normal to the plane of
the split must also be in equilibrium. It would be necessary to
2 sin2;3 allow the halves of the split nut to rotate about an axis normal
2 ' 1- T)
\2l3-sm2l3 / to the plane of the split as well as parallel to satisfy these
B, = equations. However, it is impossible to write these moment
2/3 + sin2/3 equations with reasonable accuracy. The moment equations
are sensitive to the precise values of the ratio p/q along the
thread helix and the assumption that p/q is constant is not
2 \-2v - cos2/3 realistic enough. Also, the line of the reaction forces at the
B, •-IT- (15)
2/3-sin2/3 (1 - »»)sin2jS sin2/3-2/3 cos2/3 nut-washer interface is not known.
If the split nut were frictionless, then it would be in stable
2T equilibrium when the potential energy was a minimum. The
B,
sin2/3-2/3 cos2/3 potential energy is not too sensitive to the ratio p/q. Thus, an
energy method has an apparent advantage. However, the split
1 + tan/3 tana . nut is not frictionless so that the potential energy does not
necessarily reach its minimum value. In fact, strictly there is
no minimum in the potential energy, because a nut without
Thus, the relative increase in pitch between the nut and bolt friction would twist loose. However, with the split nut, if it is
due to thread deformation is assumed that there is friction to prevent the nut twisting loose,
but at the same time assuming that the rotation in the
hW dp* spherical end about an axis normal to the bolt is frictionless,
"wh = ^ —r~ dd • (16)
b then it is possible to find a value of Q that minimizes the
itD,E dd
potential energy for the range of geometries used in the
practical split nuts. It is emphasized that in practice there is no
2.4 The Compatibility in Pitch. Neglecting all other unique value of fl and hence the thread load, but that there
deformations, the decrease in relative pitch due to the axial exists a tendency for the nut to move from high to low
load is accommodated by a rotation of the nut halves and potential energy. The act of tightening a split nut with a
deformation of the thread. Therefore, spanner is not a process that is exactly reproducible. It is
possible when tightening a split nut to give it a moment
dwa = dwr + dwb (17) normal to the bolt axis as well as providing the torque to
tighten it. However, it is suggested that the value of fi that
The non-dimensional form of this equation from equations minimizes the potential energy is the best estimate that can be
(5), (7) and (16) is: obtained.
738/Vol. 102, OCTOBER 1980 Transactions of the AS ME
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
0.6 60
£ = 27.5°
a = 30°
0.5 -\ aa= 0.146 50
k = 0.0857
y„«=0.47 ^MINIMUM POTENTIAL ENERGY
o
0.4 —
- \ ui = 16.4 ( V E > ° c/> 40 -
<
0.3 30
\
\ - y - CONVENTIONAL NUT k= 0 . 0 8 5 7
z V J \ ^= 275
° MINIMUM / p * d6
w 0.2 - 3 20
z
o
0.1
1 . 1 1 1 1
1 2 3 4 5 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
THREAD HEIGHT FROM LOADED FACE
Fig. 6 Thread load distribution for a typical split nut Fig. 7 Rotation of the nut halves as a function of the height of the
center of rotation
It is assumed that the strain energy stored in the nut and in
that portion of the bolt in contact with the nut consists of: (/) -2-K^a—(y„' + ^ ) + lp"]« =Wl j) • (27)
strain energy of the axial strain of the nut and bolt, and («)
strain energy of the axial thread deformation. The strain
energy stored in axial strain is
An alternative criterion that produces a more uniform
U. a
ATTE (i^)ru>f-r*-«» thread load distribution is that which Q minimizes the strain
energy of the thread deformation given by equation (23). This
criterion assures that the integral of the square of the
The strain energy due to the axial thread deformation is deviation of the thread load from a uniform thread load is a
minimum. There is no theoretical justification for such a
h [Np2De criterion, but it does enable the effect of variance of 0 from
Ub de (23)
-2Eh that which minimizes the potential energy to be studied.
Thus, the total strain energy that is a function of the rotation 2.6 The Theoretical Thread Load Distribution. The thread
Qis load distribution for typical values of the non-dimensional
parameters (based on a 3/4-in. BSW split nut with a spherical
end that is equivalent to a 120-deg conical end) for minimum
U= l^ \_k2^oP*de) + 2 d6
P' ] • ( 24) potential energy is compared to that for a conventional nut in
Fig. 6. The rotation of the nut halves necessary to achieve
The potential energy of the bolt load is reduced by bolt minimum potential 16.4 aBIE° is very small. For a nut loaded
deflection permitted by the rotation and deformation of the to 75 percent of the minimum strength required for a Grade A
last thread at d = Nw. The bolt deflection caused by the nut in British Standard BS1083:1965, the necessary rotation is
rotation is from equation (1): only 0.04 deg. Such a small rotation is possible even for a
conical seat and is smaller than the rotation that will take
wD„a' r . Na'l place during the bedding-in of the nut at low loads caused by
[w,]» (25)
thread inaccuracies. Thread inaccuracies have been ignored in
this analysis, as they have been in analyses of conventional
The thread load at the finish of the thread is closer to a step nuts, but because there is the possibility of them being partly
function than to a uniform load. Since the deformation at the accommodated by the rotation of the split nut halves, it is
step of a step function is one half of the corresponding thought that the load distribution for split nuts is less sensitive
deflection under a uniform load, a factor of 1/2 has been to thread inaccuracies than that for conventional nuts.
introduced into equation (13) to give the bolt deflection There is a discontinuity in the slope of the thread load
caused by thread deformation distribution at the plane of the split, produced by the rotation
Wh of the nut halves in opposite directions. This discontinuity is
present because the model used for the thread deformation
assumed that the deflection at any point is a function of only
Thus, the potential energy of the split nut and bolt is the load at that point. A more realistic model of the thread
deformation would remove these discontinuities and the
actual thread load distribution is a smoothed version of that
^iSsOrKM1^]""
shown in Fig. 6. Thus, the maximum thread load of 0.414 is
an over-estimate and the actual maximum thread load is
Journal of Mechanical Design OCTOBER 1980, Vol. 102/739
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
0.6
0.5 ^ FOR THE SAME THREAD LOAD
z
UJ
>
z
i.o -
o
0.4
0.8
0.6
FOR THREAD LOAD/
_SPLIT. NUT 0.7 x CONVENTIONAL NUT N. \
!/> 0.4 -
^0.2 -
0 1 2 3 4 5 6 o
o o 1 1 1 1 1
THREAD HEIGHT FROM LOADED FACE i-
< 10 20 30 40 50 60
Fig. 8 Thread load distributions for high and low centers of rotation a. a
I I
0.6 90 80 70 60 50 40
SEMI CONE ANGLE \p ASSUMING <j> = 10°
Fig. 10 Rates of tensile stress in the thread of a split nut to that in a
conventional nut
0.5
a changes sign. Such a change in sign is not real, because only
<
o compressive forces can be transmitted across the thread. If the
_)
a 0.4 - solution gives a negative value, it means that contact is lost
< between the threads to be re-established on the opposite faces
UJ
CE of the threads; the present analysis does not account for this
I
possibility and no solution is given for y0' less than 0.3. If the
0.3 required nut rotation is large as in the case for small y0', then
<
Z
o
there is less chance of the split nut achieving that value. Since
1/1 the thread load is over-compensated by large rotations (see
z Fig. 8), the actual load distribution is more likely to be near
UJ 0.2 -
s the value given by minimizing the strain energy of the thread
o deformation (see Fig. 7) which results in a more favorable
z
o thread load distribution (see Fig. 9).
z 0.1 For split nuts of similar geometry to standard nuts (whether
coarse or fine-threaded), the height of the center of rotation is
the major variable. The direction a of the contact forces
between the nut and washer is a relatively insignificant
variable. A similar conclusion was reached by Sopwith [4] for
conventional nuts (where a = /3 — <j>) in his discussion on the
0 1 2 3 4 5
effect of friction.
The maximum improvement in the thread load possible
THREAD HEIGHT FROM LOADED FACE with split nuts can be gaged from Fig. 9 which shows that
Fig. 9 Thread load distributions that minimize the strain energy of resulting from minimizing the strain energy of the thread
thread deformation deformation. The fluctuations are again larger for low centers
of rotation, but the load distribution is not over-compensated.
probably nearer 0.35. By the same argument, the maximum Thus, it appears that the minimum thread load concentration
thread load in a conventional nut must be less than the 0.540 factor possible is of the order 0.3/(2/N) = 1.8 as against a
value indicated in Fig. 6, but since the gradient of the thread thread load concentration factor for a conventional nut of
load is not so great, the reduction is less. A figure of 0.50 is 0.5/(2/N) = 3 for standard nut geometries.
suggested as a reasonable value to take for the maximum
thread load for the conventional nut.
The rotations of the nut halves necessary to achieve 3 The Static Strength of Split Nuts
minimum potential energy for 6 thread high nuts of similar
geometry to the B.S.W. nut is shown in Fig. 7 as a function of Apart from reducing the thread load concentration factor,
the height of the center of rotation. For values of y0' less than the split nut also reduces the maximum tensile stress at the
0.25, the necessary rotation increases sharply. The fluc- root of the thread because of the increase in radial thread
tuations caused by these higher rotations are very large (see force Q. The maximum tensile stress at the thread root can be
Fig. 8). For centers of rotation less than 0.3 the thread load obtained from Sopwith's analysis [4] and is
740/Vol. 102, OCTOBER 1980 Transactions of the ASME
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
F sin2/3 2Q cos2(3 1M cos2/3 tan2/n Many other designs of nut have been proposed that give
tf(2/3-sin2/3) ~ d/(2,6 + sin2,6 ~ d2 (tan2;3 - 2(3) J improved thread load distributions [10], but none have the
ease of manufacture and the time savings in fitting that the
split nut has. Commander Williams has invented a nut that is
where F, Q and M are given by equation (10). The ratio of the a considerable improvement over the conventional nut in
maximum tensile stress in a typical split nut (based on the 3/4 many applications.
B.S.W. nut) to that for a similar conventional nut (assuming
the friction angle <j> is 10 deg) is shown in Fig. 10. For a split Acknowledgment
nut where the cone angle is 120 deg, a = 40 deg (if it is as-
sumed that <j> = 10 deg). Thus, even if the split nut had the This study was supported by the NSF Materials Research
same maximum thread load as the conventional nut, the Laboratory at Brown University.
maximum tensile stress in the thread would only be about 0.7
that in the conventional nut. If it is assumed that the ratio of
the thread loads is of the order 0.35/0.5 (see Fig. 6), then the References
maximum tensile stresses are reduced to about 1/2 of that in 1 Cotterell, B., "Split Nuts - A More Efficient Fastener," Chartered
the conventional nut. Thus, the maximum tensile stress in the Mechanical Engineer, 1978, pp. 73-76.
thread of a split nut is only a fraction of the stress in the 2 Seward, W. H., "Anomalies of Bolting," Petroleum Review, 1976, pp.
conventional nut. The success of the sintered split nut which 35-37.
3 Pearce, D. N., "Fasteners, Origin, Evolution and Selection," Fasteners
in 3/4 in. B.S.W., has an average strength of 39,100 lb is Handbook, ed. A. Guiffichs, Morgan-Grampian.
explained by this low stress. 4 Sopwith, P. G., "The Distribution of Load in Screw Threads," Pro-
ceedings of the Institute of Mechanical Engineers, Vol. 159, 1948, pp. 373-383.
5 Peterson, R. E., Stress Concentration Design Factors, John Wiley &
Conclusions Sons, New York, 1953, p. 111.
6 Zhukovskii, N. E., "Load Distribution in Threads of a Screw and Nut,"
The split nut has considerable advantages over the con- Collected Works, Vol. 8, 1937, pp. 48-54.
ventional nut in most applications. It is easy to fit or remove 7 Jaquet, E., "Ueber eine neuartige Schraubenverbingungen,'7ng. Arch.,
even in awkward places, or when the thread is damaged and Vol.2, 1931, p. 569.
should produce substantial savings in plant maintenance time. 8 Den Hartog, J. P., "The Mechanics of Plate Rotors for Tur-
bogenerators," Transactions of the ASME, Vol. 51, 1929, paper APM-51-1.
Because the split nut has considerably lower stresses in the 9 Motosh, I. N., "Load Distribution on Threads of Titanium Tension Nuts
thread than the conventional nut, it is possible to manufacture and Steel Bolts," ASME Journal of Engineering for Industry, 1975, pp. 162-
strong nuts by powder metallurgy at a cost comparable to that 166.
of the conventional nut. The maximum stress in the bolt is 10 Hetenyi, M., "A Photoelastic Study of Bolt and Nut Fastenings," Tran-
sactions of the ASME, Vol. 54, 1943, pp. A93-A100.
similarly reduced. Since many fatigue failures occur at the nut 11 Cotterell, B., "Static Strength of Sintered 3/4 in B.S.W. Split Nuts and
face, the split nut offers an increase in the fatigue strength of Coned Washers and Locking Characteristics," Rolling Research Laboratory
the bolt. TNS-10, July 1977.
Journal of Mechanical Design OCTOBER 1980, Vol. 102/741
Downloaded From: http://mechanicaldesign.asmedigitalcollection.asme.org/ on 04/05/2018 Terms of Use: http://www.asme.org/about-asme/terms-of-use
You might also like
- r33 - Electric DiagramDocument31 pagesr33 - Electric Diagramalex.typexNo ratings yet
- Social Studies g8-9 PDFDocument237 pagesSocial Studies g8-9 PDFChisomo Malembeka100% (20)
- Support For Pipes PDFDocument23 pagesSupport For Pipes PDFRemyan R100% (1)
- 4 G 69Document18 pages4 G 69dhikomo100% (2)
- ST7Document4 pagesST7marcelonieto761No ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Piston Designs in Heavy-Duty Diesels: by Steve ScottDocument3 pagesPiston Designs in Heavy-Duty Diesels: by Steve ScottSatyabrat GaanNo ratings yet
- Bolted Connections For Steel StructuresDocument11 pagesBolted Connections For Steel Structuresramu karriNo ratings yet
- Mod 1-3Document3 pagesMod 1-3Gopal UttupurathNo ratings yet
- GEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRDocument8 pagesGEA-820A Vertical Water Wheel Driven Generators 62 A 3000 KVA. OCRPablo ThomassetNo ratings yet
- Ebook - Essential Guide Coil Thread InsertsDocument16 pagesEbook - Essential Guide Coil Thread InsertsBillNo ratings yet
- Welding InstructionsDocument12 pagesWelding Instructionsrahman asadiNo ratings yet
- 2AdesigncomparisonofCastellatedbeambetweenIS 800 1984andIS 800 2007 - Asad - SeffronyDocument6 pages2AdesigncomparisonofCastellatedbeambetweenIS 800 1984andIS 800 2007 - Asad - SeffronySamved PatelNo ratings yet
- 02 ConnectionsDocument26 pages02 ConnectionsyadoleNo ratings yet
- The Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsDocument7 pagesThe Structural Design of Large Grinding Mills With Reference To Shell Mounted BearingsXiaogang Min100% (1)
- The Storv Behind The Ivth 01 The "Lap Seam Crack": Engineers EnginesDocument6 pagesThe Storv Behind The Ivth 01 The "Lap Seam Crack": Engineers EnginesGia Huy ĐàoNo ratings yet
- 1 s2.0 S1005030214000632 MainDocument8 pages1 s2.0 S1005030214000632 MainV.v. TaguisNo ratings yet
- Fasteners (Threaded and Non-Threaded) PDFDocument41 pagesFasteners (Threaded and Non-Threaded) PDFGcwalisile DlaminiNo ratings yet
- Steel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS MembersDocument2 pagesSteel Interchange: Stability of Beams During Erection Fire Rating of Concrete-Filled HSS Membershector diazNo ratings yet
- Modern Steel Construction's MonthlyDocument2 pagesModern Steel Construction's MonthlyircivilcivilNo ratings yet
- RivetDocument15 pagesRivetEllyYanaNo ratings yet
- Composite Refractory MaterialsDocument8 pagesComposite Refractory MaterialsMatija BušićNo ratings yet
- WELD AND BOLTDocument31 pagesWELD AND BOLTNAVEENABNNo ratings yet
- Report CHAPTER9Supports 1961Document23 pagesReport CHAPTER9Supports 1961LUCKSON MUZINDANo ratings yet
- SW Vs Kammprofile GsktsDocument4 pagesSW Vs Kammprofile GsktsFilipNo ratings yet
- Analysis of Silo Supporting Ring Beams Resting On Discrete Supports - O Zeybek, Et Al, 2019Document12 pagesAnalysis of Silo Supporting Ring Beams Resting On Discrete Supports - O Zeybek, Et Al, 2019Benjamin IndrawanNo ratings yet
- Tips For Designing Constructible Steel-Framed Structures: Uality Ssurance OrnerDocument3 pagesTips For Designing Constructible Steel-Framed Structures: Uality Ssurance OrnerHakan EzcanNo ratings yet
- UACEG Anchors Chairs ENDocument10 pagesUACEG Anchors Chairs ENLalith VasudevNo ratings yet
- Bantog - Finals HW 1Document4 pagesBantog - Finals HW 1Penuel G. BantogNo ratings yet
- Sae 44579640 Silent ChainsDocument48 pagesSae 44579640 Silent ChainsWohlenberg MonicaNo ratings yet
- 17-Residual Stress and DistortionDocument20 pages17-Residual Stress and DistortionSaif UllahNo ratings yet
- Mismatch Defect in ERW Steel Tubes: September 2014Document5 pagesMismatch Defect in ERW Steel Tubes: September 2014Riza KhanNo ratings yet
- Product Focus: Welding Done WellDocument2 pagesProduct Focus: Welding Done WellYami YugiNo ratings yet
- Steel Connection MethodsDocument18 pagesSteel Connection MethodsVishnuVardhan100% (1)
- CH 7 Simple Beam End Connections-9-13Document60 pagesCH 7 Simple Beam End Connections-9-13JakesNo ratings yet
- International Journal On Recent TechnoloDocument4 pagesInternational Journal On Recent TechnoloAdnan NajemNo ratings yet
- Connections 1Document26 pagesConnections 1Jeiel ValenciaNo ratings yet
- Weld ConnectionDocument26 pagesWeld Connection1900651No ratings yet
- 2020 SteelDocument12 pages2020 SteelBanuNo ratings yet
- Ijert Ijert: Strength Study On Castellated BeamDocument7 pagesIjert Ijert: Strength Study On Castellated BeamAdnan NajemNo ratings yet
- SpringsDocument11 pagesSpringsShyam N NelluliNo ratings yet
- Explosive WeldingDocument3 pagesExplosive WeldingDarryl007No ratings yet
- Aircraft RivetsDocument51 pagesAircraft Rivetsaanand.mce80% (10)
- Broken Cyl Head StudDocument4 pagesBroken Cyl Head StudArun SNo ratings yet
- Mould ConstructionDocument11 pagesMould ConstructionArun PrasadNo ratings yet
- Forces in WeldsDocument8 pagesForces in WeldsBun KunNo ratings yet
- The Allen Engine-Charles T. PorterDocument3 pagesThe Allen Engine-Charles T. PorterLuis VizcaínoNo ratings yet
- Guide To Fillet WeldingDocument7 pagesGuide To Fillet WeldingPeter KyawNo ratings yet
- Taco Brazed Plate HX Install ManualDocument11 pagesTaco Brazed Plate HX Install ManualTEMPNo ratings yet
- MEP 1 Shafting SystemDocument19 pagesMEP 1 Shafting SystemYohannes DennisNo ratings yet
- Detroit Engine Service Manual DD S V 71 SerDocument12 pagesDetroit Engine Service Manual DD S V 71 SerAndrey PomazanovNo ratings yet
- Welded Connection - 3Document18 pagesWelded Connection - 3Ravi RawatNo ratings yet
- Module 2 Answered 1Document35 pagesModule 2 Answered 1Ralph A. PastranaNo ratings yet
- Mech-V-Design of Machine Elements I U7 PDFDocument45 pagesMech-V-Design of Machine Elements I U7 PDFHaniya FathimaNo ratings yet
- Joints in Steel Construction - Simple Connections - Part 08 PDFDocument26 pagesJoints in Steel Construction - Simple Connections - Part 08 PDFkakem61No ratings yet
- Skewed CalcsDocument8 pagesSkewed Calcspost boxNo ratings yet
- Design Part 2 - TWIDocument4 pagesDesign Part 2 - TWIRam TejaNo ratings yet
- Welding SlidesDocument334 pagesWelding SlidesAsad Bin Ala Qatari100% (13)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Ultratech Cement: Particulars Test Results Requirements ofDocument1 pageUltratech Cement: Particulars Test Results Requirements ofAshish SontakkeNo ratings yet
- Peel Synchro GuidelinesDocument20 pagesPeel Synchro GuidelinesSyed Imam100% (1)
- EstimationDocument146 pagesEstimationHaymanAHMEDNo ratings yet
- Sachin ArjoonsinghDocument9 pagesSachin ArjoonsinghCharlotte BNo ratings yet
- Synopsis PrintDocument4 pagesSynopsis PrintRuchika khekareNo ratings yet
- Online Grievance Reddressal System (Mini Project) Guided By: R.Nitesh Asst - ProfessorDocument35 pagesOnline Grievance Reddressal System (Mini Project) Guided By: R.Nitesh Asst - ProfessorharshithaNo ratings yet
- Electronic Schematics Audio Devices1 PDFDocument250 pagesElectronic Schematics Audio Devices1 PDFElneto CarriNo ratings yet
- Motp Junior Algebra and Logic Puzzle Problem Set 8Document3 pagesMotp Junior Algebra and Logic Puzzle Problem Set 8K. M. Junayed AhmedNo ratings yet
- Vinay Sharma - inDocument3 pagesVinay Sharma - inVinay SharmaNo ratings yet
- Radar 2009 A - 7 Radar Cross Section 1Document49 pagesRadar 2009 A - 7 Radar Cross Section 1Hafidz BaswedanNo ratings yet
- Most Repeated Concepts & QuestionsDocument44 pagesMost Repeated Concepts & Questionsanshika tembhareNo ratings yet
- 001 - SerQual ParasuramanDocument29 pages001 - SerQual Parasuramanfenilia15No ratings yet
- Installation Manual: EnglishDocument24 pagesInstallation Manual: EnglishAntonio FavuzziNo ratings yet
- WdsDocument7 pagesWdsapi-252834360No ratings yet
- Mca 105Document2 pagesMca 105kola0123No ratings yet
- Aoc 18.5Document46 pagesAoc 18.5Sanskar PandaNo ratings yet
- IEEE Standards 1585Document23 pagesIEEE Standards 1585pcsen95No ratings yet
- Ptresentación IEEE STD 738Document21 pagesPtresentación IEEE STD 738qwertysas100% (2)
- Part 1: Simple Exponential Smoothing (α = 0.4) : t t t tDocument3 pagesPart 1: Simple Exponential Smoothing (α = 0.4) : t t t tTushNo ratings yet
- Sense Amplifier For SRAMDocument28 pagesSense Amplifier For SRAMPrateek AgrawalNo ratings yet
- Group 17 - Inorganic ChemistryDocument7 pagesGroup 17 - Inorganic ChemistryDefaults rulezNo ratings yet
- Sub: Antenna & Radiowave Propogation Experiment No.2 Study of The Structure and Operation of Wired, Aperture, Planar and Array AntennasDocument10 pagesSub: Antenna & Radiowave Propogation Experiment No.2 Study of The Structure and Operation of Wired, Aperture, Planar and Array AntennasAtharv NigamNo ratings yet
- Semi-Active Fuzzy Control of A Wind-Excited Tall Building Using Multi-Objectivegenetic AlgorithmDocument16 pagesSemi-Active Fuzzy Control of A Wind-Excited Tall Building Using Multi-Objectivegenetic Algorithmalexkoch2No ratings yet
- Hand Out of Mathematics (TKF 201) : Diferensial & IntegralDocument13 pagesHand Out of Mathematics (TKF 201) : Diferensial & IntegraldikyNo ratings yet
- Brochure In-Lite - EN - 2019Document122 pagesBrochure In-Lite - EN - 2019Roi HbbNo ratings yet
- FMEA Nu CorkDocument19 pagesFMEA Nu CorkAjit SamalNo ratings yet