Download as docx, pdf, or txt
You might also like
- SLS 32 Coconut OilDocument16 pagesSLS 32 Coconut OilK S Kumara50% (2)
- Soap NoodlesDocument4 pagesSoap NoodlesLuis Bejarano75% (4)
- Tesla Coil ReportDocument15 pagesTesla Coil ReportPiyush Raj50% (2)
- Ghee Chemistry: Karuna Meghwal Assistant Professor MIDFT, MehsanaDocument50 pagesGhee Chemistry: Karuna Meghwal Assistant Professor MIDFT, MehsanaNamraNo ratings yet
- Tropical Feed - Summer Course 2021Document20 pagesTropical Feed - Summer Course 2021HAMZAH JAUHARNo ratings yet
- Chairman, Vic-Chairman Managing DirectorsDocument46 pagesChairman, Vic-Chairman Managing Directorskishor kumarNo ratings yet
- Oil Palm Cultivation IndiaDocument31 pagesOil Palm Cultivation IndiasandeepNo ratings yet
- 62fcb62aa2949press Release Edible Oil 17 08 2022Document2 pages62fcb62aa2949press Release Edible Oil 17 08 2022sheela bethapudiNo ratings yet
- Bengal Gram ProfileDocument62 pagesBengal Gram Profileapi-3833893100% (2)
- Anise Oil in BroilerDocument5 pagesAnise Oil in Broilermzaidei5081100% (2)
- Proposal On Soap Research ProjectDocument16 pagesProposal On Soap Research Projectking narciso gabriel de ocampo100% (1)
- Khoa Based SweetsDocument17 pagesKhoa Based SweetsRonak RawatNo ratings yet
- Low GST Lawinfotext Blogspot ComDocument3 pagesLow GST Lawinfotext Blogspot ComKapil Dev SaggiNo ratings yet
- Chapter One: Proposal On Soap Research ProjectDocument16 pagesChapter One: Proposal On Soap Research ProjectYonael MezmureNo ratings yet
- NOn Organic Grocery Price ListDocument8 pagesNOn Organic Grocery Price ListRahulNo ratings yet
- Olive Oil FacDocument8 pagesOlive Oil Faccoleen T.No ratings yet
- Profish Poultry Leaflet - Trouw NutritionDocument4 pagesProfish Poultry Leaflet - Trouw NutritionLee kamunyaNo ratings yet
- Sugarcane Sugar & Ethanol Balance Sheet-Feb 2024Document12 pagesSugarcane Sugar & Ethanol Balance Sheet-Feb 2024SRINIVASAN TNo ratings yet
- Ijiert-Synthesis and Modification of Rice Bran Fattyacid For Utilization in CosmeticsDocument6 pagesIjiert-Synthesis and Modification of Rice Bran Fattyacid For Utilization in CosmeticsIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Animal Nutrtion Lab Exercise - ReviseDocument17 pagesAnimal Nutrtion Lab Exercise - ReviseJevelyn Mendoza FarroNo ratings yet
- Kalidoscope Soap NewDocument1 pageKalidoscope Soap Newsandeepsankar369No ratings yet
- CXS - 033 Huile Olive2021Document9 pagesCXS - 033 Huile Olive2021KHALIDNo ratings yet
- CXS - 033e Codex Aceite de OlivaDocument9 pagesCXS - 033e Codex Aceite de OlivaAnita Rosmery More LupúNo ratings yet
- Cellulose Fibers Impurities Presents in Textile Fibers: Wool Silk MohairDocument4 pagesCellulose Fibers Impurities Presents in Textile Fibers: Wool Silk MohairMOST SHAMIMA SHARMINNo ratings yet
- Preparation of Soap Using Different Types of Oils and Exploring Its Properties PDFDocument42 pagesPreparation of Soap Using Different Types of Oils and Exploring Its Properties PDFm.cj1No ratings yet
- Transparent Soap PDFDocument1 pageTransparent Soap PDFshaymaa mohamedNo ratings yet
- Milkfat Vs Butter Oil Vs GheeDocument32 pagesMilkfat Vs Butter Oil Vs Ghee200111019No ratings yet
- PresentationDocument42 pagesPresentationArghya BhuiyanNo ratings yet
- Biofuel Extraction Techniques Biofuels Solar and Other Technologies Lalit Prasad Full ChapterDocument67 pagesBiofuel Extraction Techniques Biofuels Solar and Other Technologies Lalit Prasad Full Chaptermaryann.atkins290100% (6)
- Nutrients 12 02827 s001Document4 pagesNutrients 12 02827 s001Dat NguyenNo ratings yet
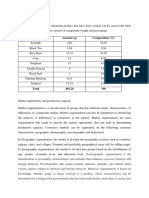
- Ingredients Amount (G) Composition (%)Document2 pagesIngredients Amount (G) Composition (%)MarcoNo ratings yet
- Smallscale SoapmakingDocument80 pagesSmallscale SoapmakingSameerKhanNo ratings yet
- Lye Concentration 40.0000 %: Soapcalc ©Document2 pagesLye Concentration 40.0000 %: Soapcalc ©Tony JuanNo ratings yet
- InTech-Soybean Nutrition and HealthDocument22 pagesInTech-Soybean Nutrition and HealthkidanemariamNo ratings yet
- FF2 Table 1Document6 pagesFF2 Table 1ella.carter.15No ratings yet
- Rice Paddy ProfileDocument75 pagesRice Paddy Profileapi-383389367% (3)
- Saguy Et Al 1996 FryingDocument5 pagesSaguy Et Al 1996 FryingBenjamin Lefihuala SandovalNo ratings yet
- Rapeseed and Canola Oil: Production, Processing, Properties and UsesFrom EverandRapeseed and Canola Oil: Production, Processing, Properties and UsesNo ratings yet
- Biobased ResinsDocument11 pagesBiobased ResinsFernando DiezNo ratings yet
- Latest MenuDocument14 pagesLatest MenuGo Ki LaNo ratings yet
- Problematic SoilsDocument45 pagesProblematic SoilsSimta Sharma100% (1)
- Number of BPL Households 2012Document5 pagesNumber of BPL Households 2012saurav guptaNo ratings yet
- PDF Biobased Polyols For Industrial Polymers 1St Edition Deny Kyriacos Ebook Full ChapterDocument53 pagesPDF Biobased Polyols For Industrial Polymers 1St Edition Deny Kyriacos Ebook Full Chapterrosalina.ryan339100% (3)
- Fatty Acid Composition of Shea ButterDocument3 pagesFatty Acid Composition of Shea ButterDawson ChungNo ratings yet
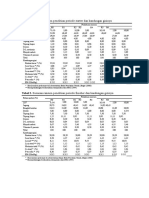
- Tabel 1. Susunan Ransum Penelitian Periode Starter Dan Kandungan GizinyaDocument3 pagesTabel 1. Susunan Ransum Penelitian Periode Starter Dan Kandungan GizinyaYasin Pradana MaulanaNo ratings yet
- Main Characteristics of Goat Breeds of PakistanDocument3 pagesMain Characteristics of Goat Breeds of Pakistanfazizuddin0% (2)
- Milk-Composition of Casein-And-Its-ConstituentsDocument10 pagesMilk-Composition of Casein-And-Its-ConstituentsDr.I KhanNo ratings yet
- OP Scen 28-03-2017Document31 pagesOP Scen 28-03-2017umegeeNo ratings yet
- Ghee: Its Chemistry, Processing and TechnologyDocument7 pagesGhee: Its Chemistry, Processing and TechnologyPoorani ArunachalamNo ratings yet
- Ghee: Its Chemistry, Processing and TechnologyDocument7 pagesGhee: Its Chemistry, Processing and TechnologyshanmugapriyasudhaswNo ratings yet
- FC364C76236Document6 pagesFC364C76236enoketakeNo ratings yet
- Detection of Coconut Oil in Ghee Using ATR FTIR and C - 2022 - Applied Food ReseDocument9 pagesDetection of Coconut Oil in Ghee Using ATR FTIR and C - 2022 - Applied Food ReseRicoNo ratings yet
- Project Power PointDocument15 pagesProject Power PointJoycelyn AryeeNo ratings yet
- Ea SwpacDocument19 pagesEa SwpacPravin ParwanaNo ratings yet
- Production Capacity (In Units/month)Document8 pagesProduction Capacity (In Units/month)cejevexNo ratings yet
- Carbonated Soft Drinks: Formulation and ManufactureFrom EverandCarbonated Soft Drinks: Formulation and ManufactureDr. David SteenNo ratings yet
- The Chemistry of Oils and Fats: Sources, Composition, Properties and UsesFrom EverandThe Chemistry of Oils and Fats: Sources, Composition, Properties and UsesNo ratings yet
- OBC Lottery Pre Shuffle-2Document23 pagesOBC Lottery Pre Shuffle-2Monty KushwahaNo ratings yet
- Costing Sheet - TekzoneDocument35 pagesCosting Sheet - TekzoneMonty KushwahaNo ratings yet
- AGITATOR DRAWINGS-ModelDocument1 pageAGITATOR DRAWINGS-ModelMonty KushwahaNo ratings yet
- Blade & BushDocument1 pageBlade & BushMonty KushwahaNo ratings yet
- Gi FittingsDocument2 pagesGi FittingsMonty KushwahaNo ratings yet
- Daily Factory ReportDocument336 pagesDaily Factory ReportMonty KushwahaNo ratings yet
- Silo BoqDocument1 pageSilo BoqMonty KushwahaNo ratings yet
- Daily Factory ReportDocument270 pagesDaily Factory ReportMonty KushwahaNo ratings yet
- Zakir Employee Attendence RecordDocument1 pageZakir Employee Attendence RecordMonty KushwahaNo ratings yet
- Dryer Ducting StatusDocument14 pagesDryer Ducting StatusMonty KushwahaNo ratings yet
- Fluidization FullDocument13 pagesFluidization FullMonty KushwahaNo ratings yet
- Fermented Dairy ProductsDocument18 pagesFermented Dairy ProductsMonty KushwahaNo ratings yet
- Balance Tank RequirementDocument1 pageBalance Tank RequirementMonty KushwahaNo ratings yet
- Rac CertificateDocument1 pageRac CertificateMonty KushwahaNo ratings yet
- Gravity Setting, Sedimentation, Principles of Centrifugal SeparationDocument5 pagesGravity Setting, Sedimentation, Principles of Centrifugal SeparationMonty KushwahaNo ratings yet
- Preparation of Detail Layout With Model PlanningDocument4 pagesPreparation of Detail Layout With Model PlanningMonty KushwahaNo ratings yet
- Layout of Offices and WorkshopsDocument2 pagesLayout of Offices and WorkshopsMonty KushwahaNo ratings yet
- Saurabh Dubey.Document2 pagesSaurabh Dubey.Monty KushwahaNo ratings yet
- Service Pipe-Line LayoutDocument10 pagesService Pipe-Line LayoutMonty KushwahaNo ratings yet
- Ice-Cream Making EquipmentDocument8 pagesIce-Cream Making EquipmentMonty KushwahaNo ratings yet
- 10 Microbiological Aspects of Packaging MaterialsDocument3 pages10 Microbiological Aspects of Packaging MaterialsMonty KushwahaNo ratings yet
- Img 20220823 151209Document1 pageImg 20220823 151209Monty KushwahaNo ratings yet
- Description, Working and Maintenance of Can Washers Straight - Through Can WasherDocument8 pagesDescription, Working and Maintenance of Can Washers Straight - Through Can WasherMonty KushwahaNo ratings yet
- 9 Packaging - Materials and ProcessDocument6 pages9 Packaging - Materials and ProcessMonty KushwahaNo ratings yet
- Different Types of Centrifuges. Application in Dairy Industry, Clarifies, Tri-Processors, Cream SeparatorDocument5 pagesDifferent Types of Centrifuges. Application in Dairy Industry, Clarifies, Tri-Processors, Cream SeparatorMonty KushwahaNo ratings yet
- Butter Making EquipmentDocument8 pagesButter Making EquipmentMonty KushwahaNo ratings yet
- 9 Aseptic PackagingDocument6 pages9 Aseptic PackagingMonty KushwahaNo ratings yet
- 6 Common Dairy OperationsDocument94 pages6 Common Dairy OperationsMonty KushwahaNo ratings yet
- Introduction To Fat Rich Dairy ProductsDocument9 pagesIntroduction To Fat Rich Dairy ProductsMonty KushwahaNo ratings yet
- 5 Physico-Chemical, Microbiological and Nutritional Properties of MilkDocument16 pages5 Physico-Chemical, Microbiological and Nutritional Properties of MilkMonty KushwahaNo ratings yet
- L216B FEN 80306 1mmDocument2 pagesL216B FEN 80306 1mmThierry CouleauNo ratings yet
- Effective Oral Communication (Unit 2)Document38 pagesEffective Oral Communication (Unit 2)Rizwan SaifiNo ratings yet
- ASLH-D (S) B 48 NZDSF (A20SA 53 - 7,3) : Optical Ground Wire (OPGW)Document1 pageASLH-D (S) B 48 NZDSF (A20SA 53 - 7,3) : Optical Ground Wire (OPGW)AHMED YOUSEFNo ratings yet
- Indebted Part 2 The Virgin The Bad Boy Sadie BlackDocument296 pagesIndebted Part 2 The Virgin The Bad Boy Sadie BlackVidhya R100% (2)
- Oxford Discover Recommended ReadersDocument6 pagesOxford Discover Recommended ReadersHuan ShenNo ratings yet
- Call For Internship With CSIR-NEERI in Association With CARE INC, USADocument2 pagesCall For Internship With CSIR-NEERI in Association With CARE INC, USANikNo ratings yet
- 21ST Century - Week 1 4Document39 pages21ST Century - Week 1 4jsudjdbrhdjfNo ratings yet
- Nfhs-5 India ReportDocument713 pagesNfhs-5 India ReportROHIT DASNo ratings yet
- Work Energy PowerDocument47 pagesWork Energy PowerHemant ChaudhariNo ratings yet
- ELEC 600 - Numerical Methods in Engineering 03 Credit Hours (3 Contact Hours), Spring 2020Document4 pagesELEC 600 - Numerical Methods in Engineering 03 Credit Hours (3 Contact Hours), Spring 2020Mohammed TarigNo ratings yet
- Busifin Chapter 1Document36 pagesBusifin Chapter 1Ronald MojadoNo ratings yet
- Thanksgiving 2010Document15 pagesThanksgiving 2010Joyce TorresNo ratings yet
- حلول وترجمة مواضيع كتاب الطالب والأنشطة أنجليزي بكالوريا سوريا PDFDocument130 pagesحلول وترجمة مواضيع كتاب الطالب والأنشطة أنجليزي بكالوريا سوريا PDFlaura ..No ratings yet
- Macromolecules 2 Lab: Yellow Orange ++ Dark Green +-No Color ChangeDocument4 pagesMacromolecules 2 Lab: Yellow Orange ++ Dark Green +-No Color Changeapi-318784000No ratings yet
- Calculo de TNT en Arco ElectricoDocument6 pagesCalculo de TNT en Arco ElectricoAdolfo EcheverriaNo ratings yet
- Product Brochure Zincalume1 PDFDocument2 pagesProduct Brochure Zincalume1 PDFRamius HamdaniNo ratings yet
- Leaf Microscope Lesson PlanDocument3 pagesLeaf Microscope Lesson Planapi-263259815No ratings yet
- Pcc-67t8o2qk-Dci ReceiptDocument2 pagesPcc-67t8o2qk-Dci ReceiptDeejay KingNo ratings yet
- How To Install RADIUSdesk On CentOS 6.4 32bits - Nginx Based 3 PDFDocument20 pagesHow To Install RADIUSdesk On CentOS 6.4 32bits - Nginx Based 3 PDFwhyitelluNo ratings yet
- Quotation of Passenger ElevatorDocument8 pagesQuotation of Passenger Elevatormjhikconect3No ratings yet
- 2016 Current ResumeDocument2 pages2016 Current Resumeapi-338765578No ratings yet
- Own It 4 Teachers BookDocument192 pagesOwn It 4 Teachers BookMaría Lourdes Sandoval GonzalezNo ratings yet
- Sidha ArtheritesDocument9 pagesSidha ArtheritesSundara VeerrajuNo ratings yet
- TestFit - CaseStudy - RBA - Architects - FINAL - OCT - 21Document8 pagesTestFit - CaseStudy - RBA - Architects - FINAL - OCT - 21Erick MartinezNo ratings yet
- Machine Problem 1 TextDocument2 pagesMachine Problem 1 TextNeilmer Elcarte LahoylahoyNo ratings yet
- St. Patrick's Day Parade: Program & Line-UpDocument4 pagesSt. Patrick's Day Parade: Program & Line-UpMaple Lake MessengerNo ratings yet
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityJaineshNo ratings yet
- English NotesDocument16 pagesEnglish NotesNerin MichaelNo ratings yet
- 21 Century Literature From The Philippines and The World: RD STDocument3 pages21 Century Literature From The Philippines and The World: RD STRhaedenNarababYalanibNo ratings yet