Download as pdf or txt
You might also like
- 100 MZR Multi-PlexDocument8 pages100 MZR Multi-PlexHarry CortezNo ratings yet
- MT 304 - Gas Liquid Absorption: CL 333 Chemical Engineering Lab-III (2021)Document13 pagesMT 304 - Gas Liquid Absorption: CL 333 Chemical Engineering Lab-III (2021)Shivansh SinghNo ratings yet
- Grade 7 - Cookery (Exploratory Course) Quarter 2-Learning Activity Sheet 2 Maintain Appropriate Kitchen Tools, Equipment and ParaphernaliaDocument5 pagesGrade 7 - Cookery (Exploratory Course) Quarter 2-Learning Activity Sheet 2 Maintain Appropriate Kitchen Tools, Equipment and ParaphernaliaAaron James Espejon100% (1)
- Corrosion of Stainless SteelsDocument5 pagesCorrosion of Stainless Steelsparasite0167% (3)
- Basic GreaseDocument20 pagesBasic Greasefahreez100% (3)
- Quality Air Solutions: Heatless Desiccant Dryers OverviewDocument31 pagesQuality Air Solutions: Heatless Desiccant Dryers OverviewMohamad Bahrodin100% (1)
- Life Cycle Assessment PneuDocument44 pagesLife Cycle Assessment PneuatpontesNo ratings yet
- Production of Formaldehyde From MethanolDocument200 pagesProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- Corrosion Resistance and Mechanical Properties of TIG and A-TIG Welded Joints of Lean Duplex Stainless Steel S82441 / 1.4662Document14 pagesCorrosion Resistance and Mechanical Properties of TIG and A-TIG Welded Joints of Lean Duplex Stainless Steel S82441 / 1.4662zbigniew3brytanNo ratings yet
- Taheri2020 - Article - CharacterizationsOfDissimilar DSS-316LDocument9 pagesTaheri2020 - Article - CharacterizationsOfDissimilar DSS-316Lkamal touilebNo ratings yet
- 1 s2.0 S1005030215002108 MainDocument9 pages1 s2.0 S1005030215002108 MainDr. Rachid djoudjouNo ratings yet
- Corrosion Resistance of Co-Containing Maraging Stainless SteelDocument13 pagesCorrosion Resistance of Co-Containing Maraging Stainless SteelJinsoo KimNo ratings yet
- SSC DWDocument4 pagesSSC DWsanketpavi21No ratings yet
- Materials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeDocument7 pagesMaterials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeZahra MaylaNo ratings yet
- Investigation of Mechanical Properties and Microstructure of GTAW On Dissimilar MetalsDocument3 pagesInvestigation of Mechanical Properties and Microstructure of GTAW On Dissimilar Metalskamal touilebNo ratings yet
- Metals 12 01765 v3Document8 pagesMetals 12 01765 v3Črtomir DonikNo ratings yet
- Shreya S 2019Document8 pagesShreya S 2019Ilmal YaqinNo ratings yet
- CorrosionofStainlessSteelsofCryogenicHydrocarbonFlareTipsBurners PublishedDocument14 pagesCorrosionofStainlessSteelsofCryogenicHydrocarbonFlareTipsBurners Publishedyu64471No ratings yet
- Microstructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessDocument18 pagesMicrostructure, Mechanical and Corrosion Properties of Aisi 904 L Super Austenitic Stainless Steel Welds by Pulsed Gas Metal Arc Welding ProcessTJPRC PublicationsNo ratings yet
- A Comparative Study Into The Fracture Toughness Properties of Duplex Stainless SteelsDocument9 pagesA Comparative Study Into The Fracture Toughness Properties of Duplex Stainless Steelscehamos882No ratings yet
- Welding - Ferritic Stainless Steel 1.4003Document9 pagesWelding - Ferritic Stainless Steel 1.4003Danut RusNo ratings yet
- Ling2017 Article MicrostructureAndFatigueBehavi PDFDocument9 pagesLing2017 Article MicrostructureAndFatigueBehavi PDFKhalid HafezNo ratings yet
- Microstructural Characterization of Lean Duplex Stainless Steel UNS S32101 Welded Joints Using Electron Backscatter DiffractionDocument15 pagesMicrostructural Characterization of Lean Duplex Stainless Steel UNS S32101 Welded Joints Using Electron Backscatter Diffractionzbigniew3brytanNo ratings yet
- Evaluation of Performance of Resistance Spot Welded Joints With DifferentDocument8 pagesEvaluation of Performance of Resistance Spot Welded Joints With DifferentJoselo HRNo ratings yet
- Welding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used CODocument5 pagesWelding Metallurgy of Nickel Steel Andre Yosi 1606842814: Wu Et Al. (2015) Used COAndre YosiNo ratings yet
- The References Are Taken From Nidi (Nickel Development Institute) Twi (The Welding Institute) Lincoln Electric International Molybdenum AssociationDocument21 pagesThe References Are Taken From Nidi (Nickel Development Institute) Twi (The Welding Institute) Lincoln Electric International Molybdenum Associationarif maulanafNo ratings yet
- ArunDocument14 pagesArunAyanokoji kunNo ratings yet
- Welding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFDocument11 pagesWelding Metallurgy of Stainless Steels During Resistance Spot Welding Part I - Fusion Zone PDFKhalid HafezNo ratings yet
- Welds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă DanDocument8 pagesWelds in The Duplex Stainless Steel: Ciofu Florin, Nioaţă Alin, Dobrotă Dankamal touilebNo ratings yet
- Hot Workability and Corrosion Behavior of EN31 Grade Steel-CompressedDocument7 pagesHot Workability and Corrosion Behavior of EN31 Grade Steel-CompressedJaggu TitlerNo ratings yet
- Zou 2015Document9 pagesZou 2015anandhunehNo ratings yet
- Gas Metal Arc Welding of Dissimilar AHSS SheetsDocument7 pagesGas Metal Arc Welding of Dissimilar AHSS SheetsJose JuanNo ratings yet
- Materials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianDocument13 pagesMaterials Science & Engineering A: M. Sabzi, S.H. Mousavi Anijdan, A.R. Eivani, N. Park, H.R. JafarianRami GhorbelNo ratings yet
- Calculation of Pitting Resistance Equivalent NumbersDocument7 pagesCalculation of Pitting Resistance Equivalent NumbersVivi OktaviantiNo ratings yet
- Guidelines For Stainlesssteel WeldingDocument90 pagesGuidelines For Stainlesssteel Weldingquiron2010No ratings yet
- Microstructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialDocument17 pagesMicrostructural and Mechanical Properties Analysis of Plasma ARC Welded 316L Austenitic Stainless Steel Joints Without Addition of Filler MaterialEditor IJTSRDNo ratings yet
- Corrosion of Stainless Steels of Cryogenic Hydrocarbon Flare Tips BurnersDocument13 pagesCorrosion of Stainless Steels of Cryogenic Hydrocarbon Flare Tips Burnersravikanth_rNo ratings yet
- Environmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded JointsDocument6 pagesEnvironmental Degradation of Dissimilar Austenitic 316L and Duplex 2205 Stainless Steels Welded Jointsk.touilebNo ratings yet
- Welding Definition: by S K MondalDocument26 pagesWelding Definition: by S K MondalSaajal SharmaNo ratings yet
- Welding Complete PPT With QuestionDocument50 pagesWelding Complete PPT With QuestionKBSMANITNo ratings yet
- IJETR021817Document3 pagesIJETR021817erpublicationNo ratings yet
- Research On Gas Tungsten Arc Welding of Stainless PDFDocument7 pagesResearch On Gas Tungsten Arc Welding of Stainless PDFMuhammad LukmanNo ratings yet
- Surface Roughness Modelling in Super Duplex Stainless Steel TurningDocument16 pagesSurface Roughness Modelling in Super Duplex Stainless Steel TurningfatinNo ratings yet
- Materials and Design: Haixu Li, Hao Yu, Tao Zhou, Baoliang Yin, Shaojiang Yin, Yanling ZhangDocument9 pagesMaterials and Design: Haixu Li, Hao Yu, Tao Zhou, Baoliang Yin, Shaojiang Yin, Yanling ZhangJose David CastroNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Single-Pass Laser Beam Welding of Clad Steel PlateDocument7 pagesSingle-Pass Laser Beam Welding of Clad Steel PlatetazzorroNo ratings yet
- Cladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Document13 pagesCladding of Low-Carbon Steel To Austenitic Stainless Steel by Hot-Roll Bonding: Microstructure and Mechanical Properties..Rami GhorbelNo ratings yet
- Application of Stainless SteelDocument13 pagesApplication of Stainless Steelsweety1188No ratings yet
- Nitric Acid StorageDocument7 pagesNitric Acid StorageEr Bali PandhareNo ratings yet
- Review of Creep Resistant SteelsDocument4 pagesReview of Creep Resistant SteelsAleš NagodeNo ratings yet
- A Primer For Duplex Stainless SteelsDocument11 pagesA Primer For Duplex Stainless Steelsmp87_ingNo ratings yet
- CorrusionDocument13 pagesCorrusionmmrrmm87No ratings yet
- Patel J - ULNb Solution For Commodty Grade Structural SteelsDocument8 pagesPatel J - ULNb Solution For Commodty Grade Structural SteelsimetallurgyNo ratings yet
- Irjet V7i8884Document9 pagesIrjet V7i8884Mastram HatheshNo ratings yet
- Mma PDFDocument10 pagesMma PDFVIPIN TANDONNo ratings yet
- Study of Mechanical Properties Microstru PDFDocument6 pagesStudy of Mechanical Properties Microstru PDFAyyappanSubramanianNo ratings yet
- J Matpr 2021 06 081Document8 pagesJ Matpr 2021 06 081SREEJITH S NAIR100% (1)
- Wang 2011Document7 pagesWang 2011wallisonkennedy014No ratings yet
- Rana2007 PDFDocument4 pagesRana2007 PDFjohn paulNo ratings yet
- Testing of Austenitic Stainless SteelsDocument64 pagesTesting of Austenitic Stainless SteelsmirelamanteamirelaNo ratings yet
- Duplex & Super Duplex InformationDocument7 pagesDuplex & Super Duplex InformationrajeshNo ratings yet
- Duplex Stainless Steel 2d Edition PracticalDocument64 pagesDuplex Stainless Steel 2d Edition Practicalmahmoud_allam3No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Unit 3 Quiz 3 Practice Name - KEY - : Ti and ODocument2 pagesUnit 3 Quiz 3 Practice Name - KEY - : Ti and OZara ShaikhNo ratings yet
- Over Print CoatingsDocument4 pagesOver Print CoatingsAnil PandayNo ratings yet
- MIE516 Cheat SheetDocument3 pagesMIE516 Cheat SheetCraig DiasNo ratings yet
- S+Ecification For Alcohol, Perfumery Grade: Indian StandardDocument14 pagesS+Ecification For Alcohol, Perfumery Grade: Indian StandardniranjanchouNo ratings yet
- Training Cooling Water Handout For OperatorDocument33 pagesTraining Cooling Water Handout For Operatordikha haryantoNo ratings yet
- Calsol Process OilsDocument5 pagesCalsol Process OilsBen Karthiben NathanNo ratings yet
- Refrigerant PropertiesDocument10 pagesRefrigerant PropertiesGaurav NimNo ratings yet
- Level 1: The Program of Midterm Exam For Master Students 6M060600 - "Chemistry"Document2 pagesLevel 1: The Program of Midterm Exam For Master Students 6M060600 - "Chemistry"LOREI FELISSE GARNACENo ratings yet
- Kolliphor RH 40Document6 pagesKolliphor RH 40farmacia scerboNo ratings yet
- 14250A ch2 PDFDocument33 pages14250A ch2 PDFfethiaktuncNo ratings yet
- Assignment 6Document3 pagesAssignment 6Annagail DominguezNo ratings yet
- Pharchem 1 Lab FinalsDocument53 pagesPharchem 1 Lab Finalslorrainebarandon50% (2)
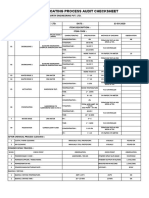
- Process Audit SheetsDocument9 pagesProcess Audit SheetsAMOL PATILNo ratings yet
- Textile - Reference Book For Man Made FibersDocument73 pagesTextile - Reference Book For Man Made Fibersviswa5263100% (6)
- UNIT II Acid Base TitrationDocument48 pagesUNIT II Acid Base TitrationDr Priti JainNo ratings yet
- MCX Margin 03.09Document6 pagesMCX Margin 03.09PANKAJ SHETENo ratings yet
- Natural and Organic Cosmetics Definition and ConceptsDocument9 pagesNatural and Organic Cosmetics Definition and ConceptsNgân Kim0% (1)
- PGT Unit 6 (Fuel Cells)Document23 pagesPGT Unit 6 (Fuel Cells)Prem ShindeNo ratings yet
- 2015 Annual Water Quality: City of SanfordDocument2 pages2015 Annual Water Quality: City of SanfordbexuxubeNo ratings yet
- Understanding Solubility: Preparing Spreadsheets & Graphs With ExcelDocument6 pagesUnderstanding Solubility: Preparing Spreadsheets & Graphs With ExcelnandagamersNo ratings yet
- Soil Chemistry PDFDocument25 pagesSoil Chemistry PDFChynna Kaye GregorioNo ratings yet
- Complete List of Inorganic AcidsDocument2 pagesComplete List of Inorganic AcidsNormina AboNo ratings yet
- Is.8188.1999 0 PDFDocument25 pagesIs.8188.1999 0 PDFArunkumar ChandaranNo ratings yet