Download as pdf or txt
You might also like
- 압력용기 기본정석Document30 pages압력용기 기본정석kyeong cheol lee100% (1)
- General Note (번역본) PDFDocument10 pagesGeneral Note (번역본) PDFJin Woo KimNo ratings yet
- ASME Sec (1) .IX 정리Document10 pagesASME Sec (1) .IX 정리Hyunjong MoonNo ratings yet
- 구조용 강재기호 비교 (KS16-KS18) 및 재료강도표-20180227Document2 pages구조용 강재기호 비교 (KS16-KS18) 및 재료강도표-20180227hong boseonNo ratings yet
- WPS & PQR 작성지침 및 해설Document34 pagesWPS & PQR 작성지침 및 해설백종균0% (1)
- 교육일지 230613 (김정훈)Document16 pages교육일지 230613 (김정훈)성운황No ratings yet
- ASME Sec. XII 3-1.5 DESIGN REQUIREMENTSDocument3 pagesASME Sec. XII 3-1.5 DESIGN REQUIREMENTS임종윤No ratings yet
- KMS 122-12 Air Vent Heads For Marine Use PDFDocument45 pagesKMS 122-12 Air Vent Heads For Marine Use PDFkimjt5538No ratings yet
- M-111-2015 - 압력용기의 용접설계에 관한 기술지침 PDFDocument12 pagesM-111-2015 - 압력용기의 용접설계에 관한 기술지침 PDFBDNo ratings yet
- astm (미국재료표준협회) 분류표 - 부분4 PDFDocument2 pagesastm (미국재료표준협회) 분류표 - 부분4 PDFJaeup YouNo ratings yet
- 배관자재Document105 pages배관자재김성종No ratings yet
- 스터드볼트 (Stud Bolt) 의 정의와 규격 - 디바이스마트 블로그Document3 pages스터드볼트 (Stud Bolt) 의 정의와 규격 - 디바이스마트 블로그nunkijsNo ratings yet
- Lecture Note DIMENSIONS - 6-2Document6 pagesLecture Note DIMENSIONS - 6-2bkchoikeynavNo ratings yet
- MDMT 결정방법Document22 pagesMDMT 결정방법최승원No ratings yet
- Ms 01 107Document21 pagesMs 01 107황철No ratings yet
- 냉간성형강 구조설계기준Document189 pages냉간성형강 구조설계기준김형진No ratings yet
- D 35 2017Document18 pagesD 35 2017mbsahg100% (1)
- KR C-09010 강교 및 강합성교 재료 (121205, Rev0)Document18 pagesKR C-09010 강교 및 강합성교 재료 (121205, Rev0)손현모No ratings yet
- 압력용기 제작기준․안전기준 및 검사기준Document6 pages압력용기 제작기준․안전기준 및 검사기준Lim DongseopNo ratings yet
- Tech 53Document6 pagesTech 53chuljoong kangNo ratings yet
- GTE-PR-PI-009 PIPING SUPPORT DESIGN & 도면 작성 절차서Document21 pagesGTE-PR-PI-009 PIPING SUPPORT DESIGN & 도면 작성 절차서이재혁No ratings yet
- asmesecviiicode의요약 PDFDocument12 pagesasmesecviiicode의요약 PDF윤종주No ratings yet
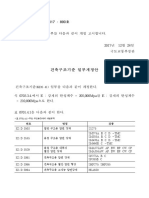
- 건축구조기준 일부개정Document12 pages건축구조기준 일부개정이성형No ratings yet
- 건설용 강재의 특성과 이용Document47 pages건설용 강재의 특성과 이용kangsungjinNo ratings yet
- 1. 배관자재 표준규격서Document37 pages1. 배관자재 표준규격서check2486No ratings yet
- 배관응력 해석에 관한 기술지침Document16 pages배관응력 해석에 관한 기술지침김철희No ratings yet
- 01. Piping Material 기초Document48 pages01. Piping Material 기초Hyun Jin Yoo100% (1)
- 콘크리트 구조설계 매뉴얼 (철근세목)Document30 pages콘크리트 구조설계 매뉴얼 (철근세목)박병권No ratings yet
- M-118-2016 배관제작 및 설치에 관한 기술지침Document16 pagesM-118-2016 배관제작 및 설치에 관한 기술지침ᄋᄋNo ratings yet
- 6각 볼트 명칭 및 계산Document141 pages6각 볼트 명칭 및 계산김노루노루No ratings yet
- 붙임 기술규격서Document20 pages붙임 기술규격서yonghak kimNo ratings yet
- 92 1317 1341 pdf 17112 번역Document25 pages92 1317 1341 pdf 17112 번역박상길No ratings yet
- M-118-2016 배관제작 및 설치에 관한 기술지침Document16 pagesM-118-2016 배관제작 및 설치에 관한 기술지침정재열No ratings yet
- D-38-2000 (배관 재질사양 작성지침)Document22 pagesD-38-2000 (배관 재질사양 작성지침)정재열No ratings yet
- 카타로그 (창성기공)Document20 pages카타로그 (창성기공)Nshuti Rene FabriceNo ratings yet
- 배관자재 교육Document105 pages배관자재 교육최승원No ratings yet
- KR SD C-12010 터널계획 (221212, REV02)Document52 pagesKR SD C-12010 터널계획 (221212, REV02)bbobbo82No ratings yet
- TD42L - TD42H Ti S01 03 KRDocument2 pagesTD42L - TD42H Ti S01 03 KRicarusNo ratings yet
- API 608 번역Document5 pagesAPI 608 번역박민규No ratings yet
- Ucs-56 PWHT PDFDocument3 pagesUcs-56 PWHT PDFJaeup You100% (2)
- D-35-2004 (진환황산 및 발연황산 저장탱크의 공정설계 지침)Document15 pagesD-35-2004 (진환황산 및 발연황산 저장탱크의 공정설계 지침)정재열No ratings yet
- O-2-2023 볼트 너트의 선정 및 체결에 관한 기술지침Document26 pagesO-2-2023 볼트 너트의 선정 및 체결에 관한 기술지침check2486No ratings yet
- 용기검사기준Document10 pages용기검사기준BS AhnNo ratings yet
- RE500-철근 앵커메뉴얼 2007Document9 pagesRE500-철근 앵커메뉴얼 2007Jae Huan YooNo ratings yet
- API 660 Shell - Tube 번역Document30 pagesAPI 660 Shell - Tube 번역subin parkNo ratings yet
- 덕트설비공사 PDFDocument42 pages덕트설비공사 PDFJin Woo KimNo ratings yet
- Lecture Note P11 - 6 DIMENSIONS - 6-1Document18 pagesLecture Note P11 - 6 DIMENSIONS - 6-1bkchoikeynavNo ratings yet
- M-105-2012 배관응력 해석에 관한 기술지침Document16 pagesM-105-2012 배관응력 해석에 관한 기술지침정재열No ratings yet
- D-10-2001 (화학설비의 재질선정에 관한 기술지침)Document8 pagesD-10-2001 (화학설비의 재질선정에 관한 기술지침)정재열No ratings yet
- 철강기호의 분류별 규격명칭Document5 pages철강기호의 분류별 규격명칭박남수No ratings yet
- 352660 D-51-2013 지하-지상 배관 연결부의 절연 플랜지 등의 설치에 관한 기술지침Document13 pages352660 D-51-2013 지하-지상 배관 연결부의 절연 플랜지 등의 설치에 관한 기술지침Roberto ArmentaNo ratings yet
- 신구조문대비표 (강구조설계기준 부분개정안)Document40 pages신구조문대비표 (강구조설계기준 부분개정안)Jongtae WonNo ratings yet
- Batch Col SRCDocument12 pagesBatch Col SRCsangkeun117No ratings yet
- O-2-2016 볼트 너트의 선정 및 체결에 관한 기술지Document20 pagesO-2-2016 볼트 너트의 선정 및 체결에 관한 기술지정재열No ratings yet
- 강구조피로 및 파단 설계기준 (하중저항계수설계법) KDS 14 31 20Document22 pages강구조피로 및 파단 설계기준 (하중저항계수설계법) KDS 14 31 20J.G.PaikNo ratings yet
- 파이프용 나사Document3 pages파이프용 나사한동룡No ratings yet
- 선재 카탈로그_F (1)Document13 pages선재 카탈로그_F (1)apple.jclimNo ratings yet
- 경판 설계조건Document1 page경판 설계조건이훈No ratings yet
- 고압가스용 저장탱크 및 압력용기 제조의 시설기술검사기준 (AC111 - 220110)Document206 pages고압가스용 저장탱크 및 압력용기 제조의 시설기술검사기준 (AC111 - 220110)이훈No ratings yet
- ASME Ⅰ - Ⅷ - B31.1 code NDE요건 정리Document4 pagesASME Ⅰ - Ⅷ - B31.1 code NDE요건 정리이훈100% (1)
- KCC - DATASHEET - 코레탄 톱코우트 UT6581 (2액형) - korDocument2 pagesKCC - DATASHEET - 코레탄 톱코우트 UT6581 (2액형) - kor이훈No ratings yet
- 페이지 - CSA B51-2019Document6 pages페이지 - CSA B51-2019이훈No ratings yet
- KCC 컬러모아 디지털북Document5 pagesKCC 컬러모아 디지털북이훈No ratings yet
- KCC - DATASHEET - 코레폭스H.B EH6270 (H) (2액형) - korDocument2 pagesKCC - DATASHEET - 코레폭스H.B EH6270 (H) (2액형) - kor이훈No ratings yet