Download as docx, pdf, or txt
You might also like
- SANS 2023 ICS Field Manual Vol3Document16 pagesSANS 2023 ICS Field Manual Vol3George CarvalhoNo ratings yet
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- The Danieli Danarc Plus M Furnace at Abs Meltshop: Aldo A. Fior Danieli C M - Process Engineer Buttrio, ItalyDocument6 pagesThe Danieli Danarc Plus M Furnace at Abs Meltshop: Aldo A. Fior Danieli C M - Process Engineer Buttrio, ItalyBrandon CoxNo ratings yet
- Advanced Process Control Systems Improve Ammonia Plant SafetyDocument8 pagesAdvanced Process Control Systems Improve Ammonia Plant Safetyvaratharajan g rNo ratings yet
- Foster Wheeler CFB BoilerDocument9 pagesFoster Wheeler CFB BoilerErl SuperalNo ratings yet
- Course 3 - Clinker Production: 3.4 CalcinerDocument28 pagesCourse 3 - Clinker Production: 3.4 CalcinerAndreea Ștefura100% (2)
- Pellet Plant Presentation by Anubhav 1Document66 pagesPellet Plant Presentation by Anubhav 1singhrakes@gmail.com100% (2)
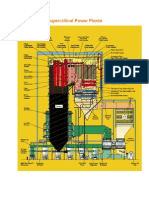
- Supercritical Power PlantsDocument57 pagesSupercritical Power Plantsmkchy12100% (4)
- Saep 99 PDFDocument44 pagesSaep 99 PDFRami ElloumiNo ratings yet
- CS300 Training ManualDocument230 pagesCS300 Training ManualJorge RodríguezNo ratings yet
- Siemens Pcs7Document117 pagesSiemens Pcs7moxlindeNo ratings yet
- Esl Ie 81 04 02Document4 pagesEsl Ie 81 04 02majmor-1No ratings yet
- Modeling Identification and Control Od Cement KilnDocument1 pageModeling Identification and Control Od Cement KilnmiltoncobaNo ratings yet
- Roller Hearth Kiln - IjoeDocument6 pagesRoller Hearth Kiln - IjoeSunit AroraNo ratings yet
- PLC Based Boiler PressureDocument3 pagesPLC Based Boiler PressureNeel Das Gupta MNo ratings yet
- Applying Advanced Control To A VCM Unit (PTQ - Q1 2007)Document5 pagesApplying Advanced Control To A VCM Unit (PTQ - Q1 2007)yliangcaNo ratings yet
- Pusher Reheat Furnace at Metinvest Trametal: Forming ProcessesDocument5 pagesPusher Reheat Furnace at Metinvest Trametal: Forming ProcessesДимитър СлавовNo ratings yet
- Cement Plant Simulation and Dynamic Data PDFDocument8 pagesCement Plant Simulation and Dynamic Data PDFUsman HamidNo ratings yet
- DCSandPLC Cement PlantsDocument12 pagesDCSandPLC Cement PlantsWaqar Abdul GhaffarNo ratings yet
- Ues: An Optimization Software Package For Power & Energy: Infoenergo 2004Document6 pagesUes: An Optimization Software Package For Power & Energy: Infoenergo 2004suhailjafriNo ratings yet
- Advanced Sensors and Control Requirements For Multi-Burner Pulverized Coal-Fired BoilersDocument6 pagesAdvanced Sensors and Control Requirements For Multi-Burner Pulverized Coal-Fired Boilersramasamy123No ratings yet
- 2012 AFPM AM-12-72 Coke On-Line-Spalling F PDFDocument11 pages2012 AFPM AM-12-72 Coke On-Line-Spalling F PDFpoloNo ratings yet
- 3rd I-CIPEC Babcock & Wilcox VolundDocument5 pages3rd I-CIPEC Babcock & Wilcox VolundMatias MancillaNo ratings yet
- Journal of Scientific and Engineering Research, 2017, 4 (12) :507-512Document6 pagesJournal of Scientific and Engineering Research, 2017, 4 (12) :507-512raushan mishraNo ratings yet
- Uk Capability: I C C C - P PDocument9 pagesUk Capability: I C C C - P PShrinivas PrabhuNo ratings yet
- Industrial Combustion System Riello PDFDocument8 pagesIndustrial Combustion System Riello PDFAnonymous QY7Iu8fBNo ratings yet
- 18ECO134T Industrial Automation: Surprise TestDocument4 pages18ECO134T Industrial Automation: Surprise TestSaketh PatchavaNo ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- CH-19 Furnace Safe Guard-RevisedDocument6 pagesCH-19 Furnace Safe Guard-RevisedRavi ShankarNo ratings yet
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- 02 Cokemaking Process (54 Slides)Document54 pages02 Cokemaking Process (54 Slides)karinzzinhaNo ratings yet
- Boiler StudyDocument158 pagesBoiler Studykarthikraja21100% (2)
- Using Modern Coke Oven Technology at The New Hyundai Steel Coke PlantDocument18 pagesUsing Modern Coke Oven Technology at The New Hyundai Steel Coke PlantABHINo ratings yet
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PN100% (1)
- Refinery Fuel System Control Optimisation ERTC Computing 2004Document27 pagesRefinery Fuel System Control Optimisation ERTC Computing 2004ShankarMukherjeeNo ratings yet
- Coker UnitDocument15 pagesCoker UnitAhmed YousryNo ratings yet
- Cleaning Furnace CoilsDocument8 pagesCleaning Furnace CoilsMaruthiram100% (1)
- MCC v2Document9 pagesMCC v2mauriceNo ratings yet
- Intelligent Control of Coke OvenDocument8 pagesIntelligent Control of Coke OvenNawal AgarwalNo ratings yet
- Paper Mill Operation and TheoryDocument85 pagesPaper Mill Operation and TheoryS Bharadwaj Reddy50% (2)
- Process Steam Systems: 5.1 OverviewDocument24 pagesProcess Steam Systems: 5.1 OverviewUtku KepcenNo ratings yet
- Bypass SystemsDocument17 pagesBypass SystemsNael100% (1)
- 1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsDocument10 pages1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsnareshvkkdNo ratings yet
- BoilerDocument10 pagesBoilerkanbouchNo ratings yet
- Computer Process ControlDocument10 pagesComputer Process Controlvirus101No ratings yet
- Biomass Gasification Power Generation IntroductionDocument7 pagesBiomass Gasification Power Generation Introductionjarvi69No ratings yet
- CEA Guidelines For Supercritical Thermal Power Plant (BTG)Document222 pagesCEA Guidelines For Supercritical Thermal Power Plant (BTG)shanmars007100% (4)
- VII.K.7 Direct Methanol Fuel Cell Power Supply For All-Day True Wireless Mobile ComputingDocument5 pagesVII.K.7 Direct Methanol Fuel Cell Power Supply For All-Day True Wireless Mobile ComputingDeepi DuraiNo ratings yet
- Report PPE Assignment 1Document14 pagesReport PPE Assignment 1Libbis SujessyNo ratings yet
- Hierarchical Control Scheme Chain-Grate Stoker Coal CombustionDocument6 pagesHierarchical Control Scheme Chain-Grate Stoker Coal CombustionVan Luong BuiNo ratings yet
- Electro Control Equipment:: Relay Circuit UnitDocument14 pagesElectro Control Equipment:: Relay Circuit UnitMarshella Faye CaguranganNo ratings yet
- T S - 3 Efficiency Improvement in Auxiliary EquipementDocument59 pagesT S - 3 Efficiency Improvement in Auxiliary Equipementmoorthymtps_54120305No ratings yet
- Power Plant Design InformationDocument47 pagesPower Plant Design InformationAnonymous gr5Pr9AV100% (2)
- Reliability-Centered Maintenance (RCM) of Quenching Car Used in Coke Oven PlantsDocument5 pagesReliability-Centered Maintenance (RCM) of Quenching Car Used in Coke Oven PlantsPretty KediboneNo ratings yet
- Optimization of Furnace Combustion Control System Based On Double Cross Limiting StrategyDocument4 pagesOptimization of Furnace Combustion Control System Based On Double Cross Limiting StrategyrafaelfbacharelNo ratings yet
- Fuzzy Logic Controlled CHP Plant For Biomass Fuels Based On A Highly Efficient Orc Process"Document0 pagesFuzzy Logic Controlled CHP Plant For Biomass Fuels Based On A Highly Efficient Orc Process"TecsloNo ratings yet
- Full Ahead... ... For: LowerDocument20 pagesFull Ahead... ... For: LowerQuarkantNo ratings yet
- Increased Availability and Optimization of Calciner Performance Due To AutomationDocument6 pagesIncreased Availability and Optimization of Calciner Performance Due To AutomationIdhamtanahbaruNo ratings yet
- HVAC Chapters 1 5Document57 pagesHVAC Chapters 1 5Mcilwaine Dela CruzNo ratings yet
- 77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016From Everand77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016S. K. SundaramNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- Corrosion Tendency in Boiler MSWDocument48 pagesCorrosion Tendency in Boiler MSWUdhayakumar VenkataramanNo ratings yet
- Adani Power ESG ReportDocument69 pagesAdani Power ESG ReportUdhayakumar VenkataramanNo ratings yet
- Decarbonisation DocumentDocument5 pagesDecarbonisation DocumentUdhayakumar VenkataramanNo ratings yet
- NOx ComplianceDocument2 pagesNOx ComplianceUdhayakumar VenkataramanNo ratings yet
- CFCB Bed Ash CoolerDocument11 pagesCFCB Bed Ash CoolerUdhayakumar VenkataramanNo ratings yet
- Pump Impeller Trimming AspectsDocument17 pagesPump Impeller Trimming AspectsUdhayakumar VenkataramanNo ratings yet
- How To Improve The VacuumDocument11 pagesHow To Improve The VacuumUdhayakumar VenkataramanNo ratings yet
- Reference List - Replacement Filters Aug'21Document1 pageReference List - Replacement Filters Aug'21Udhayakumar VenkataramanNo ratings yet
- 25 Ways To Break A PumpDocument6 pages25 Ways To Break A PumpUdhayakumar VenkataramanNo ratings yet
- Coal Mill ASF Ver 2.0Document10 pagesCoal Mill ASF Ver 2.0Udhayakumar VenkataramanNo ratings yet
- Flexible Diaphragms Provide Solutions: Facebooktwitterlinkedin மே லும்Document9 pagesFlexible Diaphragms Provide Solutions: Facebooktwitterlinkedin மே லும்Udhayakumar VenkataramanNo ratings yet
- Condenser Vacuum Article From Power MagazineDocument7 pagesCondenser Vacuum Article From Power MagazineUdhayakumar VenkataramanNo ratings yet
- Boiler Control From Power Magazines InputDocument11 pagesBoiler Control From Power Magazines InputUdhayakumar VenkataramanNo ratings yet
- Course Structure and Detailed Syllabus Power GenerationDocument29 pagesCourse Structure and Detailed Syllabus Power GenerationUdhayakumar VenkataramanNo ratings yet
- Coal Mill Failures in Brief Doc 2Document7 pagesCoal Mill Failures in Brief Doc 2Udhayakumar VenkataramanNo ratings yet
- Seals of Turbine and ImprovementDocument5 pagesSeals of Turbine and ImprovementUdhayakumar VenkataramanNo ratings yet
- Turbine Control and Efficiency ImporovementDocument6 pagesTurbine Control and Efficiency ImporovementUdhayakumar Venkataraman100% (2)
- Soot Blowing and AdvantagesDocument10 pagesSoot Blowing and AdvantagesUdhayakumar VenkataramanNo ratings yet
- Best Boiler Cleaning ProcessDocument15 pagesBest Boiler Cleaning ProcessUdhayakumar VenkataramanNo ratings yet
- Boiler Contaminants 4 Jeoparadising The O&MDocument5 pagesBoiler Contaminants 4 Jeoparadising The O&MUdhayakumar VenkataramanNo ratings yet
- Automation MCQDocument49 pagesAutomation MCQAmer Al-khorasaniNo ratings yet
- 2011 01 26 tm6 en PriceDocument11 pages2011 01 26 tm6 en PriceAdnan AshariNo ratings yet
- EOS ICS L-3 (Instrumentation and Control Servicing Level Three)Document48 pagesEOS ICS L-3 (Instrumentation and Control Servicing Level Three)ኮኾብ ጽባሕNo ratings yet
- Husky Brochure Husku WebDocument27 pagesHusky Brochure Husku WebAmritesh PandeyNo ratings yet
- Function CategoryDocument15 pagesFunction CategoryFrancesco F.No ratings yet
- Caterpillar India 3Document31 pagesCaterpillar India 3Bashyam RamNo ratings yet
- SCADA Testbed For Vulnerability Assessments, Penetration Testing and Incident ForensicsDocument6 pagesSCADA Testbed For Vulnerability Assessments, Penetration Testing and Incident ForensicsMeir ZushnovNo ratings yet
- MAST2776B Process Instrumentation TS Lesson 3 Rev.00Document103 pagesMAST2776B Process Instrumentation TS Lesson 3 Rev.00Hassan Al-HasanNo ratings yet
- Functional Design Specification PPLLP v2.0Document22 pagesFunctional Design Specification PPLLP v2.0niravNo ratings yet
- Fortinet OT OverviewDocument60 pagesFortinet OT Overviewថ្មី Vannak SovannrothNo ratings yet
- Thesis PDFDocument114 pagesThesis PDFrecervictoryNo ratings yet
- Basics of ICS Cyber Security Solutions PDFDocument27 pagesBasics of ICS Cyber Security Solutions PDFAymen Jebali100% (1)
- Four Pillars of IotDocument15 pagesFour Pillars of IotMohamed RasikNo ratings yet
- CREST Industrial Control Systems Technical Security Assurance Position PaperDocument15 pagesCREST Industrial Control Systems Technical Security Assurance Position PaperwaleedNo ratings yet
- Specialized Cyber Red Team Responsive Computer Network OperationsDocument216 pagesSpecialized Cyber Red Team Responsive Computer Network OperationsRoncs EtameNo ratings yet
- Pcs 7Document34 pagesPcs 7Josh JoshNo ratings yet
- Alarm Managment - 30-99-39-0002Document65 pagesAlarm Managment - 30-99-39-0002sajjadn9No ratings yet
- Teleperm XP y Teleperm XS - ComunicaciónDocument12 pagesTeleperm XP y Teleperm XS - Comunicaciónkerusacba_2011No ratings yet
- GRASSMARLIN User GuideDocument55 pagesGRASSMARLIN User Guide김정미100% (1)
- Propositions For Effective Cyber Incident HandlingDocument5 pagesPropositions For Effective Cyber Incident HandlingSenait MebrahtuNo ratings yet
- Scadad & Hmi PDFDocument34 pagesScadad & Hmi PDFTyronNo ratings yet
- Syllabus "IEC 61131-3. PLC Programming Languages." 1 ECTS For The Subject-8 Hours PrerequisitesDocument3 pagesSyllabus "IEC 61131-3. PLC Programming Languages." 1 ECTS For The Subject-8 Hours Prerequisitesveena bhatNo ratings yet
- PLCDocument39 pagesPLCVishwadhar ShreedharNo ratings yet
- Control System: Types of Industrial Control SystemsDocument19 pagesControl System: Types of Industrial Control SystemsAdnan Nawaz100% (4)
- CIS Controls GuideDocument12 pagesCIS Controls GuideKPNo ratings yet
- Conformance Tool High Level Design Document: IEC 61850 Cyber Security Acceleration ProjectDocument21 pagesConformance Tool High Level Design Document: IEC 61850 Cyber Security Acceleration ProjectDaniella ColmenaresNo ratings yet