Download as pdf or txt
You might also like
- BOSCH Preferred Products CatalogDocument33 pagesBOSCH Preferred Products CatalogJamin SmtpngNo ratings yet
- Managerial Economics (Chapter 6)Document39 pagesManagerial Economics (Chapter 6)api-370372482% (11)
- Search ResultDocument125 pagesSearch ResultMoghees AliNo ratings yet
- How To Assess A Spinning Mill'S Productivity?: Vol.55 April 2010 No.1Document47 pagesHow To Assess A Spinning Mill'S Productivity?: Vol.55 April 2010 No.1paurushgodharNo ratings yet
- How To Assess Mill's Productivity ?Document44 pagesHow To Assess Mill's Productivity ?cottontrade91% (34)
- Practical Hints Productivity Measurement of Spinning Mills: 1. Ounces/spindle Shift (OPS)Document3 pagesPractical Hints Productivity Measurement of Spinning Mills: 1. Ounces/spindle Shift (OPS)Awais ImranNo ratings yet
- 11 - Chapter 6 PDFDocument14 pages11 - Chapter 6 PDFMansoor KhanaliNo ratings yet
- Block 4 MCO 5 Unit 2Document32 pagesBlock 4 MCO 5 Unit 2Tushar SharmaNo ratings yet
- Answer:: Managerial Accounting Quiz (Online)Document5 pagesAnswer:: Managerial Accounting Quiz (Online)Zia UddinNo ratings yet
- RAVINDER Report... FinalDocument33 pagesRAVINDER Report... Finaltechcare123No ratings yet
- Aspects of Productivity in Cotton Spinning PDFDocument4 pagesAspects of Productivity in Cotton Spinning PDFlalit kashyapNo ratings yet
- BBAA 31043 Handout 1Document5 pagesBBAA 31043 Handout 1luxshantharmapalanNo ratings yet
- 15 Chapter 5Document44 pages15 Chapter 5Taufik Binasr100% (1)
- YMC2 Engineering Guide 160.78-EG1Document56 pagesYMC2 Engineering Guide 160.78-EG1Juan David Hurtado CuencaNo ratings yet
- SKF Couplings Catalogue PDFDocument19 pagesSKF Couplings Catalogue PDFvictor perdomoNo ratings yet
- TRANSCYKODocument20 pagesTRANSCYKOlaali0% (1)
- Study of Twin Rotary Compressor For Air-Conditioner With InverterDocument8 pagesStudy of Twin Rotary Compressor For Air-Conditioner With InverterMenard Reodique SaberolaNo ratings yet
- Module 114 Basic Textile - 005-EfficiencyDocument35 pagesModule 114 Basic Textile - 005-EfficiencyTran Quoc VietNo ratings yet
- Bodine Selecting FHP GearmotorsDocument2 pagesBodine Selecting FHP GearmotorsJesus N RodriguezNo ratings yet
- CHAPTER - 3 Capacity PlanningDocument67 pagesCHAPTER - 3 Capacity PlanningDar AltasmemNo ratings yet
- Factory Overhead Idle Capacity VarianceDocument4 pagesFactory Overhead Idle Capacity VarianceKhalid Aziz100% (1)
- Standardized Tractor Performance Testing: Research UpdateDocument6 pagesStandardized Tractor Performance Testing: Research UpdateCarlo_FilippinNo ratings yet
- Overhead Variance - Additional Problems (Solution)Document4 pagesOverhead Variance - Additional Problems (Solution)Liza SoberanoNo ratings yet
- The Tools of Power - RowlandDocument23 pagesThe Tools of Power - RowlandRicardo E Andrea RachelNo ratings yet
- REDUTOR BONFIGLIOLI HdoDocument70 pagesREDUTOR BONFIGLIOLI HdoTiago RochaNo ratings yet
- Variance Analysis - 084249Document20 pagesVariance Analysis - 084249Adams JoshuaNo ratings yet
- Tutorial QuestionsDocument7 pagesTutorial Questionsrobinkaby06No ratings yet
- 06 ProductionDocument31 pages06 ProductionBhaskar KondaNo ratings yet
- VOITHDocument14 pagesVOITHpraicevic74No ratings yet
- Capacity Planning For Products and ServicesDocument26 pagesCapacity Planning For Products and ServicesRatnesh Kumar RaiNo ratings yet
- Lecture 1Document6 pagesLecture 1محمد احمدNo ratings yet
- 1986 Cullen The Influence of Shredder Design On Cane PreparationDocument8 pages1986 Cullen The Influence of Shredder Design On Cane PreparationMarvin EstradaNo ratings yet
- CCL910S - Lectures 2 & 3 - 05 & 06 April 2024 - Comminution TestsDocument21 pagesCCL910S - Lectures 2 & 3 - 05 & 06 April 2024 - Comminution Testsmyriamkalenga24No ratings yet
- Week 11 Tutorial WorkingsDocument51 pagesWeek 11 Tutorial WorkingsKwang Yi JuinNo ratings yet
- Energy Efficiency Cold RollingDocument14 pagesEnergy Efficiency Cold RollingValentina Sulvaran BilbaoNo ratings yet
- Cost Per Unit Rs. Rs. Rs. RS.: M. Azeem/Activity Based CostingDocument4 pagesCost Per Unit Rs. Rs. Rs. RS.: M. Azeem/Activity Based CostingKamran ArifNo ratings yet
- 12 Chapter 4Document43 pages12 Chapter 4Anu Mishra100% (1)
- Energy Centre ManagementDocument8 pagesEnergy Centre Managementmohamed ramadanNo ratings yet
- Cost Comparison Rev 2 LQDocument4 pagesCost Comparison Rev 2 LQB.Harish KumarNo ratings yet
- Cost ManagementDocument7 pagesCost ManagementSakshi VermaNo ratings yet
- Factory Overhead Variances: Flexible Budget ApproachDocument4 pagesFactory Overhead Variances: Flexible Budget ApproachMeghan Kaye LiwenNo ratings yet
- Field BalancingDocument52 pagesField BalancingAniket MishraNo ratings yet
- Bearing Life FormulaDocument1 pageBearing Life FormulaRainnier LauguicoNo ratings yet
- Productivitybenchmarkingdgl2016 160810162308 PDFDocument60 pagesProductivitybenchmarkingdgl2016 160810162308 PDFJigneshSaradavaNo ratings yet
- Gas Turbine Blade RejuvenationDocument2 pagesGas Turbine Blade Rejuvenationnadiaaira12No ratings yet
- Management and Cost Accounting, 11th Edition (BUKU PEDOMAN) - 485-497Document13 pagesManagement and Cost Accounting, 11th Edition (BUKU PEDOMAN) - 485-497ayu adnyaswariNo ratings yet
- (Mas) 04 - Standard Costing and Variance AnalysisDocument7 pages(Mas) 04 - Standard Costing and Variance AnalysisCykee Hanna Quizo Lumongsod0% (1)
- Chap 10CDocument10 pagesChap 10CToat SumohandoyoNo ratings yet
- Capacity Planning: BY Mr. M. G. Gadge Assistant Professor, Department of Mechanical Engineering, Viit, PuneDocument8 pagesCapacity Planning: BY Mr. M. G. Gadge Assistant Professor, Department of Mechanical Engineering, Viit, PunePriti NaruteNo ratings yet
- 2 - 2 - Estimation of Work and EfficienciesDocument23 pages2 - 2 - Estimation of Work and EfficienciesYash RathodNo ratings yet
- Mas 1304Document5 pagesMas 1304Vel JuneNo ratings yet
- HRC™ Couplings: SelectionDocument2 pagesHRC™ Couplings: SelectionSh.nasirpurNo ratings yet
- 1.3.10 Optimization Crude ColumnDocument12 pages1.3.10 Optimization Crude ColumnflowealthNo ratings yet
- CHAPTER - 3 Capacity PlanningDocument39 pagesCHAPTER - 3 Capacity PlanningAhmed Samir MorsyNo ratings yet
- Manegerial Economics Week 2Document16 pagesManegerial Economics Week 2Abhinav SinghNo ratings yet
- Standard Costing - Chapter 18 23122020 124146pmDocument12 pagesStandard Costing - Chapter 18 23122020 124146pmZeerak Ali100% (1)
- Materials Price Variance (AP - SP) X AQDocument8 pagesMaterials Price Variance (AP - SP) X AQRIZLE SOGRADIELNo ratings yet
- Twin Screw OverviewDocument9 pagesTwin Screw Overviewdavid SinangoteNo ratings yet
- BMDocument12 pagesBMAbhishek KumarNo ratings yet
- Analog Dialogue, Volume 48, Number 1: Analog Dialogue, #13From EverandAnalog Dialogue, Volume 48, Number 1: Analog Dialogue, #13Rating: 4 out of 5 stars4/5 (1)
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- Cost Management Practices in Manufacturing CompaniesDocument40 pagesCost Management Practices in Manufacturing CompaniesOUSMAN SEIDNo ratings yet
- Cotton Roll Production LineDocument9 pagesCotton Roll Production LineOUSMAN SEIDNo ratings yet
- 05 VFC Manual Usa LTG-1Document46 pages05 VFC Manual Usa LTG-1OUSMAN SEIDNo ratings yet
- 医用纱布织造产线 20231019123800 231030 181008Document15 pages医用纱布织造产线 20231019123800 231030 181008OUSMAN SEIDNo ratings yet
- Development of Shredding Machine For Plastic Recycling: RpmmeDocument10 pagesDevelopment of Shredding Machine For Plastic Recycling: RpmmeOUSMAN SEIDNo ratings yet
- Steps of Apparel Costing in Clothing Manufacturing FactoryDocument3 pagesSteps of Apparel Costing in Clothing Manufacturing FactoryOUSMAN SEIDNo ratings yet
- A1 Tirecord GB CiDocument6 pagesA1 Tirecord GB CiOUSMAN SEIDNo ratings yet
- Investment in Textiles and Apparel 2017 EICDocument4 pagesInvestment in Textiles and Apparel 2017 EICOUSMAN SEIDNo ratings yet
- How To Do Garment Costing Considering All FactorsDocument3 pagesHow To Do Garment Costing Considering All FactorsOUSMAN SEIDNo ratings yet
- @4 Auditing and Assurance Services - WSUDocument125 pages@4 Auditing and Assurance Services - WSUOUSMAN SEIDNo ratings yet
- Go OfferDocument1 pageGo OfferOUSMAN SEIDNo ratings yet
- IFRS A4 PrintDocument54 pagesIFRS A4 PrintOUSMAN SEIDNo ratings yet
- MANUAL For MASTERDocument27 pagesMANUAL For MASTEROUSMAN SEIDNo ratings yet
- Review: T Test vs. ANOVADocument23 pagesReview: T Test vs. ANOVAOUSMAN SEIDNo ratings yet
- Share Companies - Nature and FormationDocument34 pagesShare Companies - Nature and FormationOUSMAN SEIDNo ratings yet
- Neral Bqitg13Document2 pagesNeral Bqitg13OUSMAN SEIDNo ratings yet
- Development of Recycled Polypropylene Plastic Fibres To Reinforce ConcreteDocument155 pagesDevelopment of Recycled Polypropylene Plastic Fibres To Reinforce ConcreteOUSMAN SEIDNo ratings yet
- Project Feasibility StudyDocument2 pagesProject Feasibility StudyOUSMAN SEIDNo ratings yet
- Private Sector Wheat Imports 2018-11-8 Major Wheatflour Mill Big Wheat MillDocument122 pagesPrivate Sector Wheat Imports 2018-11-8 Major Wheatflour Mill Big Wheat MillOUSMAN SEIDNo ratings yet
- Internship Program at Ayka Addis TextileDocument109 pagesInternship Program at Ayka Addis TextileOUSMAN SEIDNo ratings yet
- IAS 41, IAS 16, IfRS 13 Disclosures Following Adoption oDocument7 pagesIAS 41, IAS 16, IfRS 13 Disclosures Following Adoption oOUSMAN SEIDNo ratings yet
- 7 Consolidation Package - TemplateDocument369 pages7 Consolidation Package - TemplateOUSMAN SEIDNo ratings yet
- Profile On Production of Apricot Juice and SyrupDocument17 pagesProfile On Production of Apricot Juice and SyrupOUSMAN SEID100% (1)
- Tunje - Relationship Between Succession Planning PracticesDocument88 pagesTunje - Relationship Between Succession Planning PracticesOUSMAN SEIDNo ratings yet
- Thermosol Dyeing Machine - Buy Dyeing Product On AlibabaDocument9 pagesThermosol Dyeing Machine - Buy Dyeing Product On AlibabaOUSMAN SEIDNo ratings yet
- The Effect of Talent Management Practice On Employee Retention The Case of Commercial Bank of EthiopiaDocument81 pagesThe Effect of Talent Management Practice On Employee Retention The Case of Commercial Bank of EthiopiaOUSMAN SEIDNo ratings yet
- SUCCESSION PLANNING CURRENT PRACTICES and Intension To LeaveDocument166 pagesSUCCESSION PLANNING CURRENT PRACTICES and Intension To LeaveOUSMAN SEIDNo ratings yet
- Succession Planning Practices and Their Impact On Employee RetentionDocument80 pagesSuccession Planning Practices and Their Impact On Employee RetentionOUSMAN SEIDNo ratings yet
- Hospital PART 3Document3 pagesHospital PART 3OUSMAN SEIDNo ratings yet
- ProcessingWool WoolProcessingOperatorDocument3 pagesProcessingWool WoolProcessingOperatorOUSMAN SEIDNo ratings yet
- Yarn Making ProcessDocument4 pagesYarn Making ProcessAshwani MittalNo ratings yet
- Principles of Short Staple Spinning PDFDocument54 pagesPrinciples of Short Staple Spinning PDFSujon mollaNo ratings yet
- RKM DetailsDocument7 pagesRKM DetailsDurairaj.N91% (11)
- Modern Yarn ManufactureDocument2 pagesModern Yarn ManufactureShivaji ParasharNo ratings yet
- Lab Reports SpinningDocument27 pagesLab Reports Spinninghkt4690% (10)
- Raw Cotton Stock StatusDocument1 pageRaw Cotton Stock StatusSohel AhmedNo ratings yet
- Yarn RealizationDocument9 pagesYarn RealizationHitesh Shah100% (1)
- Yarn Manufacturing IntroductionDocument17 pagesYarn Manufacturing IntroductionShan Imtiaz67% (3)
- Production Balance in Spinning Mills: Dr. H.R.Sheikh, Professor, Emeritus, Textile Institute of PakistanDocument2 pagesProduction Balance in Spinning Mills: Dr. H.R.Sheikh, Professor, Emeritus, Textile Institute of PakistanNazmul-HassanNo ratings yet
- Yarn Manufacturing TechnologyDocument6 pagesYarn Manufacturing Technologyshahadat hossainNo ratings yet
- Afis ReportDocument16 pagesAfis ReportArif ApuNo ratings yet
- 318-Handout NotesDocument2 pages318-Handout NotesIqbal OozeerNo ratings yet
- Yarn Manufacturing Gate QuestionsDocument40 pagesYarn Manufacturing Gate QuestionsSiva Jagadish Kumar M25% (8)
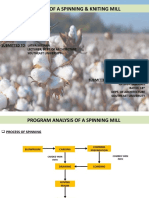
- Program Analysis of A Spinning MillDocument32 pagesProgram Analysis of A Spinning MillMehzabeen ShahidyNo ratings yet
- Wrap SpinningDocument12 pagesWrap SpinningvermadeenNo ratings yet
- Critical Analysis of Speed Parameters of Carding Machine - A ReviewDocument3 pagesCritical Analysis of Speed Parameters of Carding Machine - A ReviewguhanNo ratings yet
- Carding Drawing Math 2Document3 pagesCarding Drawing Math 2Ratul DriveNo ratings yet
- Amit Project PresentationDocument61 pagesAmit Project PresentationPreetam Dash100% (1)
- 8 Eng 4 Et v1 s1 LessonDocument12 pages8 Eng 4 Et v1 s1 LessonAftab AnsariNo ratings yet
- Modules / Lectures: 1. CombingDocument2 pagesModules / Lectures: 1. CombingSantoshNo ratings yet
- Spin Art BLADDocument8 pagesSpin Art BLADInterweave0% (1)
- A Yarn Manufacturing Spinning Mill List 2018Document27 pagesA Yarn Manufacturing Spinning Mill List 2018Golam KibreaNo ratings yet
- Spin7 PDFDocument14 pagesSpin7 PDFKandha SamyNo ratings yet
- List of Mills in CoimbatoreDocument15 pagesList of Mills in CoimbatoreSaravanan Thiruvalathaan75% (12)
- I Ching Foreword by Carl Gustav JungDocument16 pagesI Ching Foreword by Carl Gustav JungTuiVuelaNo ratings yet
- AUGDocument1 pageAUGNavaneethan KrishnanNo ratings yet
- Comparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedDocument14 pagesComparative Study On Ring, Rotor and Air-Jet Spun Yarn: Sharif AhmedBithy PaulNo ratings yet
- 1.25-Improve Yarn Quality - Reduce HairinessDocument4 pages1.25-Improve Yarn Quality - Reduce HairinessKannan KrishnamurthyNo ratings yet
- Spinning Mills in NarayangonjDocument4 pagesSpinning Mills in NarayangonjkonaNo ratings yet