Download as pdf or txt
You might also like
- Die Casting Prod Design NADCADocument163 pagesDie Casting Prod Design NADCAsevshenko100% (3)
- Powder Coating: A How-to Guide for Automotive, Motorcycle, and Bicycle PartsFrom EverandPowder Coating: A How-to Guide for Automotive, Motorcycle, and Bicycle PartsRating: 4.5 out of 5 stars4.5/5 (17)
- DCM Part Shots August 2002Document1 pageDCM Part Shots August 2002sobheysaidNo ratings yet
- Nadca Alucast India: EC-506 Engineering Die Casting DiesDocument161 pagesNadca Alucast India: EC-506 Engineering Die Casting DiessuperthunderboltNo ratings yet
- Magna Environmental GroupDocument35 pagesMagna Environmental Groupjjamesffv3469No ratings yet
- The 10 Most Common Mistakes Made by Injection Molders - Bob HatchDocument3 pagesThe 10 Most Common Mistakes Made by Injection Molders - Bob HatchStarchyLittleOleMeNo ratings yet
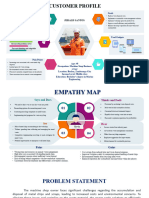
- Group11 Empathy MappptxDocument3 pagesGroup11 Empathy MappptxTRISHA NICOLE YU GERMANESNo ratings yet
- Die Design ProgramDocument5 pagesDie Design ProgramSundar KaruppiahNo ratings yet
- Bond With Pidilite - Submission TemplateDocument9 pagesBond With Pidilite - Submission TemplateRamnik WaliaNo ratings yet
- Sat 1230 Vasquez 3D PrintingDocument28 pagesSat 1230 Vasquez 3D PrintingAbhishek KumarNo ratings yet
- IKO MineralsDocument10 pagesIKO MineralsalgobozkurtNo ratings yet
- Sat 1230 Vasquez 3D PrintingDocument28 pagesSat 1230 Vasquez 3D PrintingRalucaJulaNo ratings yet
- Presentation 01Document18 pagesPresentation 01bnmdesignstationNo ratings yet
- Design World January 2018Document244 pagesDesign World January 2018zoNo ratings yet
- Unit IDocument48 pagesUnit IDr. Avinash BadadheNo ratings yet
- Fundamentals of Design and ManufacturingDocument36 pagesFundamentals of Design and ManufacturinggunapalshettyNo ratings yet
- Product Design: Build A Base-Case Financial Model Sensitivity Analysis To Understand Project Trade-OffsDocument26 pagesProduct Design: Build A Base-Case Financial Model Sensitivity Analysis To Understand Project Trade-OffsPradeep ShanmukhaNo ratings yet
- FlowchartDocument2 pagesFlowchartloka_20043698No ratings yet
- 3D Printing - Materials and Methods of ConstructionDocument26 pages3D Printing - Materials and Methods of ConstructionyashandwhataboutitNo ratings yet
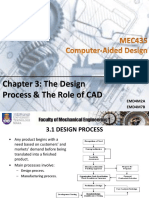
- Chapter 3: The Design Process & The Role of CAD: Emd4M2A Emd4M7BDocument59 pagesChapter 3: The Design Process & The Role of CAD: Emd4M2A Emd4M7BfaqhrulNo ratings yet
- Definition of Engineering DesignDocument13 pagesDefinition of Engineering DesignfrancisblessonNo ratings yet
- Diamond America Catalog 0221Document16 pagesDiamond America Catalog 0221panama sunpowerNo ratings yet
- EAT247 - Lecture 1 - Introduction and Background of ConceptsDocument35 pagesEAT247 - Lecture 1 - Introduction and Background of Conceptshossam sholkamyNo ratings yet
- What Is A Life CycleDocument13 pagesWhat Is A Life CycleAdeelSiddiqueNo ratings yet
- Integrated Design Meets The Real WorldDocument16 pagesIntegrated Design Meets The Real WorldferrirachidNo ratings yet
- Unit 1: Introduction: Vincent L DsouzaDocument24 pagesUnit 1: Introduction: Vincent L Dsouza4NM19ME034 DIXIT HEGDENo ratings yet
- Understanding Users - Qualitative & Qunatitative ResearchDocument23 pagesUnderstanding Users - Qualitative & Qunatitative ResearchunknownNo ratings yet
- Design Essentials: For Injection MoldingDocument17 pagesDesign Essentials: For Injection MoldingDekeNo ratings yet
- PCBDesign Sept2013 PDFDocument75 pagesPCBDesign Sept2013 PDFjulie anneNo ratings yet
- Frequently Asked Questions?Document26 pagesFrequently Asked Questions?Daniella GalindezNo ratings yet
- NCB40102 L2 Cyf Engineer and SocietalDocument24 pagesNCB40102 L2 Cyf Engineer and SocietalnajwanNo ratings yet
- Esign Uidelines: Mdi ProductsDocument24 pagesEsign Uidelines: Mdi ProductsAMB SpainNo ratings yet
- Example A2 Product Design CourseworkDocument7 pagesExample A2 Product Design Courseworkusjcgcnbf100% (2)
- Amie Design and Manufacturing NotesDocument19 pagesAmie Design and Manufacturing NotesDeepak Walia100% (2)
- Die Casting Prod Design NADCA MinDocument163 pagesDie Casting Prod Design NADCA MinatahanNo ratings yet
- Chapter 2 Material Selection ProcessDocument38 pagesChapter 2 Material Selection ProcessYousab CreatorNo ratings yet
- Forging Die Design & SimulationDocument8 pagesForging Die Design & SimulationKumar SatyamNo ratings yet
- G Y in Propeller Shaft Installations: Rubber DesignDocument6 pagesG Y in Propeller Shaft Installations: Rubber DesignAhmet HamamcıoğluNo ratings yet
- Mechanical Engineering Design: Muhammad IlyasDocument36 pagesMechanical Engineering Design: Muhammad IlyasEngr Jehangir KhanNo ratings yet
- 17 Akash RajkumarDocument35 pages17 Akash RajkumarlogeshNo ratings yet
- Solving Problems Before They Occur: Manufacturability For SmartiesDocument9 pagesSolving Problems Before They Occur: Manufacturability For SmartiesEduardoNo ratings yet
- Unit4 PDDDocument14 pagesUnit4 PDDHAFIZA LASKAR (RA2051001010010)No ratings yet
- Week 2 - Introduction To Engineering Design ProcessDocument24 pagesWeek 2 - Introduction To Engineering Design ProcessnyarkokumiNo ratings yet
- Materi 7 Concept GenerationDocument30 pagesMateri 7 Concept Generationrachmat nursalamNo ratings yet
- Basic Concepts in Engineering DesignDocument24 pagesBasic Concepts in Engineering DesignPridhar ThiagarajanNo ratings yet
- 2019 R2 CES Selector External White PaperDocument8 pages2019 R2 CES Selector External White PaperChieu NguyenNo ratings yet
- Week 2 Principle Mechanical Design PDFDocument45 pagesWeek 2 Principle Mechanical Design PDFWatcharakorn Viva la VidaNo ratings yet
- Company Audit Colt Refining and Recycling Inc. Metals Recycling IndustryDocument19 pagesCompany Audit Colt Refining and Recycling Inc. Metals Recycling IndustryCarl-Magnus ErikssonNo ratings yet
- EML2322L Design ProcessDocument14 pagesEML2322L Design ProcessLalo MtzNo ratings yet
- تصنيع PDFDocument10 pagesتصنيع PDFعبدالمؤمن خالد محمودNo ratings yet
- ME 207 - Chapter 2Document32 pagesME 207 - Chapter 2MusaNo ratings yet
- تصنيع PDFDocument10 pagesتصنيع PDFعبدالمؤمن خالد محمودNo ratings yet
- 07 Design Drawing and SafetyDocument12 pages07 Design Drawing and SafetySafikul HossainNo ratings yet
- Measuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopFrom EverandMeasuring and Marking Metals for Home Machinists: Accurate Techniques for the Small ShopRating: 4 out of 5 stars4/5 (1)
- Competitive Engineering: A Handbook For Systems Engineering, Requirements Engineering, and Software Engineering Using PlanguageFrom EverandCompetitive Engineering: A Handbook For Systems Engineering, Requirements Engineering, and Software Engineering Using PlanguageRating: 4 out of 5 stars4/5 (1)
- The New Project Management: Tools for an Age of Rapid Change, Complexity, and Other Business RealitiesFrom EverandThe New Project Management: Tools for an Age of Rapid Change, Complexity, and Other Business RealitiesNo ratings yet
- Drdiecast 2014janDocument1 pageDrdiecast 2014jansobheysaidNo ratings yet
- Drdiecast 2012marDocument1 pageDrdiecast 2012marsobheysaidNo ratings yet
- Die CastingDocument1 pageDie CastingsobheysaidNo ratings yet
- DCM June 2003Document2 pagesDCM June 2003sobheysaidNo ratings yet
- Drdiecast 2010novDocument1 pageDrdiecast 2010novsobheysaidNo ratings yet
- DCM December 2003Document2 pagesDCM December 2003sobheysaidNo ratings yet
- Vier Cylinders 2022Document2 pagesVier Cylinders 2022sobheysaidNo ratings yet
- DCM Part Shots August 2002Document1 pageDCM Part Shots August 2002sobheysaidNo ratings yet
- DCM October 2003Document1 pageDCM October 2003sobheysaidNo ratings yet
- DCM Part Shots December 2002Document1 pageDCM Part Shots December 2002sobheysaidNo ratings yet
- GL XX Mobilarma 200Document2 pagesGL XX Mobilarma 200sobheysaidNo ratings yet
- Semi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCDocument15 pagesSemi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCsobheysaidNo ratings yet
- 1 Introduction Ams Feb18 17Document41 pages1 Introduction Ams Feb18 17sobheysaidNo ratings yet
- Product Information Flyer: CIMTECH® 420Document2 pagesProduct Information Flyer: CIMTECH® 420sobheysaidNo ratings yet
- Rust Veto 211 D 1214 GB 0Document1 pageRust Veto 211 D 1214 GB 0sobheysaidNo ratings yet
- Product Information Flyer: Cimtech® 410CDocument2 pagesProduct Information Flyer: Cimtech® 410CsobheysaidNo ratings yet
- Domplberenikakeylock TechdrawingDocument1 pageDomplberenikakeylock TechdrawingsobheysaidNo ratings yet
- 2017 November DrdiecastDocument1 page2017 November DrdiecastsobheysaidNo ratings yet
- المعالجات الحرارية-ملخصDocument50 pagesالمعالجات الحرارية-ملخصsobheysaidNo ratings yet
- Tech Uddeholm-Vancron ENDocument11 pagesTech Uddeholm-Vancron ENsobheysaidNo ratings yet
- Cimtech 609e - InsolDocument2 pagesCimtech 609e - InsolsobheysaidNo ratings yet
- NADCASur Fin 4 DCDocument4 pagesNADCASur Fin 4 DCsobheysaidNo ratings yet
- Translean FREE 5S Checklist and Control ChartDocument1 pageTranslean FREE 5S Checklist and Control ChartsobheysaidNo ratings yet
- Product Information Flyer: Producto RI-923Document2 pagesProduct Information Flyer: Producto RI-923sobheysaidNo ratings yet
- Cimstar Qualstar LFZDocument2 pagesCimstar Qualstar LFZsobheysaidNo ratings yet
- Product Information Flyer: CIMTECH® 495-OIDocument2 pagesProduct Information Flyer: CIMTECH® 495-OIsobheysaidNo ratings yet
- Product Information Flyer: CIMTECH® 285Document2 pagesProduct Information Flyer: CIMTECH® 285sobheysaidNo ratings yet
- Product Information Flyer: CIMTECH® 500Document2 pagesProduct Information Flyer: CIMTECH® 500sobheysaidNo ratings yet
- Product Information Flyer: Cimstar® Qual Star XLDocument2 pagesProduct Information Flyer: Cimstar® Qual Star XLsobheysaidNo ratings yet
- CIMTECH 400 With MSLDocument2 pagesCIMTECH 400 With MSLsobheysaidNo ratings yet
- 02 - Positioning - Sports BrandDocument23 pages02 - Positioning - Sports BrandPratishtha BanerjeeNo ratings yet
- Module 2 Worksheet Managerial EconomicsDocument7 pagesModule 2 Worksheet Managerial EconomicsRichel Anne Jean SaliseNo ratings yet
- Libro - Building A Project-Driven Enterprise - How To Slash Waste and Boost Profits Through Lean Project Management (2002) PDFDocument384 pagesLibro - Building A Project-Driven Enterprise - How To Slash Waste and Boost Profits Through Lean Project Management (2002) PDFtlatuani1000No ratings yet
- Assessment Report/Checklist: Systems: QMS ISO 9001 (2015) & EMS ISO 14001 (2015)Document12 pagesAssessment Report/Checklist: Systems: QMS ISO 9001 (2015) & EMS ISO 14001 (2015)Anonymous q8lh3fldWMNo ratings yet
- Transfer Pricing: Impact of Transfer Price On Each Segment and The Company As A WholeDocument3 pagesTransfer Pricing: Impact of Transfer Price On Each Segment and The Company As A Wholezein lopezNo ratings yet
- Housing.comDocument4 pagesHousing.comSuraj DasNo ratings yet
- (Lecture Notes in Logistics) Ana Paula Barbosa Póvoa, Albert Corominas, João Luís de Miranda (Eds.)-Optimization and Decision Support Systems for Supply Chains-Springer International Publishing (2017)Document198 pages(Lecture Notes in Logistics) Ana Paula Barbosa Póvoa, Albert Corominas, João Luís de Miranda (Eds.)-Optimization and Decision Support Systems for Supply Chains-Springer International Publishing (2017)Lamchochiya MahaanNo ratings yet
- Green Implementation of Lean Six Sigma Projects in The Manufacturing SectorDocument20 pagesGreen Implementation of Lean Six Sigma Projects in The Manufacturing Sectorhrz grkNo ratings yet
- 1000g Not Sold OutletDocument182 pages1000g Not Sold Outletkamrulislamaustralia92No ratings yet
- Group 7 (Chapter 1) ResearchDocument7 pagesGroup 7 (Chapter 1) ResearchAngel DIMACULANGANNo ratings yet
- Gap Model of Service Quality: Group1 Manuara Chisty Mayur Parvani Farah Deepa Jince AbrahamDocument14 pagesGap Model of Service Quality: Group1 Manuara Chisty Mayur Parvani Farah Deepa Jince AbrahamMayur ParvaniNo ratings yet
- BUS 5112 - Marketing Management-Portfolio Activity Unit 3Document6 pagesBUS 5112 - Marketing Management-Portfolio Activity Unit 3YoYoNo ratings yet
- METRO Shoe Company - Supply - Chain - Management - AssignmentDocument17 pagesMETRO Shoe Company - Supply - Chain - Management - AssignmentAbdul100% (2)
- Case Analysis of Moonka AutoDocument21 pagesCase Analysis of Moonka AutoRISHABH ROYCHAUDHURYNo ratings yet
- Oracle Release 11i Training Oracle InventoryDocument309 pagesOracle Release 11i Training Oracle InventoryPhanendra KumarNo ratings yet
- Entrepreneurship and Enterprise Development Final Exam Biruk TesfaDocument13 pagesEntrepreneurship and Enterprise Development Final Exam Biruk TesfaBirukee Man50% (2)
- 3D Printing Technology - by XXXDocument9 pages3D Printing Technology - by XXXHero JiNo ratings yet
- Inventory and PurchasingDocument71 pagesInventory and PurchasingMikail MpuNo ratings yet
- Assesmen 1: Title: Name: No. Student: ProgramDocument14 pagesAssesmen 1: Title: Name: No. Student: Programajuu MinNo ratings yet
- Cost Accounting - Ganda ChristopherDocument5 pagesCost Accounting - Ganda ChristopherGanda ChristoperNo ratings yet
- Case Interview Framework Dictionary MCPDocument13 pagesCase Interview Framework Dictionary MCPShyam MamtoraNo ratings yet
- SAP PRESS - Catalog - 2010 PDFDocument32 pagesSAP PRESS - Catalog - 2010 PDFVitlenNo ratings yet
- A 08 NbasDocument6 pagesA 08 NbasSanak Aditya MannaNo ratings yet
- Company ProfileDocument30 pagesCompany Profileapi-3708632No ratings yet
- Surface Vehicle Recommended Practice: Issued OCT1999Document19 pagesSurface Vehicle Recommended Practice: Issued OCT1999Paco LMNo ratings yet
- A Sudy On CocaCola Distributorship Operation in PangasinanDocument52 pagesA Sudy On CocaCola Distributorship Operation in PangasinanMarjorie ParaynoNo ratings yet
- Types of Retail MarketDocument25 pagesTypes of Retail MarketmarketinglineeNo ratings yet
- CEIMDocument4 pagesCEIMAbhishek BharteNo ratings yet
- Supply Chain AnalyticsDocument4 pagesSupply Chain AnalyticsgayatristoolsNo ratings yet
- Explanation:: Chapter 2 Study QuestionsDocument14 pagesExplanation:: Chapter 2 Study QuestionsChi Iuvianamo0% (1)