Download as pdf or txt
You might also like
- Sae J2340Document19 pagesSae J2340Memo Gonzalez Aleman100% (4)
- The Reduction of Nickel From Low-Grade Nickel Laterite Ore Using A Solid-State Deoxidisation MethodDocument7 pagesThe Reduction of Nickel From Low-Grade Nickel Laterite Ore Using A Solid-State Deoxidisation Methodjeha kunramadiNo ratings yet
- The Basic Oxygen FurnaceDocument5 pagesThe Basic Oxygen FurnaceUwais AhmedNo ratings yet
- Selection of Stirring and Shrouding Gases For Steelmaking Applications PDFDocument20 pagesSelection of Stirring and Shrouding Gases For Steelmaking Applications PDFRasul BzNo ratings yet
- Kho Swinbourne10 Mpm188 EAFDocument9 pagesKho Swinbourne10 Mpm188 EAFalilounahdisteNo ratings yet
- Application of Anthracite Dust in The Processing of Steel DustsDocument3 pagesApplication of Anthracite Dust in The Processing of Steel DustsXingwen LiuNo ratings yet
- C-S 209-141-001Document48 pagesC-S 209-141-001Manuel G Rodriguez100% (1)
- Kho Swinbourne10 mpm188 EAFDocument9 pagesKho Swinbourne10 mpm188 EAFRICCO LauwisNo ratings yet
- Iron Steel ETSADocument6 pagesIron Steel ETSAVarun RajNo ratings yet
- HSC ExamplesDocument14 pagesHSC ExamplesAlejandro López OrtizNo ratings yet
- Turan Dan YucelDocument9 pagesTuran Dan YucelSatrya RachmanNo ratings yet
- Application Iron and Aluminum Electrodes in Emission Spectrograph For Analyzing Boron and Cadmium in Uranium Nuclear FuelDocument10 pagesApplication Iron and Aluminum Electrodes in Emission Spectrograph For Analyzing Boron and Cadmium in Uranium Nuclear FuelDian Michae SagalaNo ratings yet
- Iron SteelDocument17 pagesIron Steeljoy.tuscano6497No ratings yet
- Pollution Management With Techno-Economical Evaluation For Coke Based and Cokeless Furnaces Concerning Melting and Casting of Brass and Bell MetalDocument11 pagesPollution Management With Techno-Economical Evaluation For Coke Based and Cokeless Furnaces Concerning Melting and Casting of Brass and Bell MetalArvind JadliNo ratings yet
- Fire Assaying 1Document30 pagesFire Assaying 1sdj12No ratings yet
- Astm B111Document9 pagesAstm B111kashif ehsanNo ratings yet
- D 2492 - 02 - Rdi0otiDocument5 pagesD 2492 - 02 - Rdi0otiphaindikaNo ratings yet
- ASTM Formas de AzufreDocument5 pagesASTM Formas de Azufrediana rodriguezNo ratings yet
- Determinacion de HierroDocument9 pagesDeterminacion de HierroMiguel Angel Roldan MartinNo ratings yet
- Mechanism For Carbon Transfer From MagneDocument10 pagesMechanism For Carbon Transfer From MagneEstéfano Aparecido VieiraNo ratings yet
- SM - ART - P.Bhonde A.Ghodgaon - 2007 - Various Techniques To Produce Low Carbon FerrochromeDocument6 pagesSM - ART - P.Bhonde A.Ghodgaon - 2007 - Various Techniques To Produce Low Carbon FerrochromeEduardo CandelaNo ratings yet
- On How Mild Oxidation Affects The Structure of Carbons Comparative Analysis by DifferentDocument27 pagesOn How Mild Oxidation Affects The Structure of Carbons Comparative Analysis by DifferentGeorge LazarNo ratings yet
- Volume 61 Issue 1-51 Paper PDFDocument4 pagesVolume 61 Issue 1-51 Paper PDFwefewfwefNo ratings yet
- Astm B111Document9 pagesAstm B111mmlingNo ratings yet
- 1 s2.0 S0016236121021426 MainDocument12 pages1 s2.0 S0016236121021426 Mainoumy.ab.gcNo ratings yet
- Study of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Document38 pagesStudy of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Anand BabuNo ratings yet
- 1 - Demir Ve Celik Uretimi - 2021 - 1Document99 pages1 - Demir Ve Celik Uretimi - 2021 - 1atilla kayangilNo ratings yet
- Fire AssayingDocument28 pagesFire AssayingGeorge GomezNo ratings yet
- Calculation of Carbon Diffusion Forcementation of Gear WheelsDocument10 pagesCalculation of Carbon Diffusion Forcementation of Gear WheelsTanzil ZaidiNo ratings yet
- Carbon Pick-Up IF Steels PDFDocument3 pagesCarbon Pick-Up IF Steels PDFAnonymous jYdzzw6No ratings yet
- ASTM D 4239-2004 Standard Test Methods For Sulfur in The Analysis Sample of Coal and Coke Using High-Temperature Tube Furnace Combustion MethodsDocument8 pagesASTM D 4239-2004 Standard Test Methods For Sulfur in The Analysis Sample of Coal and Coke Using High-Temperature Tube Furnace Combustion MethodsAlison de Oliveira LarangeiraNo ratings yet
- Is 228 - 20Document6 pagesIs 228 - 20Nav TalukdarNo ratings yet
- B-1686-Article Text-5425-1-4-20230724 RevisionDocument6 pagesB-1686-Article Text-5425-1-4-20230724 RevisionYuyun CittoNo ratings yet
- Secondary Steel Making DraftDocument25 pagesSecondary Steel Making DraftSanjeev SahuNo ratings yet
- Forms of Sulfur in Coal: Standard Test Method ForDocument6 pagesForms of Sulfur in Coal: Standard Test Method ForLuis Alberto Curtidor GuataquiNo ratings yet
- Basics8 CoalCharacteristics Oct08Document22 pagesBasics8 CoalCharacteristics Oct08AamirMalikNo ratings yet
- Shaoqing Guo, Linchao Zhang, Xiangrui Niu, Libing Gao, Yanzhi Cao, Xian-Xian Wei, Xin LiDocument8 pagesShaoqing Guo, Linchao Zhang, Xiangrui Niu, Libing Gao, Yanzhi Cao, Xian-Xian Wei, Xin LiSecretario SigmaNo ratings yet
- I02 Iron&steel Gs AD GCTDocument6 pagesI02 Iron&steel Gs AD GCTChiemela AmaechiNo ratings yet
- Received September 10, 2010Document7 pagesReceived September 10, 2010KapilSahuNo ratings yet
- Carburization of Austenitic and Ferritic Stainless Steels in Liquid SodiumDocument24 pagesCarburization of Austenitic and Ferritic Stainless Steels in Liquid Sodium鄭勝元No ratings yet
- Combination of Fire Assay and Modern Instrumental Techniques For Precious Metals AnalysisDocument12 pagesCombination of Fire Assay and Modern Instrumental Techniques For Precious Metals AnalysisalexanderNo ratings yet
- Lecture Notes Iron Making (PCMT4303) - 6th Sem BTech (Metallurgy)Document158 pagesLecture Notes Iron Making (PCMT4303) - 6th Sem BTech (Metallurgy)mandakini baskey100% (2)
- Iso AstmDocument49 pagesIso AstmyafisNo ratings yet
- D 4239 - Gunamantha 2011 - Ultimate - SDocument8 pagesD 4239 - Gunamantha 2011 - Ultimate - STamara Aulia RachimNo ratings yet
- Mechanism For Carbon Transfer From MagneDocument12 pagesMechanism For Carbon Transfer From MagneMallikarjunrao PanabakaNo ratings yet
- ASTM D4239-02 Elemental SulfurDocument10 pagesASTM D4239-02 Elemental SulfurAkbarningrum FatmawatiNo ratings yet
- Towards Carburizing Treatment Applied On Low Alloy Steel 16CN6Document5 pagesTowards Carburizing Treatment Applied On Low Alloy Steel 16CN6موسىNo ratings yet
- Carbon Transfer in Sodium System Under Thermal CyclingDocument4 pagesCarbon Transfer in Sodium System Under Thermal CyclingVijay GuptaNo ratings yet
- Effect of Iron Ore-Coal Pellets During Reduction With Hydrogen and Carbon MonoxideDocument18 pagesEffect of Iron Ore-Coal Pellets During Reduction With Hydrogen and Carbon MonoxideAdrian Cruz EspinozaNo ratings yet
- 1 s2.0 S0921344921003499 MainDocument14 pages1 s2.0 S0921344921003499 MainBCIV178priyanshu KumarNo ratings yet
- Learning CenterDocument8 pagesLearning CenterpdiconpNo ratings yet
- Determination of Chromium Valence State in The CaODocument6 pagesDetermination of Chromium Valence State in The CaOEduardo CandelaNo ratings yet
- Presentasion Feb 2013Document15 pagesPresentasion Feb 2013rbcahyonoNo ratings yet
- Universiti Malaysia Perlis Laboratory Report Metal Extraction Technology PDT 262 SEMESTER 2 (2016/2017)Document17 pagesUniversiti Malaysia Perlis Laboratory Report Metal Extraction Technology PDT 262 SEMESTER 2 (2016/2017)amirolNo ratings yet
- AN 42218 EA CHNSO Coals AN42218 EN 1Document1 pageAN 42218 EA CHNSO Coals AN42218 EN 1Yusiana PratiwiNo ratings yet
- Copola FurnacesDocument9 pagesCopola FurnacesFelipe Saucedo VarelaNo ratings yet
- Allotropes of Carbon With IllustrationDocument15 pagesAllotropes of Carbon With IllustrationIssa umulimaNo ratings yet
- Melting, Casting, and ProcessingDocument6 pagesMelting, Casting, and Processingcanveraza3122No ratings yet
- 6704I - 6th Semester - Metallurgical and Materials EngineeringDocument32 pages6704I - 6th Semester - Metallurgical and Materials EngineeringMicky SahuNo ratings yet
- B 359 - B 359M - 02 - Qjm1os9cmzu5tqDocument11 pagesB 359 - B 359M - 02 - Qjm1os9cmzu5tqPRASANTH PRASANTHNo ratings yet
- Reference Document For ComplianceDocument13 pagesReference Document For ComplianceNowsathAliNo ratings yet
- 4600 PM ProcedureDocument24 pages4600 PM ProcedureNowsathAliNo ratings yet
- Cleanroom Classifications (ISO 8, ISO 7, ISO 6, ISO 5)Document7 pagesCleanroom Classifications (ISO 8, ISO 7, ISO 6, ISO 5)NowsathAliNo ratings yet
- CV D Uj PDFDocument3 pagesCV D Uj PDFNowsathAliNo ratings yet
- Testing Frequency For Revalidation of Vertical Laminar Airflow Cabinet - GOOD VALIDATION PRACTICE (CGVP) - Learnaboutgmp CommunityDocument2 pagesTesting Frequency For Revalidation of Vertical Laminar Airflow Cabinet - GOOD VALIDATION PRACTICE (CGVP) - Learnaboutgmp CommunityNowsathAliNo ratings yet
- Quotation For Weiber Customized Various Lab Equipments - Biogenomics Limited, PuducherryDocument22 pagesQuotation For Weiber Customized Various Lab Equipments - Biogenomics Limited, PuducherryNowsathAliNo ratings yet
- Nabeel Hamza Professional CV - Sep2022Document2 pagesNabeel Hamza Professional CV - Sep2022NowsathAliNo ratings yet
- Biological Microscope LMBM 410Document3 pagesBiological Microscope LMBM 410NowsathAliNo ratings yet
- Sep 2023 Jigar ShahDocument6 pagesSep 2023 Jigar ShahNowsathAliNo ratings yet
- Karthikeyan Kesavalu: Career Synopsis SkillsDocument2 pagesKarthikeyan Kesavalu: Career Synopsis SkillsNowsathAliNo ratings yet
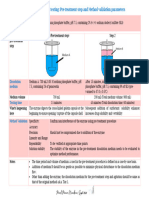
- Pre-Treatment Step and ValidationDocument1 pagePre-Treatment Step and ValidationNowsathAliNo ratings yet
- In 001318 HPLC Vanquish Core Ownership Cost Infographic In001318 Na enDocument1 pageIn 001318 HPLC Vanquish Core Ownership Cost Infographic In001318 Na enNowsathAliNo ratings yet
- Calibration Calculator Rev ADocument53 pagesCalibration Calculator Rev ANowsathAliNo ratings yet
- PH Meter ManualDocument4 pagesPH Meter ManualNowsathAliNo ratings yet
- WP GWP Global Weighing StandardDocument32 pagesWP GWP Global Weighing StandardNowsathAliNo ratings yet
- User Requirements SpecificationDocument7 pagesUser Requirements SpecificationNowsathAliNo ratings yet
- Jawed - CV - 2019 UpdatedDocument3 pagesJawed - CV - 2019 UpdatedNowsathAliNo ratings yet
- Nelson CurvesDocument1 pageNelson Curvestopspeed1No ratings yet
- ASTM International - Standards For Steel Pipes, Tubes and FittingsDocument2 pagesASTM International - Standards For Steel Pipes, Tubes and Fittingsmayukhguhanita2010No ratings yet
- Properties and Typical Applications of Low, Medium and High Carbon SteelsDocument12 pagesProperties and Typical Applications of Low, Medium and High Carbon Steelsananda narayananNo ratings yet
- EN 16983 (Ex DIN 2093) Dim 1Document7 pagesEN 16983 (Ex DIN 2093) Dim 1Roby MastreNo ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- General Infomation G-0002 Description On Material JIS-ASTMDocument3 pagesGeneral Infomation G-0002 Description On Material JIS-ASTMJigar M. UpadhyayNo ratings yet
- Effect of Heat InputDocument9 pagesEffect of Heat InputshrikantajitNo ratings yet
- Weldability of Materials - Stainless Steel - TWIDocument3 pagesWeldability of Materials - Stainless Steel - TWIPaoloCasiratiNo ratings yet
- Jis G4053-2008Document14 pagesJis G4053-2008황현석No ratings yet
- Tabelle Gewicht Rundstahl PDFDocument1 pageTabelle Gewicht Rundstahl PDFCécé Charles KoliéNo ratings yet
- Chemical Composition Limit (Cast Analysis, %) Tempering Temperature Property Class Material and Heat TreatmentDocument1 pageChemical Composition Limit (Cast Analysis, %) Tempering Temperature Property Class Material and Heat TreatmentAhmed Saber NassarNo ratings yet
- OKICAT11 04bDocument26 pagesOKICAT11 04bMohan SelvakumarNo ratings yet
- Inconel 625Document3 pagesInconel 625Alexandre Le GrandNo ratings yet
- 17-07-23-Catalog of STEEL WORLDDocument4 pages17-07-23-Catalog of STEEL WORLDRajan BhardwajNo ratings yet
- Is 205Document12 pagesIs 205inder palNo ratings yet
- Stainless Steel Grade 409 (UNS S40900)Document4 pagesStainless Steel Grade 409 (UNS S40900)AMBICA GroupNo ratings yet
- Heat-Affected Zone Infiltration by Dissimilar Liquid Weld MetalDocument9 pagesHeat-Affected Zone Infiltration by Dissimilar Liquid Weld MetalshivabejugamaNo ratings yet
- En 10025 S235JR SteelDocument2 pagesEn 10025 S235JR SteelAgung Nak OtomotifNo ratings yet
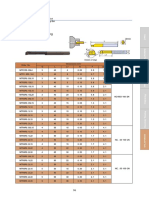
- Turning TOTIME Miniature Tools PDFDocument14 pagesTurning TOTIME Miniature Tools PDFvedrenne92No ratings yet
- NAS1102 Series Specifications: Screw, Machine Flat 100° Head Full Thread, Torq-SetDocument1 pageNAS1102 Series Specifications: Screw, Machine Flat 100° Head Full Thread, Torq-SetIliaNo ratings yet
- HSS Drill Speeds and FeedsDocument1 pageHSS Drill Speeds and FeedsfinndusNo ratings yet
- Basic Welding Training (Weldability of Steels) PDFDocument18 pagesBasic Welding Training (Weldability of Steels) PDFPhu PhuocNo ratings yet
- Quivalent GradesDocument102 pagesQuivalent Gradessridharchowdary349100% (1)
- NOVA Presentation 23 - AVRDocument10 pagesNOVA Presentation 23 - AVRbaar baar dekhoNo ratings yet
- Nimonic Alloy 86Document4 pagesNimonic Alloy 86kakaNo ratings yet
- Selection of Welding RodDocument5 pagesSelection of Welding RodbalaeNo ratings yet
- Numerical Index of Material SpecsDocument4 pagesNumerical Index of Material SpecsEthical HackerNo ratings yet
- A) Brass B) Glass C) Silver D) Lead: 1) An Example of Amorphous Material IsDocument7 pagesA) Brass B) Glass C) Silver D) Lead: 1) An Example of Amorphous Material IsLoganathan NNo ratings yet